
点击上方,轻松关注!!

高产梳棉机锡林速度试验与讨论
宋毓琳(原无锡纺织机械实验中心)
当前世界新型梳棉机,转杯纺设计单产高达200~220 kg/h(如TC07、C60、JWF1206、JWF1207等),精梳环锭纺80 kg/h,实际纺制单产在40 kg/h左右,产量比老机型成倍增加,而锡林速度仅提高1/3,因何产量与锡林速度不同比提高,锡林速度对梳理质量有何影响,实际生产时怎样正确选择锡林的速度,只有在实纺中总结研究得出。为此,我们在经纬股份1.6万锭新型环锭纺展示线的清梳联梳棉机上以锡林不同速度进行纺纱试验,并在正常纺纱生产中长期验证所选锡林速度的工艺效果。
1 纺纱工艺
1.1 纺纱品种与工艺流程
纺纱品种:CJ18.2~9.7 tex
工艺流程:FA006-230往复抓棉机→FA103A双轴流开棉机→FA028B-120多仓混棉机+FA109A-120三辊筒清棉机→ZF1052异性纤维检除器→(FA177B清梳联喂棉箱+FA221D梳棉机+FT024自调匀整)×6台+(FA177B+JWF1204+FT024) ×2台→FA306预并条机→JWF1381条并卷联合机→F1268精梳机→FA326A并条机→FA491粗纱机→JWF1520-1008锭细纱机。
1.2 配棉主要指标
1.2.1 HVI检验
主体长度:L(w)27.65 mm,L(n)22.48 mm;品质长度:L(w)32.46 mm,L(n)36.46 mm;Fine172 mtex;Mat0.93 Rotio;NEP186 Cnt/g;SFC(<16mm):(w)5.2,(n)17.7;T.S.D86.30 Cnt/g。
1.2.2 常规检验
平均品级2.20,主体长度29.31 mm,品质长度34.48 mm,线密度167 mtex,成熟度1.56 %,棉结213 Cnt/g,短绒率12.95%,含杂率1.34%。
原棉检验以进口的瑞士Uster-HVI仪检验为主,常规FIII手检目测作参考。
1.3 梳棉机与细纱机的主要工艺参数
(1)FA221D梳棉机工艺
生条定量:19.3~23.5 g/5m;
生条速度:105~142 m/min;
锡林速度:360~500 r/min;
刺辊速度:750~970 r/min;
盖板速度:200~260 mm/min;
刺辊~给棉罗拉:0.60mm;
刺辊~锡林:0.18mm;
锡林~盖板:3×0.175,0.20 mm,3×0.15,0.175 mm;
锡林~后固定盖板:0.55,0.5,0.45 mm;
锡林~前固定盖板:0.25,0.25,0.23,0.2 mm;
锡林~道夫:0.10mm。
(2)JWF1520-1008锭环锭细纱机工艺
纺纱品种: CJ13.1 tex;
粗纱定量: 4.9 g/10m;
罗拉加压: 160(120)×120×140(N);
总牵伸倍数: 45.45;
后区牵伸倍数: 1.212;
罗拉中心距: 45mm×60 mm;
上下销隔距: 3.25 mm;
细纱捻系数: 382;
锭子速度: 16500 r/min;
钢领规格: PG-Bracker-3854;
钢丝圈: UL7/0。
1.4 FA221D梳棉机结构特点
锡林道夫机架圆墙板等主部件均为钢板整体结构,刚性强,不易变形;机架面为阶梯形,锡林轴座处高135 mm,动载稳固;锡林径向跳动≤0.015 mm,有利动态隔距精确与有效梳理;锯齿给棉罗拉,顺向喂棉,工作面分梳长度可调;盖板小踵趾面0.56 mm,倒转,齿形带传动,负荷轻,方便维护;锡林前后加装双联铝合金骨架固定盖板(前8后6)与棉网清洁器(前2后3);刺辊下装锯齿预分梳板,除尘刀,都有利于分梳除杂;锡林道夫下装16块弧形钢板,3个吸风口及盖板花等机上连续集体吸落棉系统,有利机台清洁,改善环境;上下翻斗式弧形气动棉网集束器,方便值车工操作;配长短片段混合环自调匀整;采用先进的自动控制技术,RS-485自由通讯协议网络化监控通讯,体现智能化水平。
1.5 FA221D梳棉机的针布
锡林R2030×0.5针布,刺辊VE5010V8,道夫N4030×0.9,预分梳板FD6,盖板PT52,前后固定盖板FD42A、FD24A。
所用Graf针布,关键是锋利、光洁、耐磨,能实现新包针布刚开车短绒不增长,一个月后负增长(AFIS仪试)。
2 纺纱试验
2.1 试验方法
锡林速度分档进行试验,每档速度调整好开车运转正常后,再纺满筒生条,分别取5个试验,进行AFIS仪试验,生条经精并粗并跟踪至细纱,纺10绽纱管,做成纱Uster条干仪试验。
2.2 试验质量数据汇总
生条质量数据汇总于表1,数据是5次平均值,成纱为10个纱管试验平均值。
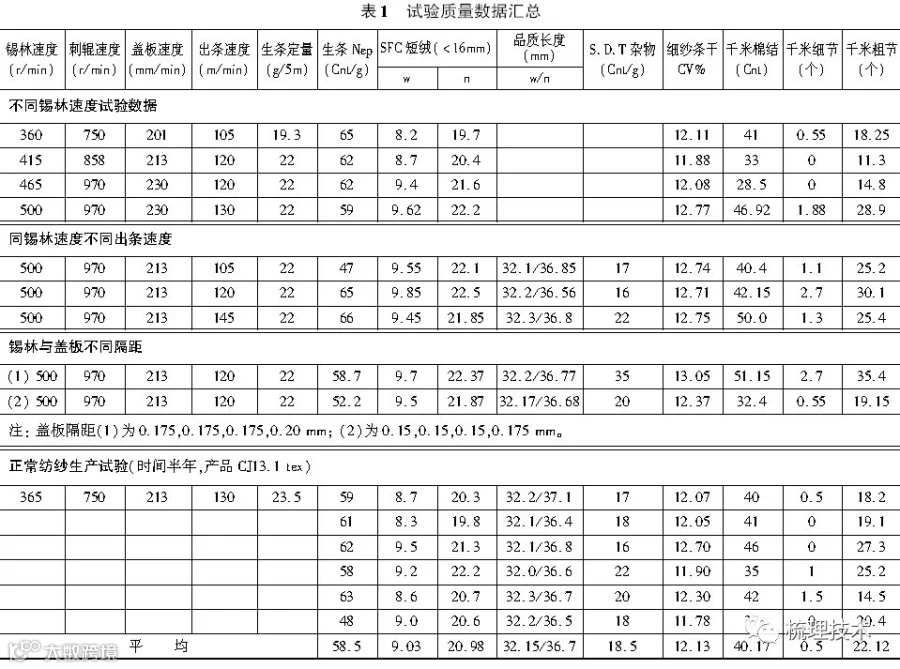
2.2.1 不同锡林速度试验
由表中锡林4档速度的试验数据看,在锡林360~465 r/min范围内,随锡林速度的提高,生条棉结杂质减少,但短绒w、n增加,成纱棉结、细节、条干CV%都趋降低,以锡林速度415 r/min,生条和成纱质量较好;但当锡林500 r/min、刺辊970 r/min速度过高时,生条短绒增加较多,成纱棉结千米粗细节明显增加;这可能是梳理过度、过烈,损伤纤维太甚及短绒过多所致。由此可见,在梳棉单产30~45 kg时,以锡林速度360~415 r/min、刺辊速度800 r/min左右对生条与成纱质量均有利。
2.2.2 相同锡林速度不同出条速度试验
为了解锡林高速梳理对纺纱质量影响,又做了锡林速度500 r/min不同出条速度(单产)的大量跟踪专试。由表1汇总数据可知,生条棉结随单产提高增加,短绒明显恶化,尤其成纱棉结增加48.4%,千米粗细节增加,增幅随单产趋低而加大,这更证实锡林速度过高,生条短绒猛增,也不利降低棉结,于成纱棉结疵点更不利。这更说明在清梳联系统性能较好,选用针布优良,纺精品纱,梳棉机单产在40kg左右及原棉性状较好时,锡林速度在350~415 r/min范围内宜低不宜高选择有利。
2.2.3 锡林与盖板不同隔距试验
为摸索发挥锡林盖板间梳理潜能,做了锡林与盖板紧隔距试验,四档隔距均缩小0.025 mm,结果生条棉结减少20%,短绒率降低2%(w),5%(n),棉结短绒兼顾,均较好,反映在CJ13.1tex成纱千米棉结降低38.28%,细节减少80%,粗节减少45%,条干CV%降低0.6的较明显工艺效果。这与锡林盖板紧隔距后,梳理充分,纤维束漏梳少,梳理度好,对生条与成纱质量提高,工艺效果显著,是较有效的工艺技术措施。但高速高产梳棉机的锡林与盖板隔距要缩小到0.15mm,梳棉机必须有良好机械基础,首先是制造装配精度,基础部件、机架、墙板、轴座等稳固,高速运转振动极小而稳定,FA221D梳棉机筒体径向跳动≤0.015mm,圆筒体精密,热膨胀量小,盖板条与针布瑞士Graf原装进口,变形极小等,均为紧隔距创造条件。
2.2.4 正常纺纱生产试验
表中为优选工艺后正常纺纱生产试验6个月的数据。在FA221D梳棉机实际单产35.5 kg,AFIS仪测试,生条棉结58.5 Cnt/g、短绒:(w)9.03%,(n)20.9%,保持较好水平,体现在成纱质量达Uster 2007公报5%~25%水平。其中CJ13.1 tex纱的条干CV%为12.12%,在公报5%水平,千米棉结40.17粒,细节0.5个,粗节22.12个,生条与成纱的各项质量数据较稳定,成纱质量一致性好,说明所选工艺效果显著。
3 结语
(1)由上述锡林不同速度专项试验说明,在国产新型短流程清梳联新型针布,纺细特精品米通纱及原棉性能较好,梳棉机单产32~45 kg,锡林速度360~415 r/min范围内,锡林速度高些,有利减少棉结,并兼顾短绒少增长(如360~415 r/min),但锡林速度过高(500 r/min)或过低(<300 r/min)对减少棉结、短绒与纤维损伤均不利。如何选择既减少棉结又降低短绒率的锡林速度,我们从专试和生产实践体会,要从清梳联系统开梳性能、纺纱品种质量要求、原棉性状、配置分梳元件针布规格等全面考虑,如纺细特精品纱,梳棉单产40kg左右,锡林速度360~415 r/min有利,随产质量要求而增减锡林速度。核心是减少纤维损伤与短绒增长率,工艺原则是“梳理转移适度,结杂短绒兼顾”。
(2)锡林与盖板四档隔距缩小0.025 mm,对降低生条棉结与短绒增长率及成纱棉结、粗细节、条干CV%均有较明显效果,是提高纺纱质量较有效的工艺技术措施。但必须有良好的设备基础,如制造精密、基础主部件稳固,高速运转振动极小而稳定。FA221D梳棉机锡林筒体径向跳动仅0.015 mm,筒体径、轴向圆整,整体钢结构机架、墙板、轴座精密稳固,热膨胀极小等,为锡林高速、紧隔距创造条件。
参考文献:
[1]李妙福.清梳联工艺设备与管理[M].上海:东华大学出版社,2006.
[2]贺福明.略论现代纺纱工艺的梳理度[A].2007现代梳理技术交流研讨会论文集[C]
[3]郑州纺机FA221D梳棉机说明书

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
