
点击上方,轻松关注!!


本文发表在第21期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com

起毛针布磨针工艺优化
王敏 金轮针布(白银)有限公司
0 前言
起毛针布直接影响织物面料的起毛效果。众所周知,判定针布的制造质量通常用五度:锋利度、平整度、粗糙度、耐磨度、清晰度。其中平整度、锋利度、粗糙度等三度都是由磨针工序来保证,因此,磨针非常关键,我们优化了磨针工艺,改善磨针方法,有效提高了起毛针布五度。
1 现状
在起毛针布的五度中,如果锋利度不好,针尖不能够刺入织物,起毛将根本无从谈起,只有将针尖插入织物组织中,通过针尖与织物转速之差,起出毛羽;平整度以整条起毛针布针高极差衡量,针尖高度极差越小,平整度越好,织物起出毛羽一致性越好;粗糙度越高织物落毛(掉毛)越少,起出的毛羽手感越丰厚;耐磨度通常以针布的有效使用寿命来衡量,其主要取决于钢丝材质及热处理和针尖形状,尖锐而丰满的针尖使用寿命长。清晰度磨针虽然有一定的作用,但主要取决于植针前道来料针形和行列控制。
2 分析
在压磨型起毛针布品种中,由于QRT27/31-4产品工艺的特殊性——针尖密度大,上膝短,压磨刀口大,因此,磨针最难控制,特别具有代表性。下面就以该产品进行分析。经过连续三个月的统计,起毛针布QRT27/31-4产品磨针合格率很低,一直徘徊在30%~60%之间,主要原因为:针尖侧磨形状差、压磨刀口不合格(包含刀口圆头、平头和压磨未到针尖)、针尖毛刺、底布吸灰、侧磨深度超差、角度(工作角和植角)超差,其不合格占比如图1所示。
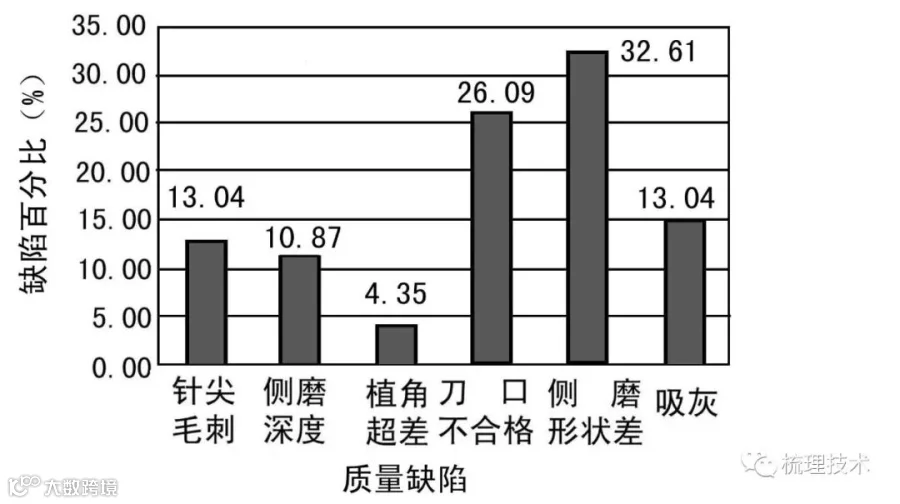
图1 磨针工艺优化前QRT27/31-4质量缺陷占比
针对QRT27/31-4磨针不合格因素及占比进行系统分析,主要从4个方面采取相应措施:一是要严格控制植针来料,特别是针形、工作角、弯膝处曲率半径、两只针脚与针体连接处夹角等。二是对现有磨针机进行改造,增加磨头横动装置实现变频调速和增加碳刷抛光功能。三是磨针工艺进行优化、细化,根据不同起毛针布产品制定不同的磨针工艺操作规程。四是尽量将定性指标加以量化后进行磨针检验——设计压磨刀口、针尖锥形投影比对模板,为产品检验提供判定参考。
3 起毛针布QRT27/31-4磨针工艺试验
(1)磨针机横动丝杠和磨头速度恒定条件下,定人员定设备进行工艺试验。
实验1: 3#磨针机采用工艺:首先进行轻平磨,采用分次进给,每次进给量不超过0.10 mm,每次磨针时间大约20 min左右,通过数次进给使针尖磨得平整,针高高于工艺规定0.1~0.2 mm。浅侧磨采用进给量1.8 mm,分两次进行,磨针时间40 min左右。深侧磨采用进给量2.0 mm,分两次进行,磨针时间40 min左右;精侧磨进给量1.8 mm磨针一个来回,磨针时间40 min左右;重压磨采用进给量1.5 mm,磨针一个来回,经投影压磨刀口R1≥1.6,侧磨锥度出现轻微圆头、压磨刀口无平头、手感针尖锋利度一般,基本符合要求。
实验2:3#磨针机工艺试验,平磨工艺不变,浅侧磨进给1.8 mm,磨针时间40 min两次进行,往复15 min左右;深侧磨采用进给2.0 mm再退1.0 mm,分两次进行,磨针时间40 min左右,退出粗侧磨片,换上精侧磨片进给1.8 mm进行修锥度,磨针20 min,再进给2.5 mm进行深精侧磨30 min;砂轮进给量1.8 mm压磨两个来回,经投影压磨刀口R1≥2.1,压磨刀口无平头,针尖手感锋利有所提高,但侧磨锥形不理想,锥尖圆头。
实验3:新增一台5#磨针机与3#同步工艺试验,延续实验1平磨工艺,进给量1.8 mm分4次进行浅侧磨,磨针时间30 min,往复120 min左右;深侧磨采用3次进行,第1次进给2.0 mm磨针时间30 min退出0.1 mm磨针时间10 min,第2次进给1.9 mm磨针时间30 min,退出0.1 mm磨针时间10 min,第3次进给1.9 mm磨针时间30 min,退出0.1 mm磨针时间10 min,往复120 min左右;进给1.9 mm精侧磨时间50 min;采用进给量2.0 mm压磨往复两个来回,经投影针尖锥形R<0.05,压磨刀口R1≥2.0,极大的提高了针尖手感锋利度,工艺参数完全达到技术要求。
实验4:为了改善针尖表面粗糙度,在精侧磨后、压磨前增加碳刷刷光工艺,进给量2.0 mm往复三个来回,经模板投影压磨圆弧针背出现凹坑现象,因此,不采纳碳刷刷光工艺。经过精侧磨后针尖侧磨面经显微放大对照标准模块检验,其表面粗糙度Ra≤0.4 μm,符合技术要求。
(2)磨针机横动丝杠和磨头实现变频调速条件下,定人员定设备进行工艺试验。
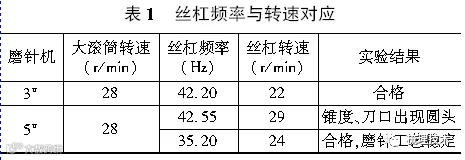
实验1:首先对磨针机大滚筒转速确认,经检测,3#、5#磨针机主传动大滚筒转速都为28 r/min;其次根据设定的频率确定丝杠转速,然后磨针试验,实验结果如表1所示。
实验2:5#磨针机,进给量1.9 mm,精侧磨采用横向丝杠频率35.20 Hz,丝杠转速24 r/min;磨片频率40 Hz,磨片转速2320 r/min,磨针时间10 min,调整磨片频率38.5 Hz,磨片转速2200 r/min,磨针时间40 min,针尖锥形和压磨刀口基本消除圆头和平头现象,提高了针尖锋利度,达到工艺要求。由于精侧磨主要起修正锥形及抛光作用,因此,必须提高侧磨相对速度,磨片频率范围由当前的43 Hz提高到50 Hz左右,磨片转速达到2500 r/min,从而确保QRT27/31-4产品精侧磨工艺要求。
实验3:5#磨针机,进给量1.9 mm精磨,调整丝杠运转频率35.5 Hz,转速24 r/min,磨片频率43 Hz,转速2480 r/min,磨针时间12 min,然后调整磨片频率38.5 Hz,转速2205 r/min,磨针时间40 min,停车拔针投影检验,针尖锥形和压磨刀口等参数达到工艺要求。
实验4:3#磨针机,横动变频调速浅侧磨、轻压磨、深侧磨、精磨频率45.5 Hz、重压磨50 Hz、磨片变频调速频率45.5 Hz、精磨片频率50 Hz,经检验锥形R未达到工艺要求。经验证确定3#、5#磨针机横动丝杠频率分别为42.55 Hz(丝杠转速22 r/min)和35.55 Hz(丝杠转速26 r/min)。
实验5:根据植针来料针形状况,对于诸如针形截面歪扭、扒脚、翘脚、两只针脚弯膝处过渡圆弧不一致、角度变化等植针缺陷,变频调速不需做大的调整,可以做微调,经验证3#、5#磨针机横动丝杠变频调速频率范围分别为36.5 ~42.5 Hz,33.5~36.5 Hz左右;磨片调频范围分别为40.55~45 Hz、38.5~43.5 Hz。
4 工艺调整和优化
(1)在对起毛针布各工序技术参数指标进行分解的基础上,重新讨论确定起毛针布磨针工艺检测方法,对针尖锥形控制投影模板进行量化:针尖过渡圆弧R≤0.05;增加长短脚检验项目。
(2)压磨型起毛针布磨针工艺。轻平磨:轻压磨、浅侧磨4次;深侧磨加退磨3次、精侧磨加1次、重压磨两个来回。同时要保证工艺稳定性,提高磨针合格率,变频速度范围不要做太大调整,应根据植针来料针形做适度微调。
(3)修整刀口圆头及锥形。针布上车张紧,进给0.6 mm补压一个单程,如果刀口还有圆头,采用小直径(外径≤160 mm)精磨片,精侧磨修锥形30 min左右,再进给0.6 mm补压一个单程,就可以使锥形、刀口达到工艺要求。
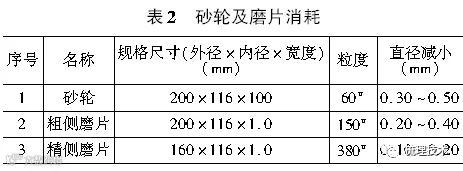
(4)磨针辅料砂轮及磨片直接影响针布的磨针质量,首先砂轮及磨片规格选型非常重要,比如砂轮结合剂、磨料及粒度,磨片外径、厚度及粒度等,其次,磨针过程中一定要格外关注和随时掌握辅料消耗及使用状况,特别要注意磨片缺损和碎裂,一经发现应及时停车,金刚石修整或更换。表2为加工一条QRT27/31-4产品辅料消耗表。
(5)工艺优化前后,QRT27/31-4产品磨针针尖对比如图2所示。
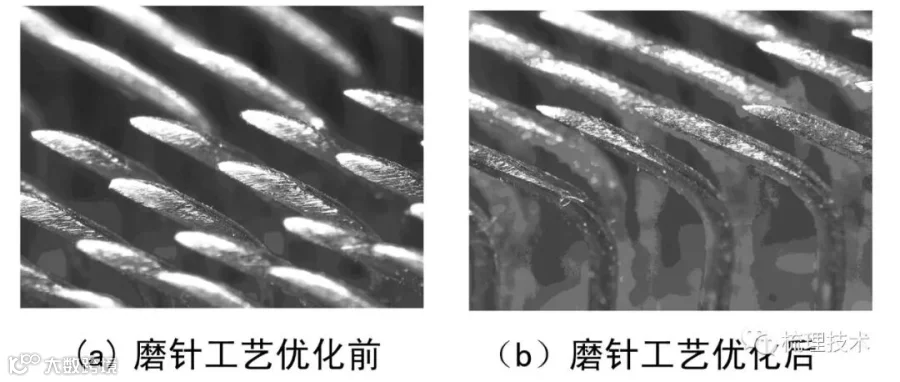
图2 磨针工艺优化前后针头照片
(6)图3为实施磨针工艺优化期间起毛针布磨针合格率月度统计表,3月开始磨针工艺试验,4月至8月工艺调整及优化,9月以后实施新的起毛针布磨针工艺操作规程。
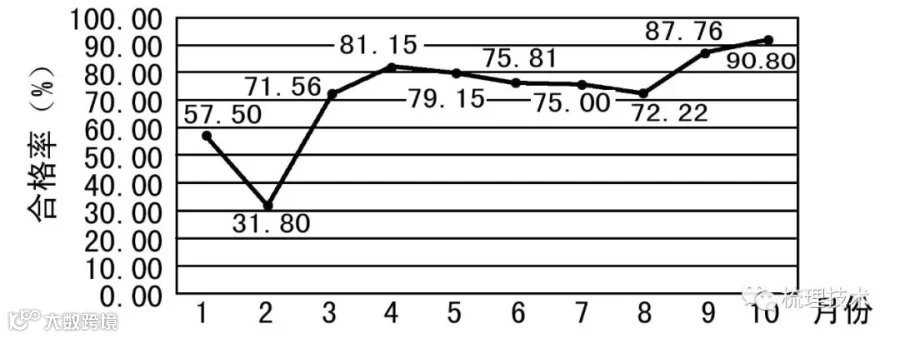
图3 工艺优化期间起毛针布磨针合格率月度统计
5 修订起毛针布磨针工艺操作规程
(1)按照磨针试验结论,对压磨型起毛针布整个磨针过程进行细化,增加横动丝杠、磨片变频调速,确保磨片既不允许漏磨又不重复磨削针尖。指导操作人员采用浅侧磨、深侧磨分阶段针尖锥形控制及进行退磨工艺操作,掌握单方向磨片进给退出横动校正侧磨深度单面缺陷的技巧。
(2)稳定固化起毛针布磨针工艺操作规程,对操作工培训,考核操作与检测方法;完成检验人员检验方法培训,结合起毛针布指标分解以及起毛针布新工艺修订,提升产品,改进方案。
6 结束语
(1)图4为工艺优化后QRT27/31-4产品磨针质量缺陷占比图,与磨针工艺未优化前(图1)进行比较,不合格占比依次为吸灰、植角超差、刀口不合格、侧磨细度、侧磨深度、侧磨形状。而导致磨针吸灰和植角超差的主要原因是原材料底布因素所造成,已经超出磨针工艺解决的范畴。底布质量不稳定,引起植针植角超差、针型不稳以及磨针吸灰,需要改进底布生产工艺,提高底布内在质量的一致性。
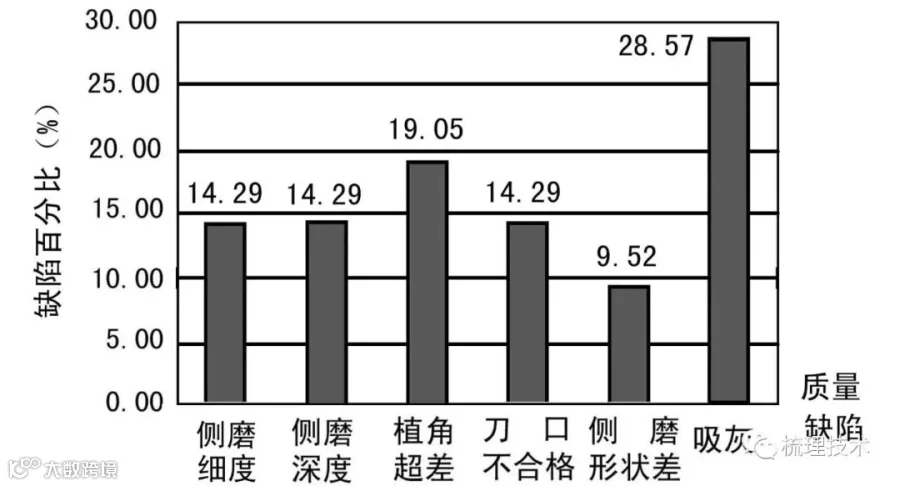
图4 磨针工艺优化后QRT27/31-4质量缺陷占比
(2)要持续改进起毛针布产品质量,建议生产技术人员定期走访市场,了解客户的需求,将用户使用要求及时转化为对产品参数的要求,进而与相关人员包括检验,加深对产品使用方面的交流与培训,统一认识,加强现场磨针操作及检验指导技术支持,稳定磨针质量,不断提高起毛针布产品质量。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
