
点击上方,轻松关注!!


本文发表在第19期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com


菱形钢丝与三角钢丝“不倒绒”起毛针布性能对比分析
刘云岗、和兆瑞、景万才
[金轮针布(江苏)有限公司]
0 前言
“不倒绒”产品,是近年来新开发的绒类面料。其外形美观、透气、吸湿、柔软、保暖,穿着舒适。成衣价格适中,颇受消费者的欢迎,目前已成为保暖内衣主要面料。因其坯布含有氨纶,表面绒毛短且细密,抗起毛起球能力强,绒毛基本上呈直立状,用手按倒绒毛,绒面能够很快恢复,故称之为“不倒绒”。因其大好的市场前景,加上丰厚的加工利润,给生产厂家带来了新的商机。为了能更好满足客户对“不倒绒”拉毛风格的要求,通过分析“不倒绒”坯布的性能和钢针在拉毛过程中的受力状况,要满足“不倒绒”绒面风格:一是钢针锋利度,在起毛力适中的前提下,使钢针能顺利刺入线圈;二是针布弹性要好,钢针能将毛圈柔和地勾起、拉高、再割断,避免起毛力过大,在未达到理想毛高前强制将纤维拉断;三是钢针必须还要有足够的强力,能够抵抗在切割毛圈时较大的拉力,避免出现仰针、乱针的现象;四是钢针表面光洁度要好,尽可能减少落毛,以确保绒毛的浓密度和面料面密度。本次研究主要在钢丝截面、磨针工艺上做了改进,开发了菱形钢丝“不倒绒”针布新产品,并结合实际应用情况,分析了新产品的优越性。
1 “不倒绒”坯布及其起毛原理
1.1 “不倒绒”坯布
“不倒绒”坯布为双面纬编针织物,其织物组织为双罗纹结构。面纱一般选用细旦涤纶低弹丝(75D/144F、100D/144F、150D/144F、100D/288F、150D/288F等),地纱多采用纯棉纱和氨纶裸丝为原料。其用纱为棉/氨(95/5)。坯布面密度一般在800 g/m2以下。其中常见的有280、300、320、360、380、400、420 g/m2等。绒毛毛高在3~4 mm。280 g/m2低面密度坯布毛高在2.5mm左右。现逐渐有向低面密度发展,其目的是一方面在达到相同保暖效果下,轻薄型面料穿着舒适;另一方面,面密度越小成本越低。由于“不倒绒”坯布的地组织含有氨纶,而氨纶纤维与其他纤维相比,具有弹性回复好、断裂伸长高、断裂强度高等优点。因此,“不倒绒”坯布弹性好。在经过拉毛整理后,单丝被分解开,坯布表面即覆盖一层细密的绒毛。纤维截面内单丝越多,绒毛浓密度越大,增强了对地组织的覆盖性,不仅手感丰满而细腻,且细密的绒毛能滞留更多的空气,并改善织物的保暖性和芯吸导湿性。
1.2 “不倒绒”坯布的起毛原理
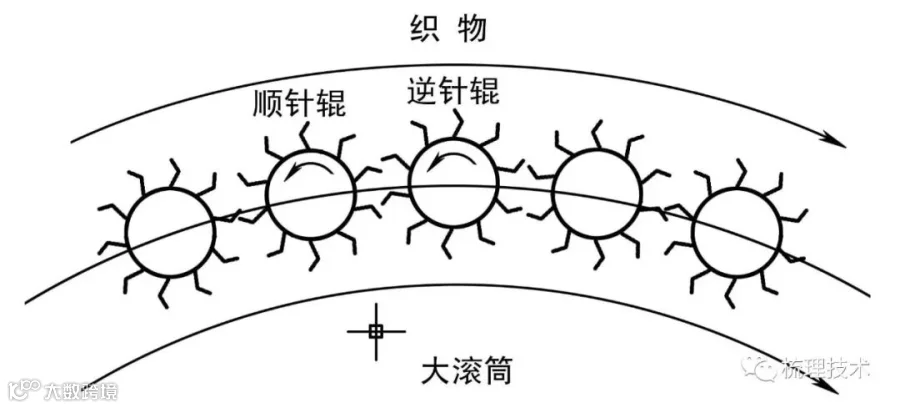
图1 起毛原理
如图1所示,起毛就是通过大滚筒、顺、逆针辊转速和布速的调节,使形成相对速度差,此时逆针辊钢针刺入坯布,把织物中的起毛纱勾起、拉高、切断,顺针辊利用针背,将起出的纤维梳开,形成绒毛。由于“不倒绒”坯布含有氨纶,织物的弹性较普通纯涤纶织物弹性大得多,因此,必须要有足够的起毛力,使钢针顺利穿刺起毛纱,并将其勾起、拉高,以满足对毛高的要求。提高钢针的锋利度,能够在适当降低逆针辊的转速,减少对纤维的损伤前提下,钢针依然能刺透面层起毛纱;另外,提高针布的弹性,可以延长钢针勾起和拉高纤维的时间,获得满意的毛高。
“不倒绒”在拉毛整理中,坯布的面密度和绒毛的浓密度是起毛风格的重要指标。一方面,利用钢针的穿刺和切割作用,要尽可能将起毛纤维中的单丝破开;另一方面,在起毛和梳理过程中,起毛力和梳理力要适中,避免强烈的打击,使单丝损伤而造成落毛。当然,钢针表面的光洁度也是影响落毛的主要因素之一。
2 试验
2.1 试验的针布钢丝、起毛机与坯布
27/32菱形钢丝和27/31三角形钢丝。鹰游MB331E-36起毛机(六联)。坯布面密度为280~420 g/m2,起毛纱为涤纶100D/144F。
2.2 拉毛主要工艺参数
拉毛主要工艺参数如下:大滚筒转速为65~75 r/min,顺针辊转速320~340 r/min,逆针辊转速380~430 r/min,布速16 r/min,起毛零点 345 r/min。
3 菱形与三角形截面钢丝针布性能对比
3.1 菱形与三角形截面钢丝几何形状对比
图2、图3所示为27/32菱形钢丝和27/31三角形钢丝。由于菱形钢丝特殊的拉丝工艺,从钢丝横截面可以看到:
(1)菱形钢丝的斜面为直线,而三角钢丝斜面为圆弧;
(2)菱形钢丝的顶角圆弧半径为0.02 mm,而三角钢丝的顶角圆弧半径为0.04 mm,菱形钢丝顶角较三角钢丝的顶角小。
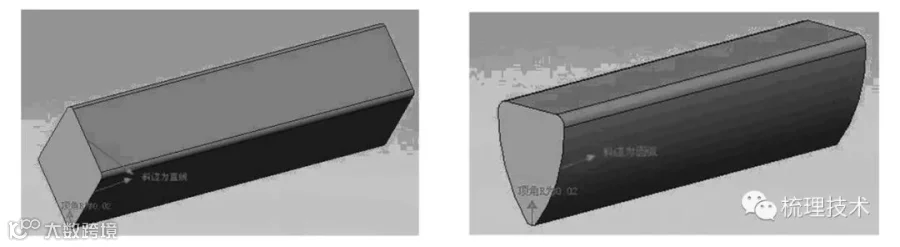
图2 菱形与三角形钢丝外观
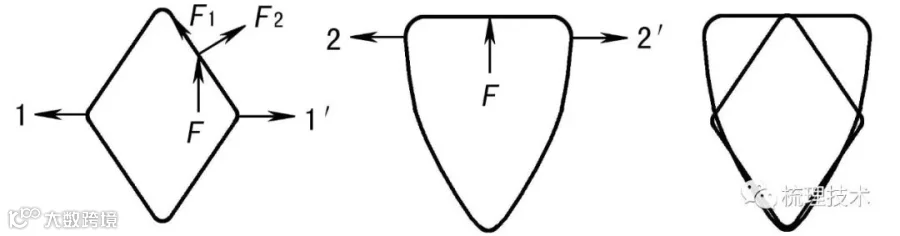
图3 菱形与三角形钢丝截面
3.2 定位比较——菱形钢丝定位好
如图3所示,菱形钢丝和三角钢丝分别以11′、22′位置定位,菱形钢丝斜面为直线,受力稳定,加上顶角小,容易定位;三角形钢丝相反,斜面为弧线,且顶角圆弧较大,在夹持受力时,容易产生错位,甚至扭转等现象。从生产现场观察到,菱形钢丝针布植针行列更清晰,后道磨针,因两边对称,侧磨深度和细度更均匀一致。
3.3 握持力比较——菱形钢丝握持力强
由图3可以看到,菱形钢丝受力后,受底布支撑的为两个对称的直面,压力F可以分解成沿直面方向的F1和垂直直面方向的F2。而三角钢丝受压力后,受底布支撑只有一个直面。加上圆形针孔在包卷张力的拉伸下,线径发生变形,近似成双凸形,跟菱形截面配合更紧密。因此,在钢针受到相同压力的条件下,底布对菱形钢丝的握持力更大,即弹性回复能力更好。
3.4 锋利度比较——菱形钢丝锋利度佳
从图4中可以看到,起毛针布的工作面为钢丝长径方向的顶角,顶角圆弧越小,刀口越锋利。菱形钢丝顶角圆弧R为0.02 mm,三角钢丝顶角圆弧R为0.04 mm。显然,菱形钢丝较三角钢丝锋利。另外,在后道磨针过程中,菱形钢丝侧磨的是两条对称的棱边,压磨的也是一条棱边。而三角钢丝,侧磨面是两个弧面,压磨面是与工作面相对的大面。相比而言,磨削量三角钢丝要大于菱形钢丝。也就是说,菱形钢丝更容易获得较大的压磨弧长和侧磨细度,因此菱形钢丝针布更锋利,穿刺性能更好。
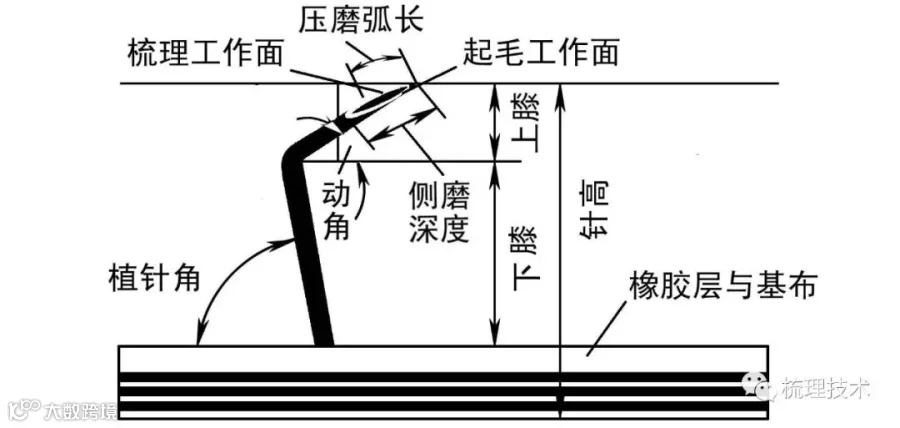
图4 针布工作示意
3.5 受力稳定性比较——菱形钢丝受力稳定性优
由于菱形钢丝斜面为直边,三角钢丝斜面为弧形。如图5所示,在钢针受到外力时,菱形钢丝两直面受力,由力学原理可知,菱形钢丝会优先沿垂直这两个直面的方向弯曲;而三角钢丝,斜面为弧形,在弧面任意一点的法线方向均有可能发生弯曲。因此,在实际使用时,菱形钢丝刚性好,不易变形,大大降低了倒针、乱针的概率。
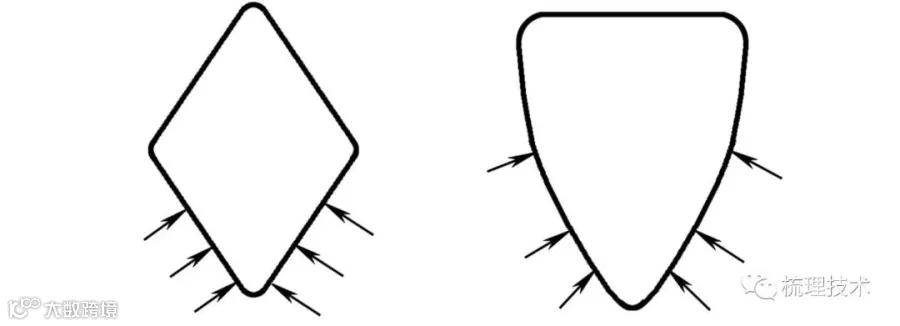
图5 钢针受力分析
4 起毛针布试验结果分析
综上所述,菱形钢丝从锋利度、抗压稳定性、受力后底布对钢针的握持性能和弹性回复能力,都要优于三角钢丝,加上在磨针后期进行两道精抛光,使钢针表面粗糙度Ra<0.4 μm,可以减少落毛。菱形钢丝“不倒绒”产品如图6所示。
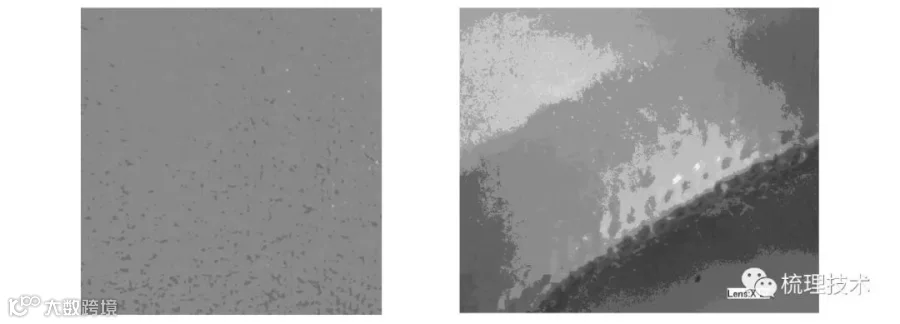
图6 菱形钢丝“不倒绒”产品
由图6中可见,使用菱形钢丝制成的“不倒绒”产品,绒面纹路清晰、绒毛丰满细腻,毛头整齐不露底。完全符合“不倒绒”的起毛风格。
4.1 适应性强
菱形钢丝“不倒绒”针布能适应140~420 g/m2不同规格的坯布拉毛,而且毛头整齐、绒面细腻浓厚。主要是因为菱形钢丝“不倒绒”针布锋利度好,加上针布良好的弹性,使得起毛工艺的调节范围更广。
4.2 磨合期短
菱形钢丝“不倒绒”针布比三角形钢丝“不倒绒”针布的磨合期短。主要是菱形钢丝“不倒绒”针布多加了两道精抛光,提高了钢针的表面光洁度,减少了因毛刺引起的落毛。
4.3 倒针与乱针的概率降低
一方面,菱形钢丝因其对称的直面结构,钢丝抵抗压力的能力强;另一方面,底布对钢针有更好的握持力,钢针在受力变形后能迅速恢复。
4.4 拉毛织物顶破强力测试与分析
将采用菱形钢丝与三角形钢丝“不倒绒”针布起毛后的织物进行了织物顶破强力的测试,测试数据为:菱形钢丝“不倒绒”针布为269 N,三角形钢丝“不倒绒”针布为251 N。
可以看出,经过菱形钢丝“不到绒”针布起毛后的织物,其顶破强力比三角形钢丝“不到绒”针布提高了近20 N。其原因在于起毛织物的强力主要由地组织来决定,菱形钢丝锋利度好,所以在起毛力相对较小的情况下,能顺利刺穿起毛纱,而不至于刺得太深,破坏底面,甚至将底布拉出破洞。
5 结论
(1)从理论与实际应用情况分析可知:菱形钢丝与三角形截面钢丝相比,具有钢丝定位好,握持能力强,锋利度佳,受力稳定性优。
(2)采用菱形钢丝与三角形截面钢丝“不倒绒”针布,通过对不同面密度的坯布进行试验分析得知,菱形钢丝“不倒绒”针布适应性强,磨合期短,倒针与乱针的概率降低。
(3)采用菱形钢丝“不到绒”针布起毛后的织物,其顶破强力比三角形钢丝“不到绒”针布起毛后的织物高。
参考文献:
[1]任家栋.保暖内衣面料起毛的研究[J].纺织器材,2010,37(2):68-71.
[2]童中.起毛工艺参数的确定[J].纺织器材,2003,25(1):43-45.
[3]赵闻.对国产起毛针布的认识与实践.纺织器材,1991,18(6):5-6.
《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!