


新型轨道钢丝弹性毛纺针布开发与应用
刘云岗、贾杰敏 [金轮针布(江苏)有限公司]
0 前言
纺毛纺工程有两个关键的工序,即粗纺梳毛和细纱。因经粗纺梳毛工序制成的粗纱,将直接供细纱机纺成毛纱,因此梳毛工程质量的好坏,决定着最终粗纺毛纱的质量[1,2]。我们在湖州地区市场调研发现,该地区有以下特点:以家庭为单位的个体户,一般以来料加工为主,原料杂、品质差,原料以开松化纤为主,成品品种多批量小,纱号从116.6~19.4 tex不等;虽然每家只有1~2条生产线,但该地区市场总量在500条生产线左右;使用的梳毛机型号大都是BC272型,设备精度差,有部分厂家在BC272型基础上进行改造,以提高设备精度。毛纺厂一般集中在春节期间对设备进行平车保养,更换器材。在实际生产中,客户反馈不同厂家的弹性毛纺针布,均易出现仰针、断针、磨针周期短;有的因毛条毛粒和条干指标恶化,不得不提前更换针布,耽误了旺季的生产。虽然影响粗纺梳毛毛条质量的因素很多,例如加工原料、梳毛机的结构、上车工艺(各辊筒之间的隔距、速比)、弹性针布的规格和配套等等。但为了满足该地区生产实际需要,我们从针布规格和针布配套两个角度进行探讨尝试,并投入市场验证。
1 轨道钢丝
所谓轨道钢丝,最早出现在日本金井技术资料里,顾名思义,钢丝的截面形状像跑道由两个半圆及中间的矩形组成,这种截面的钢丝有人称为“小扁钢丝”。我公司采用德国萨斯特公司优质的线材进行开发,常用钢丝号数为28/30、29/31、30/32、31/33、32/34。目前钢丝各项指标(抗拉强度、硬度、尺寸公差、表面质量)均达到公司“先锋”水平。
2 轨道钢丝针布设计开发
2.1 梳理过程中钢针受力分析
以针布之间的分梳作用为例,图1为梳理过程中钢针受力分析图,U为法向力,包括离心力、各滚筒之间纤维层受挤压产生的弹力;R为切向力,即梳理力。近似作用于针布切向;N为钢针工作面对纤维的反作用力,垂直于工作面;f为纤维与钢针的摩擦力,纤维向针面外移动时,其方向由针尖指向针根;纤维向针根移动时,其方向由针根指向针尖;F为底布对钢丝的支撑合力,即底布对钢丝的弹性恢复力[3]。
(1)由图1可知,Y轴方向的力主要受针辊的直径和转速、针布工作角、梳理纤维的品种和毛网定量影响。通过对针布工作角度的优化设计,可以确保离心力和纤维与钢针之间的摩擦力达到平衡,使纤维始终处在针尖受分梳状态。
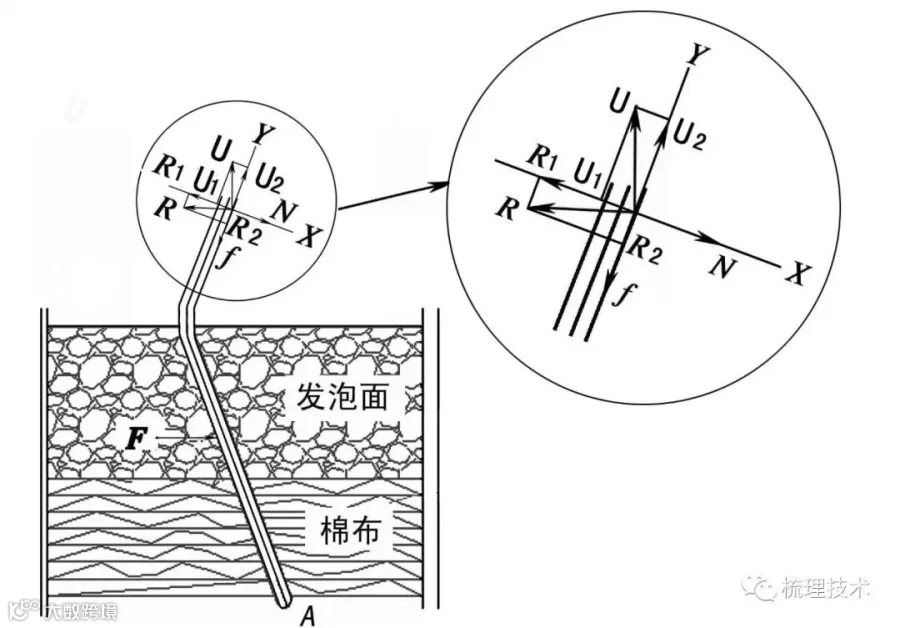
图1 梳理过程中钢针受力分析
(2)在针布实际使用过程中,真正影响针布性能的是X轴方向的受力情况。弹性带条针布是在一定张力的条件下包卷在梳毛机各滚筒上,在梳理过程中,钢针可以近似看成以A点为支点的悬臂梁。为了平衡脉冲梳理力R对A点产生的转矩,底布对钢丝支撑合力F对A点产生反向转矩。如梳理力R超出底布对钢针的最大变形能力,钢针就会产生变形。如果钢针的抗弯强度大,但弹性不好。则会造成以下不良影响:为了平衡过大的梳理力,在超出底布弹性形变范围后,底布进一步产生塑性变形,使底布伸长,针孔变大。因此底布会加速变形老化,对钢针的握持力下降,造成浮针,同时也增加了底布断裂的概率。
(3)因为两种材料相互作用,软材质优先发生变形,针布钢丝的硬度远大于底布的硬度,而底布中发泡面的硬度又小于棉布的硬度。因此如图2所示,左图是在底布弹性形变范围之内,钢针没有发生变形;右图是当底布超出弹性形变范围之后,钢丝也产生一定变形,钢针上膝被抬高,弯膝圆弧半径变大,下膝则视梳理力R的大小,从底布上表面向下,逐渐发生弯曲变形。如果钢针的弹性不够,一方面会将长纤维拉断,进而影响毛条短绒和毛粒指标;另一方面,还会造成钢针发生塑性变形,即仰针现象。
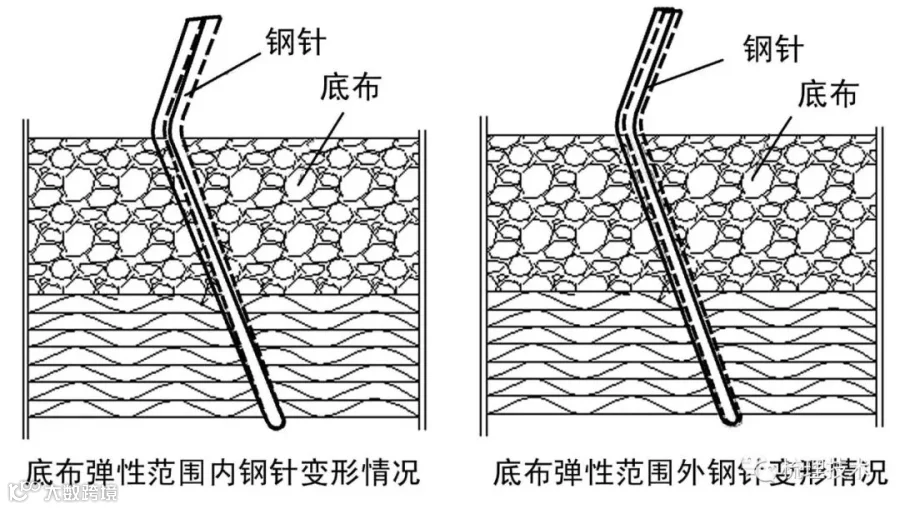
图2 钢针受力变形
综上所述,在底布性能和梳理环境一致的情况下,钢针需要有足够的抗弯强度和弹性。如表1所示,因轨道钢丝独特的截面形状,与同材质和加工工艺的钢丝相比,其截面抗弯模量优于圆钢丝,弹性又比常用的椭圆钢丝好,兼顾了抗弯强度和弹性性能。

2.2 轨道钢丝毛纺针布开发
2.2.1 弹性毛纺针布植针工艺要求
弹性毛纺针布的加工流程为:配料→植针→首检→磨针→磨针检验→整检→淬火→切包。因为异型钢丝截面纵横向线径不等,对异型钢丝毛纺针布的制造关键是植针部分,因此在植针时需注意以下几点。
(1) 对针头的线径要求高。线径过小,钢针植不进底布,造成别针、行列不清晰等;线径过大,底布对钢针的握持性能不好,在使用过程中易倒针、乱针,缩短针布的使用寿命。
(2) 钢丝在拉弯角的时候容易发生扭转,需要增加外刀口板,而且对外刀口板上的钢丝槽和钩子上的钢丝槽要求很高。增加外刀口板,则会增加下膝长度,不利于达到“没膝”的要求。对钢丝槽的尺寸要求高,这样加大了外刀口板制作难度,增加生产成本。
(3) 采用异型钢丝,与横向线径相同的圆钢丝相比,要达到相同的针密,如植针行列和纵向针数不变,则异型钢丝的纵向针尖距减小。考虑现在设备精度,纵向针尖距太小,容易造成针头打毛。另外,针头打上底布,底布还会发生变形,纵向太密还容易碰钩子。
2.2.2 轨道钢丝与椭圆钢丝植针工艺对比
为了适应116.4~19.4 tex纺纱要求,采用轨道钢丝对后车进行配套试验。分别开发了30/32的锡林针布、30/32工作辊针布和31/33的道夫针布,其产品型号分别为WAP30/32-2、WGP30/32-2、WBP31/33-2,分别与椭圆钢丝针布WAB28/32-2、WGB28/32-2、WBB29/33-2对比。
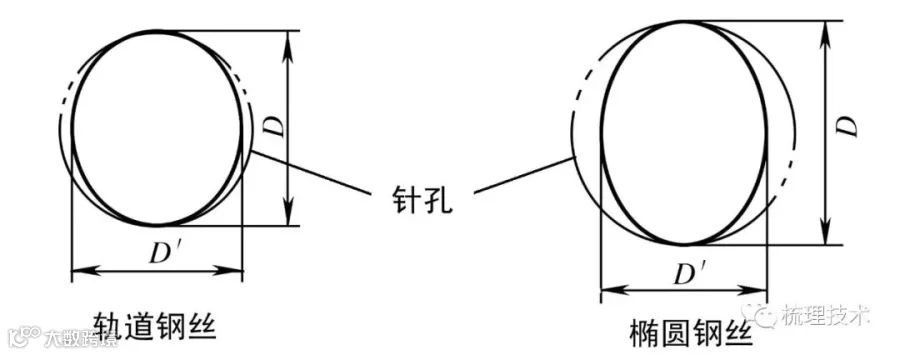
图3 钢丝截面形状与打孔对比
(1) 由图3可知[4],为了能确保钢针能顺利植入底布,考虑底布具有弹性,打孔针头的最大线径必须大于钢丝截面最大线径。为了便于对比,我们假设针头打孔后,针孔保持原状,针孔最大线径与钢丝截面最大线径相等。钢丝截面与针孔之间的面积差,椭圆钢丝要大于轨道钢丝,如表2所示。
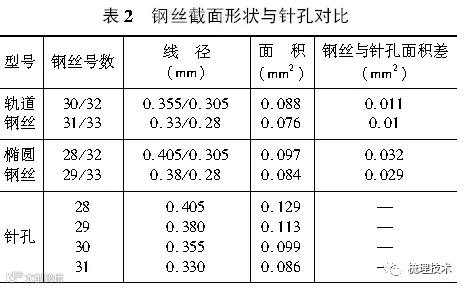
这就说明,使用线径相符的圆形针头,轨道钢丝植入底布中的理论空隙要小。底布对钢针的握持性能要好,在针布梳理过程中,大大降低了倒针、乱针的概率。
(2)通过生产实践,轨道钢丝在植针中,通过将钩子上的钢丝槽适当加深修磨,植针针形稳定、行列清晰,符合检验标准。因此,可以省去外刀口板。
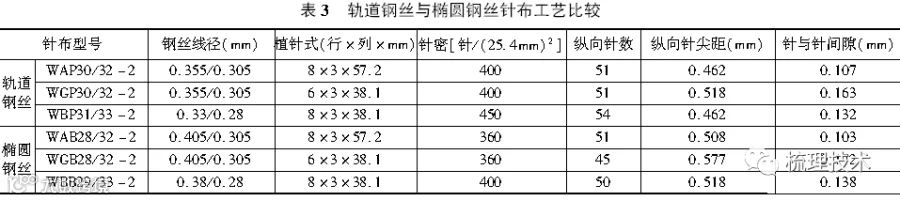
(3)轨道钢丝与椭圆钢丝针布工艺比较见表3。钢丝截面横向线径相等时,轨道钢丝纵向线径相差2号,而椭圆钢丝相差4号。因此,植针式相同,在确保植针顺利和针布断裂强力的前提下,纵向针数使用轨道钢丝要比椭圆钢丝多,植针密度增大。反之可以推断,如果钢丝截面横向线径、植针式和纵向针密相同时,那么纵向针与针之间的空隙,轨道钢丝要比椭圆钢丝大0.05 mm,这样减少了针头打毛和钩子碰上一行钢针的现象,有利于植针顺利。
3 纺纱试验
3.1 纺纱原料和品种
原料:3.5D×60 mm的涤纶和腈纶;36 Nm×70 mm的羊毛。
纱线规格:54tex腈纶/羊毛(80/20)混纺纱;49tex涤纶/羊毛(60/40)混纺纱。
3.2 针布配套和工艺上车
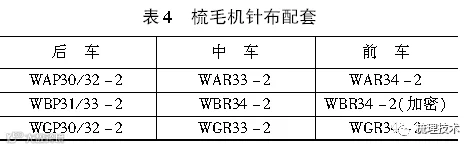
梳毛机机型BC272(三联),车速27 m/min,毛条定量1.3 g/20m。梳毛机针布配置见表4。
3.3 轨道钢丝与椭圆钢丝、圆钢丝性能对比分析
图4为各种钢丝的截面图。从图4可以看到,3种钢丝截面横向线径相等的情况下,纵向线径椭圆钢丝最大,轨道钢丝其次,圆钢丝最小;轨道钢丝纵向有一段平面,而椭圆钢丝和圆钢丝为圆弧面;轨道钢丝和圆钢丝纵向两端为两个半圆,圆弧半径大,而椭圆钢丝纵向两端的圆弧半径较小。
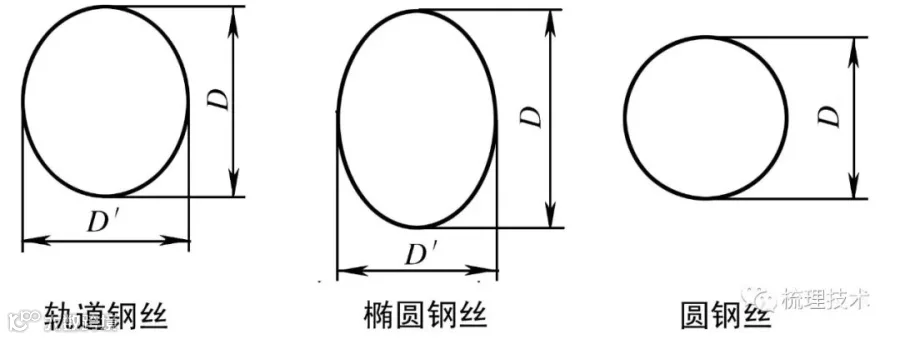
图4 钢丝截面示意
(1)钢丝的截面形状不同,体现不同的抗弯性能,抗弯截面模量越大(抗弯截面模量与受力方向的线径成正比),其抗弯性能越好。因此,在横向线径(D′)、材质和加工工艺相同的条件下,椭圆钢丝纵向抗弯强度最好,轨道钢丝其次,圆钢丝最差。
(2) 钢丝的弯曲刚度表示钢丝在受力时抵抗弯曲变形的能力,钢丝的弯曲刚度大,则表示钢丝不易产生弯曲变形,针布手感较硬,即弹性差。材料的弯曲刚度与弹性模量和截面惯性矩成正比,因此在横向线径(D′)、材质相同的条件下,圆钢丝弹性最好,轨道钢丝其次,椭圆钢丝最差。
(3) 在植针工序中,轨道钢丝纵向有一段平面,有利于送料长短夹头、中心杆和成形杆握持钢丝,钢丝不易翻转;另外,在拉弯角度时,为了防止因钢丝扭转而产生扒、轧脚,植针行列不清等,异型钢丝必须要加外刀口板。因为轨道钢丝纵横线径只相差两号,钢丝发生扭转的概率降低,再加上两端独特的半圆结构,圆弧R较大,与刀口板接触长度长,支撑稳定,因此,只要对钩子上的钢丝槽适当加深修磨即可。省去了外刀口板,针布的下膝高能降低0.5 mm以上,进一步做到“没膝”。
综上所述,轨道钢丝兼顾了抗弯强度和弹性优势,钢丝挺直而富有弹性。满足了毛纺弹性针布既要有足够的抗弯强度,又要有良好弹性的要求。同时,有利于针布植针顺利进行,省去外刀口板,有利于降低下膝高度,做到“没膝”[5]。
3.4 使用效果分析
为了更准确评估轨道钢丝毛纺针布的使用情况,我们从后车道夫上采集毛网,观察毛网中纤维束的数量和形状大小;毛网中云斑、破洞情况;针布仰针情况。如表5所示。对两种纱支观察情况基本一致。
(1) 轨道钢丝与椭圆钢丝相比,钢丝截面横向线径相同时,纵向线径小,因此钢针的穿刺性能好,同时可以进一步提高针密,这有利于大纤维束开松分解成小纤维束或单纤维,所以我们看到,使用轨道钢丝弹性针布,大纤维束得到均匀松解,毛网均匀;
(2) 横向线径相同的轨道钢丝和椭圆钢丝相比,轨道钢丝在满足截面抗弯强度的前提下,钢丝的弹性更好,因此,降低了钢针仰针概率。相反,由于椭圆钢丝截面抗弯强度大,针布上车后磨针和出现零星仰针后针布修磨相对较困难。
4 结论
(1) 轨道钢丝因其特殊的钢丝截面形状,在相同材质和钢丝加工工艺的条件下,钢丝兼顾了抗弯强度和弹性性能,大大提高了针布的使用性能,减少了针布在使用过程中仰针现象;
(2) 使用轨道钢丝,在便于植针和满足针布安全系数的前提下,可以进一步提高针密,增加了针布开松分梳的能力,对梳毛机除杂、均匀混合、纤维伸直平行都有积极的作用,实践证明,毛粒和毛条条干均得到改善;
(3) 后期我们将结合新型磨针工艺,向前车配套推广试验。通过大量的实践验证,不断提升产品质量,开发适应羊绒等高档原料梳理专用针布。
参考文献:
[1]江兰玉,蒋少军.毛纺工艺学[M].北京:中国纺织出版社,1997:180-190.
[2]平建明,范晓明,蒋少军.毛纺工程[M].北京:中国纺织出版社,2007.
[3]许鑑良. 金属针布的梳理作用及梳棉针布选配.金轮科创股份有限公司研究中心档案资料,1998.
[4]姜立新,姜卫兵,尹冬冬.提高盖板针布钢针握持力的探讨[J].纺织器材,2010,(1):18-22.
[5]陈志玮,杜明花.泡沫橡胶底布粗梳毛纺弹性针布[J].毛纺科技,1991,(4) :38-41.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
