
点击上方,轻松关注!!
本文发表在第14期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
转杯纺成纱棉结控制的探讨
张百祥 (东华大学)
0 前言
转杯纺生产技术已经成熟,当前主要任务是提高成纱质量,它是市场竞争的基本条件,也是国际贸易的重要考核指标。转杯纺质量指标主要有单强、条干、粗节、细节、棉结、杂质和纱疵等,其中棉结、纱疵为重点,因为它直接影响布面质量和染色质量。近年来,随着转杯纺技术水平的不断提高,转杯纺速度越来越高,成纱号数越来越细,棉结、纱疵也随之增多。因此,如何减少棉结、纱疵就成为当前提高转杯纱质量,增加企业经济效益的重要课题。关于改善转杯纱条干,减少杂质、纱疵等,本人已有专题论述,本文将重点讨论转杯纺成纱棉结的控制问题。
1 棉结的变化规律
棉结是由棉纤维纠缠而形成的小结,其中大多数是未成熟纤维,这些纤维在轧棉过程中和纺纱开清、梳理过程中,由于机械状态不良,工艺配置不当,纤维揉搓扭结而形成棉结。棉花在生长过程中受品种、产地、气候等条件不同,影响籽棉纤维的性能,但不影响它产生棉结。当籽棉经轧棉过程,由于纤维从籽棉上剥离时,棉籽壳破碎或破裂,使纤维纠缠扭结而形成棉结。因此,轧棉制得的皮棉(原棉)中必然存在棉结。
当前转杯纺生产线很多,机台配备都不一样,归纳起来有两种类型:一为传统的开清棉、梳棉不联的生产线;一为创新的开清梳联合的生产线。传统生产线的棉结变化规律是,从原棉到棉卷,棉结数是逐渐增加的,而棉结重量逐渐减轻。主要原因是由于原棉经圆盘抓棉机、A035A混开棉机(或豪猪开棉机)、综合打手清棉机等不同打手,对棉块进行不同的打击开松,将原棉中的杂质、棉籽壳连续地破碎、分裂,使短绒增多,最终棉卷中棉束(俗称萝卜丝)、棉结大幅度增加。用这种纤维结构差的棉卷喂入梳棉机,经梳棉机的多次梳理,虽棉结有可能减少,但棉束经锡林、盖板的反复梳理,易使纤维损伤,短绒增加,纤维与纤维揉搓扭结,结果使生条中棉结大量增加。
清梳联生产线从原棉经开清梳联合机直接制得生条,其棉结变化规律如图1所示。
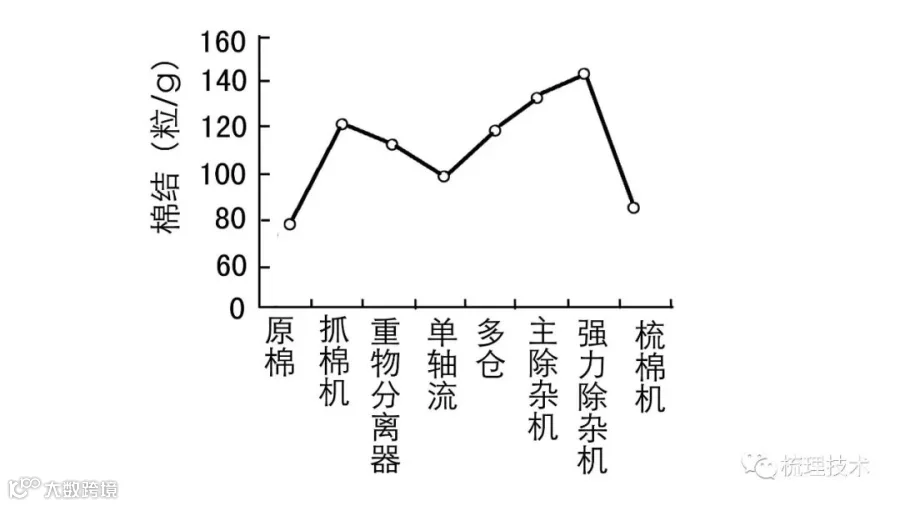
(1)青纺机清梳联
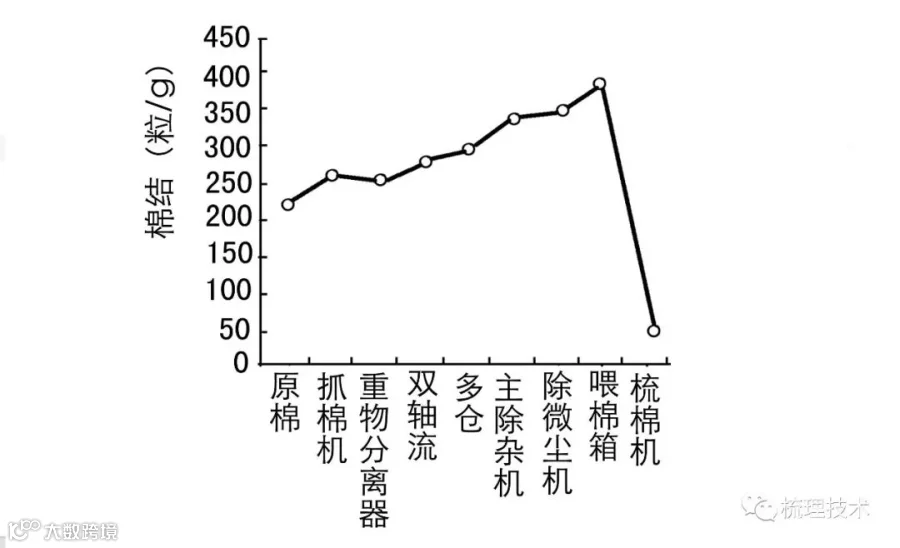
(2)郑纺机清梳联
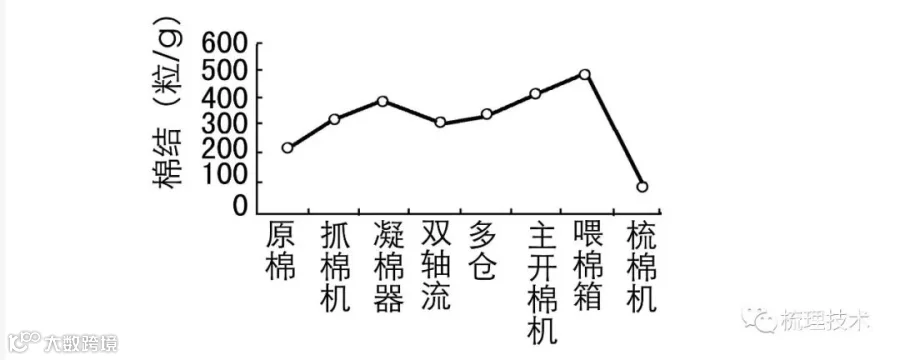
(3)特吕茨勒清梳联
图1 清梳联生条棉结变化规律
图1(1)~(3)为3种代表性清梳联在生产过程中棉结的变化规律。从图中可看出:(1)从原棉到梳棉机棉箱,棉结呈逐渐增加的趋势;(2)棉结增加最多的机台是主除杂机、抓棉机和喂棉箱,而且握持打击的棉结比自由打击的多;(3)轴流开棉机对棉结的影响不同,单轴流的棉结减少,双轴流的棉结增加;(4)梳棉机具有大幅度去除棉结的功能,使生条棉结明显减少。
从以上变化规律可以认为,打手机械对棉结的影响最显著,自由打击有利于减少棉结。采用不同规格的锯齿、梳针开松、梳理纤维,有利于减少纤维损伤,减少短绒,从而大幅度减少生条棉结。
生条制成熟条的棉结数继续增加,熟条到转杯纱是减少的。这是因为生条中尚存在弯钩纤维,单纤维分离尚不充分,因此,在牵伸过程中牵伸力增大,纤维间摩擦力增大,致使纤维揉搓扭结而形成棉结。转杯纺纱机具有分梳辊的巨大分梳功能,虽也有损伤纤维产生棉结的可能,但梳理充分占主导地位,并结合排杂、排短绒的作用,最终使转杯纱棉结减少。
2 影响成纱棉结的因素
影响成纱棉结的主要因素有原棉性质,轧棉方法,设备与工艺和温湿度等。
2.1 原棉性质
它主要包含细度、长度、成熟度、杂质和软籽表皮等,其中成熟度、短绒对成纱棉结的影响最明显。图2为成熟度系数与成纱短绒、棉结的关系。图3为短绒与成纱棉结的关系。
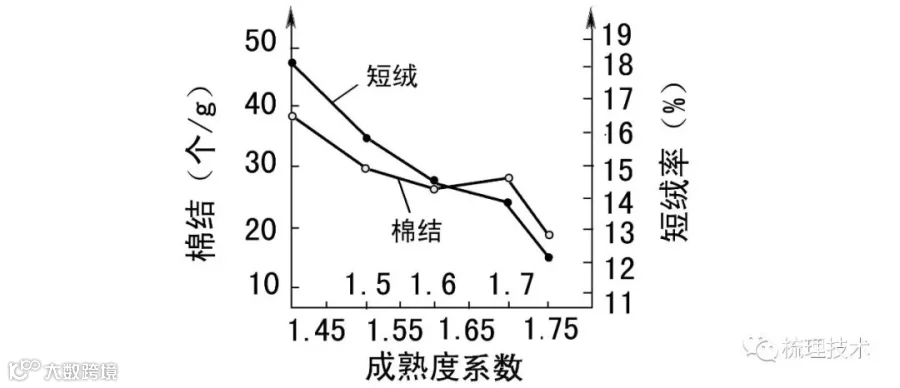
图2 成熟度系数与成纱短绒、棉结关系
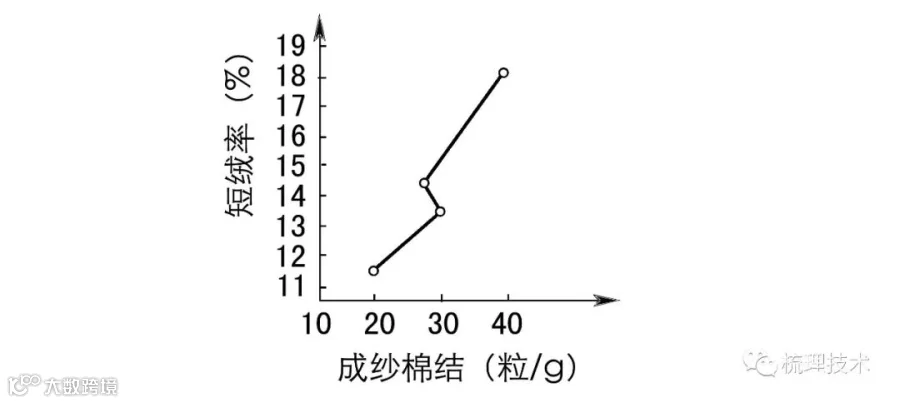
图3 短绒与成纱棉结的关系
从图2、3可以看出,成熟度系数与成纱短绒、棉结几乎呈线性相关,纤维成熟度愈差,成纱短绒、棉结愈多。短绒与棉结几乎也呈线性相关,即成纱棉结随短绒增加而直线增多。这是因为纤维成熟度差,单纤维强力低,纤维弹性、刚性差,因而抗压抗弯能力相应减弱,使纤维易损伤,经揉搓扭结而形成棉结。相反,纤维成熟度好,纤维损伤少,短绒少,致使成纱棉结减少。
2.2 轧棉方法
轧棉方法有锯齿轧棉和皮辊轧棉两种,二者对棉结的影响不同。锯齿轧棉由于锯片的高速回转,锯齿对籽棉的打击较为剧烈,致使纤维从籽棉上剥离过程中易被切断,纠缠扭结而形成棉结,故锯齿棉棉结多。皮辊轧棉对籽棉的作用较缓和,纤维损伤少,棉结相应减少。无论锯齿轧棉还是皮辊轧棉,均必须注意减少籽棉中的僵棉、软籽表皮,特别是成熟度差的死纤维,这些疵点将形成带籽屑棉结,其所占比例虽不多,但由于大多数为不成熟纤维,不易吸色,反映在印染加工质量上呈现所谓"白星"棉结,它对深色布的反映更为突出,当前顾客均用目测棉结来考核纱布质量,必须引起重视。
2.3 设备与工艺
开清棉、梳棉设备与工艺是影响成纱棉结的重点。
2.3.1 抓棉机
其打手速度、抓棉深度、运转效率等均直接影响棉结产生。打手速度过快,抓棉过深,运转效率低,均使棉结增多。
2.3.2 主除杂机
它是清梳联中开松除杂功能较高的机台。类同这种机台的型号较多,虽机构不同,但作用原理基本相同。现以国产FA116型主除杂机和FA109型主清棉机为代表,简述如下: FA116型机的打手由 3只包有齿条的辊筒组成,向下倾斜排列,第一只为给棉辊与给棉板组合,起给棉作用,第二只为转移辊起转移作用,第三只为分梳辊,周围设有除尘刀分梳板和吸尘口,起分梳作用。FA109型机也有3只辊筒组成,平行排列。第一只为针辊,第二只为粗锯齿辊,第三只为细锯齿辊,每只辊筒处均设有分梳板、除尘刀和连续吸口,在除尘刀处还设有调节板,可根据原料及除杂要求,调节落杂区,以控制落棉率和落棉含杂率。以上两种机型具有以下共同特点。
(1)采用针辊或锯齿辊实现“以梳代打”的开松除杂功能,其梳理作用缓和,纤维损伤少,棉结少;(2)在自由状态下完成分梳作用,锯(针)齿对纤维的梳理力小,故纤维损伤少,棉结少;(3)采用针(齿)梳理,结合除尘刀、分梳板与吸杂口的组合运用,开松除杂功能强,单机除杂效率高,可达40%~50%;(4)在开清阶段实现纤维束的充分梳理,可减轻梳棉机的梳理负荷,因而可减少纤维损伤和棉结产生。
2.3.3 棉箱机械
具有代表性的棉箱机械有传统的A006B自动混棉机,清梳联生产线中的FA016A自动混棉机和FA026型交叉混棉机等。这些机械均设有棉箱,棉束在棉箱中起到均匀混和作用。FA016A机在角钉帘出棉口还设有角钉打手和刀片打手,起到开棉、除杂作用。但这类机械由于棉箱的存在,当角钉帘抓棉过多,棉束返回棉箱以及棉束在棉箱内翻滚过多时,会使纤维与纤维多次揉搓扭结而产生棉结。
2.3.4 梳棉机
影响梳棉机产生棉结的主要因素如下。
(1)针布
实践经验要求针布“四快一准”,即要求锡林、盖板、道夫针布与刺辊齿条等的针(齿)尖锋利,确保工艺隔距准确。只有做到针(齿)尖锋利,隔距准确,才能确保分梳质量,提高纤维分离度,从而可减少短绒,减少棉结。同时还必须做到针布的合理选配,定期磨针。
(2)速度
在锡林速度不变的前提下,影响棉结主要有盖板速度和刺辊速度。盖板是清除短绒和棉结的主要部件,其速度快慢对棉结的影响很大。盖板速度过快,锡林与盖板两针面的相对速度过小,分梳不充分,纤维束难以梳开,结果棉结增多。相反,盖板速度过慢,盖板在工作区停留时间过长,盖板花易充满,影响分梳作用,纤维分离度差,使棉结增多。有些新型高产梳棉机,盖板回转方向与锡林回转的方向相反,此时,二者相对速度提高,中前区盖板纤维量少,有利于加强分梳作用,减少棉结产生。
(3)产量与定量
产量增加,喂入纤维量相应增加,锡林与盖板两针面间纤维负荷必然增多,梳理质量下降,使短绒、棉结增多。产量不变,生条定量加重,则道夫速度必然降低,道夫凝聚纤维多,道夫与锡林的分梳效果差,使棉结增加。
2.3.5 转杯纺纱机
转杯纺纱机本身影响成纱棉结的主要因素有:分梳辊型式及其速度、锯齿(植针)规格及通道光洁度等。
(1)分梳辊型式和速度
生产上常用的型式有两类:一为锯齿辊,一为针辊。二者结构不同,对成纱棉结有明显差别,专题研究得出,纺27.8 tex纯棉纱,锯齿辊与针辊的成纱质量对比试验结果如图4(1)~(3)所示。
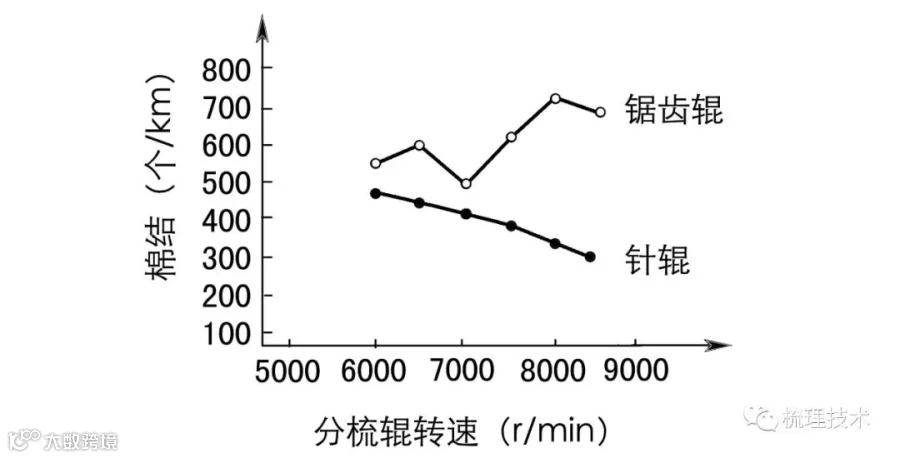
(1)分梳辊转速与棉结的关系
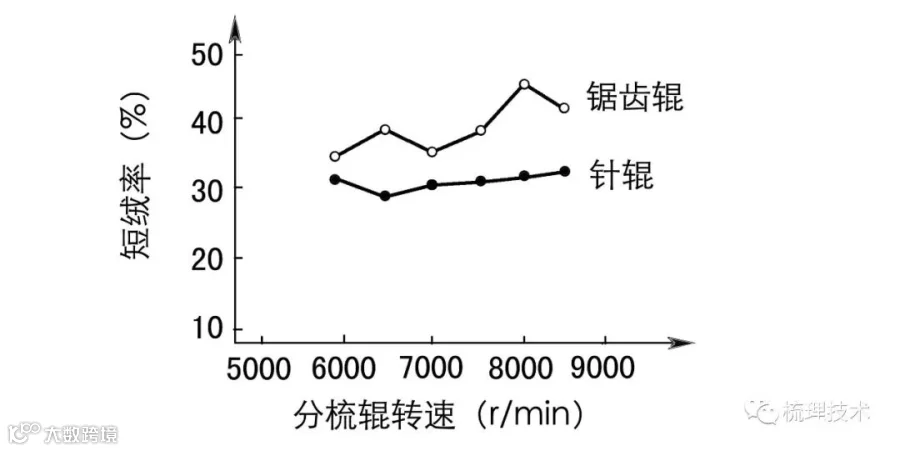
(2)分梳辊转速与短绒率关系
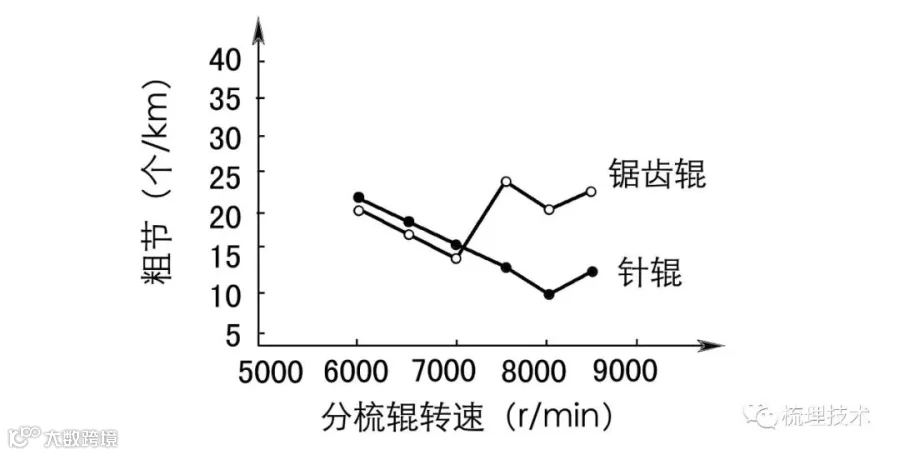
(3)分梳辊转速与粗节的关系
图4 锯齿辊与针辊的成纱质量对比
从图4中曲线可以看出:①在分梳辊5800~8500 r/min速度范围内,锯齿辊的成纱棉结呈上升趋势,而针辊的棉结则随转速提高而近似线性下降;②在相同转速条件下,针辊的棉结比锯齿辊的要少得多,转速愈高,棉结的差异愈大;③粗节变化趋势与棉结变化相似,即锯齿辊的粗节随转速提高而增多,而针辊的粗节则近似线性下降。另外,在低速时,二者粗节接近,而高速时二者差异明显;④锯齿辊的短绒随转速提高近似线性增多,而针辊的短绒变化较为平稳,而且在相同转速条件下,针辊的短绒明显比锯齿辊的要少。
从以上变化规律可以认为,锯齿似同刀片,在分梳抓取纤维时,刀片作用在纤维上的力集中而巨大,易损伤、割断纤维,短绒增多,致使成纱粗节、棉结增多,转速愈高,纤维损伤愈严重,粗节、棉结必然愈多。而针辊钢针截面为椭圆形,在抓取纤维时,对纤维作用力分布在一曲面上,应力分布较为均匀,而且钢针梳理时,针尖逐渐刺入纤维丛,作用力强而缓和,纤维损伤少,短绒、棉结明显减少,转速愈高,效果愈明显。
(2)锯齿规格
重点为锯齿工作角,它与分梳、转移相关。工作角过小,分梳过强,纤维损伤多,短绒、棉结多。反之,分梳不充分,纤维分离度差,成纱条干恶化,粗节、棉结增多。实践得出,一般纺纯棉纱国内选用工作角为65°,国外选用72°~75°。这是因为国外转杯速度较高,一般为10~15万 r/min,锯齿辊转速相应提高,此时,适当放大锯齿工作角,解决了分梳与转移的矛盾。化纤不含杂质,但纤维摩擦系数较大,纤维转移是主要矛盾,故国内外均选用较大(80°~100°)的工作角。
(3)锯齿磨损
影响锯齿磨损的主要因素是材质和使用期,使用期又和材质相关。实践得出锯齿材质差,磨损严重。国外曾采用含碳量低(0.6%、0.8%)的60号钢材,近年来发展到采用含碳量超过1%的高碳工具钢及加入适量钨钒等新型合金钢,大大改善锯齿的磨损,并相应延长使用寿命。锯齿硬度直接影响使用寿命,一般齿条淬火,深度只有0.6~1 mm,有的只有0.2 mm,淬火硬度只有HV500,而针辊用整体淬火,用65号、70号锰钢制成的钢针,淬火硬度可达HV750,因此,针辊比锯齿辊耐磨。
针辊和锯齿辊经长期使用后,其磨损情况不同,钢针磨损后,其针尖仍保持针形,只是针高变矮,仍能发挥钢针的梳理作用,但锯齿却不同,锯齿磨损后,齿形改变,齿尖变钝,齿工作面产生缺口,这种齿形不仅不能发挥锯齿的分梳作用,而且纤维有绕锯齿现象,严重影响成纱质量,粗节、棉结急剧增多。
3 棉结控制的讨论
棉结控制是一项系统工程,从原棉到纺纱各工序对棉结的产生均有影响,控制棉结应与去除棉结并重。生产中棉结控制的重点在原棉、开清与梳理。
3.1 原棉选配
原棉物理性能与成纱质量密切相关,其中棉纤维成熟度是影响成纱棉结的关键因素。成熟度差的纤维,其胞壁薄,刚性差,易扭曲,实测细度细,在梳理过程中,纤维间摩擦阻力大,纤维不易被梳开,纤维分离度差,短绒多,从而使纤维揉搓、纠缠扭结而形成棉结。专题试验显示,采用不同比例成熟纤维与成纱质量对比试验,结果得出,成熟纤维含量愈多,成纱棉结、粗节、细节愈少,相反,不成熟纤维愈多,成纱棉结、粗节愈多。这充分说明,纤维成熟度是影响成纱质量的第一要素。纤维细度、长度是影响成纱质量的另一重要因素。纤维细度细,成纱断面纤维根数多,纤维与纤维、纤维与针齿间摩擦阻力增大,在梳理过程中,纤维反复梳理,转移的几率少,纤维束不易被梳开,致使棉结增多。纤维长度长,纤维与纤维、纤维与针齿间的摩擦阻力增大,梳理不充分,同样使棉结增多。必须指出,纤维长度与细度对提高成纱强力和均匀度有利,因此,必须根据成纱质量要求,合理选配原料。实践得出,纺纯棉粗号纱,由于其强力与同号环锭纱差异小,而要求布面光洁,棉结要少,故可选用成熟度中等、纤维偏粗、长度偏短的原棉。纺纯棉中号纱,要求成纱强力高,棉结少,宜选用成熟度较好、细度偏细、长度适中的原棉。纺纯棉细号纱,要求成纱强力高,条干好,棉结、纱疵少,宜选用品级高,成熟度好、长度长、细度细的原棉。原棉质量与降低成本是一对矛盾。转杯纺、利用其纤维长度差异适应性强的优势,可在配棉中加入适当比例的回花、落棉或再生纤维,使之在保证成纱质量的前提下,节约原料成本,增长经济效益。
3.2 采用新技术
3.2.1 精抓细抓,以梳代打
清梳联合机组的型号较多,其新技术的共同特点是实现精细抓棉,早落少碎,均匀混和,以梳代打,少伤纤维的原则。例如抓棉机做到精抓、细抓、匀抓,抓取的棉束可小到25 mg,经开棉机输送到喂棉箱的棉束只有5 mg,开松度达82%,而传统圆盘抓棉机抓取的棉束为100 mg以上。一般FA系列开清棉的原棉开松度低于70%,棉卷中的棉束重在30 mg以上,也即是它比新型梳棉机喂棉箱中的棉束重6倍左右,结果必然使生条棉结大幅度增长。
主除杂机主要采用锯齿打手或梳针打手,实现“以梳代打”的原则,且以自由打击方式完成开松梳理作用,大大减少纤维损伤,提高纤维分离度,提高除杂效率,减少棉结产生。另外,由于抓棉机抓取的棉束小,既有条件降低主除杂机锯(针)齿辊的转速,更有利于减少纤维损伤,减少棉结产生。国内某清梳联生产线鉴定结论,在加工原棉含杂为0.9%~1.17%时,开清棉除杂效率达46.78%,梳棉除杂效率达94.91%,总除杂效率达97.23%,开清棉短绒增长率为1%,梳棉短绒增长率为4%~5%,生条结杂50粒左右,棉结不超过20粒,达到较好水平。
3.2.2 采用新型针布
新型高产梳棉机均采用新型针布,附加梳理元件,以加强梳理,提高生条质量。由于新型梳棉机的锡林速度提高,离心力增大,梳针上纤维易于滑脱,为了改善纤维握持,提高分梳能力,针齿工作角必须减小。有资料表明,锡林速度由 175 r/min提高到600 r/min,针齿工作角由80°减小到55°~50°。当产量随锡林速度提高而大幅度增加时,为了减轻锡林盖板两针面梳理负荷,提高分梳质量,在喂入梳棉机棉束减小的先决条件下,针齿总高随产量增加而改矮,针密则加密。于是新型针布向“矮、浅、尖、薄、密、小”的方向发展。针齿总高由传统的3.5 mm减短到1.8~1.5 mm,工作角由80°~75°减小到55°~50°,齿密由508 齿/(25.4mm)2加密到1080 齿/(25.4mm)2,大大提高梳理质量,减少短绒、棉结。为了适应新型锡林针布,加强分梳作用,盖板针布增加梳针抗弯性能,并加强底布,改进植针排列和减小横向针尖距,钢针采用70号钢和70MnV高碳低合金钢,以提高针尖硬度与耐磨度。为了保持针布针齿的锋利度,新型梳棉机均装有在线自动磨针系统,大大增加磨砺次数,减少每次磨削量,提高磨砺质量,增强分梳,减少棉结。
3.2.3 采用附加分梳件
主要有刺辊分梳板,锡林前后固定盖板和棉网清洁器、吸风尘刀等。这些附加分梳件对减少棉结均有明显效果。
(1)刺辊分梳板与尘刀组合
可分两类:一类为除尘刀+分梳板,一类为吸风尘刀+分梳板。不论哪一类组合,由于在刺辊部分增加了一个自由分梳区,加强了分梳板锯齿对纤维的分梳作用,使进入锡林盖板工作区的纤维束小而少,从而减轻锡林盖板针面负荷,提高分梳质量,减少棉结。试验结果得出,装有分梳板的生条棉结比不装分梳板的减少13.15%,杂质减少1.74%,短绒率二者接近。说明分梳板对减少棉结起良好作用。
(2)锡林前后固定盖板
加装锡林后固定盖板,增强预梳作用,使进入盖板工作区的棉束小而少,减轻锡林盖板针面负荷,增强分梳作用,减少生条棉结。试验得出,加装后固定盖板后,生条棉结减少14.77%,成纱棉结减少17.30%,粗细节分别减少9.34%、12.19%,取得明显效果。
前固定盖板对锡林盖板梳理过的纤维,再进行一次梳理,以提高纤维分离度和棉网清晰度。有利于减少生条棉结。试验得出,装有前固定盖板后,其生条棉结减少14%,成纱棉结减少25.04%,粗细节分别减少18.89%、30.03%,也取得明显效果。
3.2.4 转杯纺设计新型纺纱器
随着转杯纺纱机转杯速度的不断提高,纺纱器的不断改进是保证成纱质量的主要新技术,其主要特点是改进分梳辊型式、齿(针)规格、排杂机构以及转杯结构等。这些改进的详细论述,在本刊第1、2、11期已有专文刊登,在此不再赘述。
3.3 合理工艺参数
3.3.1 打手速度
打手机械的速度是影响棉结的决定性因素,其配置原则是既保证对纤维束的开松除杂,又必须少损伤纤维,减少棉结。在新型清梳联生产线中,由于抓棉机抓取的棉束小而少,它为后续打手机械低速创造条件。专题试验得出,主清棉机三只打手速度由原来3560、2250、1260 r/min,平均降速20%左右,短绒可减少34%,棉结也相应减少。在传统开清、梳棉的生产线中,由于圆盘抓棉机抓取的棉束大而重,比清梳联抓棉机抓取的棉束重4倍左右,对这种大棉束不宜采用打手高速进行开松,必须降低打手速度。例如,在常规产量下,A035打手宜降至700 r/min,FA106A型机打手宜降至600 r/min以下,综合打手宜降至900 r/min以下,才能有效控制纤维损伤,减少棉结。
3.3.2 盖板速度
传统梳棉机盖板回转方向与锡林相同,此时适当加快盖板速度,有利于减少棉结。这是因为盖板速度快,锡林与盖板的相对速度减小,对纤维的梳理力相应减小,纤维损伤少,棉结少。有些新型高产梳棉机采用盖板回转方向与锡林相反,有利于减少棉结。这是因为盖板正向回转时,进入盖板工作区的头十几根盖板很快被纤维充塞,随后,中前区盖板在纤维满负荷情况下工作,使分梳作用变差。盖板反转后,除后区头几根盖板纤维充塞较多外,其余中前区盖板纤维量比正转时要少,此时,分梳作用增强,纤维分离度提高,短绒、棉结减少。专题试验得出,盖板正转速度为81 mm/min,生条疵点78粒/g,成纱粗节1296个/km,棉结1010个/km,而盖板反转速度50 mm/min,生条疵点70粒/g,成纱粗节1006个/km,棉结639个/km,取得明显效果。
3.3.3 刺辊速度
高产梳棉机的刺辊速度随锡林速度提高而增加,生产上常用的锡林与刺辊的线速比来控制生条质量。实践得出,锡林与刺辊的线速比一般不能小于1∶2,速比过小,即刺辊速度过快,锯齿对纤维束的作用力剧增,纤维损伤多;而且纤维转移困难,回流纤维增多,棉结相应增多。国外新型高产梳棉机,其速比为1∶(2.2~2.6),国产FA系列梳棉机,锡林速度在360r/min时,为了解决刺辊分梳与转移的矛盾,在速比1∶2条件下,适当增加刺辊锯条密度,增大锯齿工作角,可获得减少短绒、棉结的效果。
3.3.4 转杯纺分梳辊转速
分梳辊转速与转杯真空度密切相关,生产中要求纤维流在输送管中定向、加速流动,确保单纤维顺利输入凝聚槽,为此,转杯真空度对纤维流流动起着决定性作用。专题研究得出,当转杯真空度高时,锯齿辊速度提高,不影响纤维流加速流动。相反,如转杯真空度较底,锯齿辊转速愈高,锯齿带动的部分气流在输送管中减速流动,部分已被开松的单纤维与周围纤维粘连,而形成束纤维,这些束纤维进入凝聚槽,与槽内积灰集聚,必将使成纱条干恶化,粗节、棉结增多。必须注意,转杯高速后,由于单位时间内喂入纤维量增加,适当提高锯齿辊速度,有利于提高纤维分离度,但纤维损伤多,短绒、棉结随之增多。针辊在低速条件下,能达到锯齿辊高速时的纤维分离度,而且在一定速度范围内,针辊的短绒变化平稳,因此,转杯高速后选用针辊,有利于减少粗节、棉结,提高成纱质量。
3.4 加强温湿度管理
原棉回潮率直接影响生条棉结。原棉回潮率过高,纤维抗弯性差,纤维与纤维易粘连,棉结增多。一般当原棉回潮率超过11%时,棉卷回潮应控制在8%以内,否则排杂困难,短绒、棉结增多。棉卷回潮率高,在梳理过程中,纤维束不易被梳开,易引起绕刺辊、绕锡林而造成棉结。由此可见,开清、梳棉车间相对湿度宜偏小掌握,使纤维处于连续放湿状态,确保纤维的刚性与弹性,有利于开松梳理,减少纤维粘连,使生条棉结减少。实践得出,开清棉工序相对湿度控制在60%左右,棉卷回潮率控制在7%左右,梳棉工序控制在55%~60%,生条回潮率控制在65%。清梳联工序相对湿度与梳棉工序相同,转杯纺工序相对湿度控制在60%~65%。
4 结论
(1)影响转杯纱棉结的主要因素有原棉性能和纺纱各工序设备及其工艺,其中纤维成熟度、开清棉、梳棉设备是关键。
(2)开清、梳理元件的结构型式及其速度是影响棉结的重要因素。采用锯齿、梳针打手,并适当降低其速度,有利于减少棉结。
(3)控制成纱棉结的经验有:合理选配原棉、合理工艺参数、采用新技术、加强车间温湿度管理。
参考文献:
[1]费青.梳棉机附加分梳件的梳理效能分析[J].梳理技术,第3期,2001年9月:39~44.
[2]钱雨时.减少成纱棉结杂质的体会与探讨[J].梳理技术,第6期,2003年1月.
[3]陶文,等.盖板速度对成纱质量的影响.梳理技术[J],第6期,2003年1月.
[4]费青.国内外新高产梳棉机主要措施的综合研究分析[J]. 梳理技术,第6期,2003年1月.
[5]张百祥.针辊在转杯纺中的应用与分析[J].梳理技术,第7期,2003年8月.
[6]熊伟.转杯纺针织用纱与原棉质量之间关系分析[C]. 第五届全国转杯纺技术交流会论文集,2004.
[7]孙鹏子.带籽屑棉结(SCN)去除的研究[J].梳理技术,第10期,2005年1月.
[8]余竞雄,等.减少纯棉精梳针织纱棉结的体会[J]. 全国新型纺纱技术协作网(网刊).2005(2).
[9]苏馨逸.清梳联工艺技术综述[J].全国新型纺纱技术协作网(网刊).2005(2).
[10]孙明祥.Trützschler清梳联减少棉结的体会[J].全国新型纺纱技术协作网(网刊).2005(2).
[11]翟金华.细特纤维纺纱成纱棉结的分析与控制[C].2005全国现代纺纱研讨会论文集,2005.
[12]许鉴良.短流程清梳联短绒和棉结杂质控制.梳理技术[J],第12期,2006年1月

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!