

本文发表在第23期《梳理技术》杂志上,更多好文章期待您的投稿。
投稿邮箱:shulijishu@geron-china.com

清梳联开清工艺优化
陈玉峰、张振挺(河南项城市纺织有限公司)
清梳联是棉纺技术的发展趋势,是棉纺工程实现自动化、连续化和现代化的必然要求。现代清梳联开清部分多采用“一抓一开一混一清一除”短流程配置。用好清梳联的原则:一抓,抓匀抓轻抓全抓小;一开,开松充分;一混,混合均匀;一清,除杂精细,排杂充分;一除,除微尘效率高。在加工过程中,随着原棉逐步开松,杂质逐步减少,但棉结、短绒随着打击力度的增大逐步增加。要处理好这一对矛盾,应从工艺上进行综合的优化,使开清棉尽可能排除短绒,减少棉结的增加,应尽最大努力做到排除大于增加。
1 清梳联工艺流程及质量控制的要求
1.1 清梳联工艺流程
FA006型往复抓棉机→ TF30重物分离器 →FA103型双轴流开棉机→FA022-8多仓混棉机(TF27桥式吸铁装置)→FA109清棉机→FA151强力除微尘机→FA177A型清梳联喂棉箱→FA221B型梳棉机
1.2 原棉性能
原棉等级2.93;主体长度29 mm;品质长度3210 mm;短绒率12.28%;细度6288公支;成熟度1.46;马克隆值4.2。
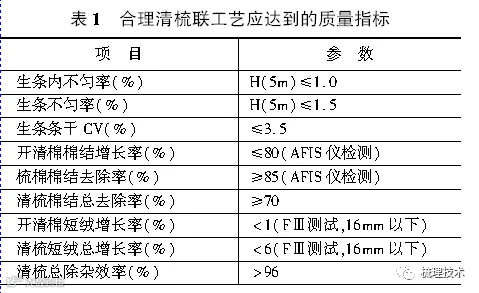
1.3 清梳联质量控制的要求
清梳联生条质量,在正常条件下清梳联可以达到的水平见表1。
1.4 清梳联开清工艺对质量的影响
开清棉流程越长,除杂效率越高,但棉结增长率越高,索丝多;开清棉打击力度越大,开松效果越好,除杂效率越高,大杂变小的几率高,纤维损伤大,短绒多,索丝多,棉结增长率高。纤维的损伤是潜在的短绒和棉结;开清棉棉结增长率高,梳棉短绒含量高;开清棉既排除短绒也增加短绒,应尽最大努力做到排除大于增加,最好为负增长。
2 清梳联常规开清的工艺参数
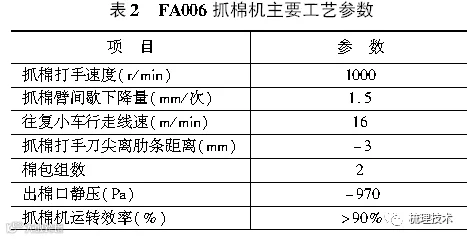
2.1 FA006抓棉机工艺参数
往复式抓棉机为开清棉联合机或清梳联流程的第一道工序,间歇下降的抓棉器打手随转塔作往复运动,对棉包按顺序抓取,被抓取的棉束经输棉风机和输棉管道,藉前方凝棉器或风机抽吸,送至前方机台的棉箱内。抓棉机的共同特点为开松度大,但对纤维的损害小。主要工艺参数见表2。
2.2 TF30重物分离器
重物分离器排列在抓棉机后,利用空气动力学原理,把杂质与纤维分离,实现大杂早落少碎。TF30重物分离器一般配备凝棉器。凝棉器通过尘笼的筛孔状网眼弧面分离由前工序送来的棉气两相流,使棉流阻隔在尘笼筛孔外,尘笼内适度的负压气流吸除棉流中可穿过圆孔的细尘杂质、短绒和气流,实现既分流又除杂的目的。工艺参数见表3。

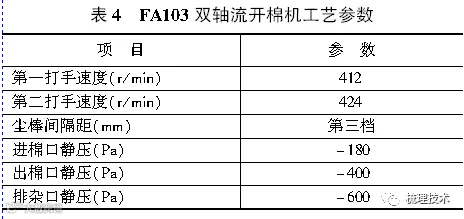
2.3 FA103双轴流开棉机工艺参数
FA103双轴流开棉机双角钉辊筒,自由打击,纤维损伤小,纤维沿打手切线方向喂入和输出,增加除杂面积,除杂效果好。双轴流开棉机排列在抓棉机后,原棉靠气流抽进打手室并由辊筒对其自由打击,对纤维的损伤极小。开松的原棉被气流抽出机外,排杂打手把尘杂聚拢,由自动吸落棉系统抽出,并能稳定尘室内的压力。工艺参数见表4。
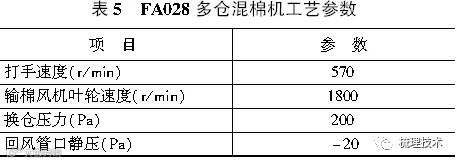
2.4 FA028多仓混棉机工艺参数
FA028多仓混棉机对不同品质、等级的纤维进行充分的混合,混棉稳定均匀,通过气流排除微尘。该机已成为开清棉和清梳联流程中不可缺少的机台。其工艺参数见表5。
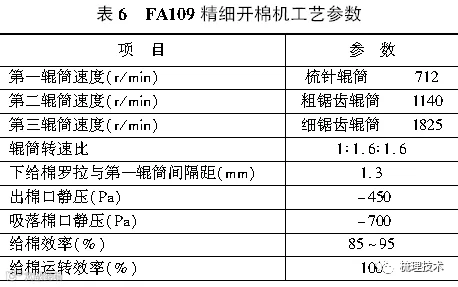
2.5 FA109精细开棉机的工艺参数
FA109型清棉机具有较高的除杂效率,位于双辊轴流开棉机和混棉机之后,开松效果好,并能清理棉块中的细小杂质和带纤维籽屑。打手形式依次为梳针、粗锯齿、细锯齿。打手依次回转实现顺向转移。以梳代打,逐步开松除杂,除杂效率高,对纤维损伤少;采用除尘刀,预分梳板,连续吸口积极除杂,具有较高的除杂效率。除杂效率:原棉含杂≤4%情况下一般可达60%~70% 。FA109精细开棉机工艺参数见表6。
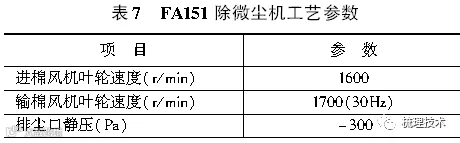
2.6 FA151除微尘机工艺参数
通常位于清棉机后,作为开清棉流程上的最后一个除尘点。经充分开松的纤维,通过除微尘机后可排除部分细小杂质、微尘和短绒,能有效降低因纤维含尘而导致的断头。FA151除微尘机工艺参数见表7。
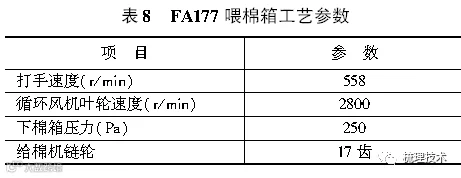
2.7 FA177喂棉箱工艺参数
FA177喂棉箱是梳棉机的均匀给棉设备,联接开清棉联合机与梳棉机,将经过清棉机开松、除杂、混合后输出的筵棉均匀的输送给梳棉机。FA177喂棉箱工艺参数见表8。
3 清梳联开清工艺的优化
3.1 清梳联开清工艺的优化原则
开清棉在清梳联流程中主要功能分为:除尘点,开清点,混合点,除杂点和预分梳点。具体要求:除尘点要求净化效果好;开清点要求开松清除杂质效果好,同时损伤纤维少;混合点要求充分混合;除杂点要求气流稳定,除杂充分;预分梳部分棉块开松体积小,为梳理做好准备。清梳联开清工艺优化的原则:流程尽可能的缩短,以不影响开松除杂效果为准;速度以损伤纤维程度最小,且开松功能不弱化,优化最佳速度;气流稳定,为流程的输送提供恒定的气流,兼顾减少纤维揉搓造成的棉结。
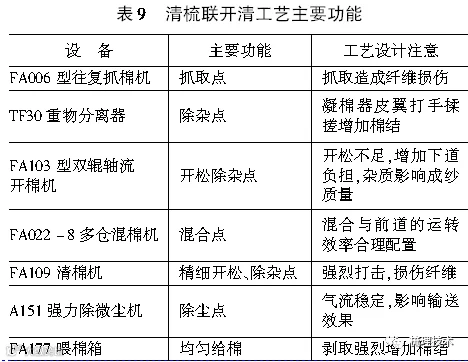
3.2 清梳联开清工艺的主要功能
开清棉主要功能之间相互联系但有各有侧重,优化应根据功能有所侧重进行,实现效果最大化。具体功能划分见表9。
3.3 化流程提高质量
3.3.1 优化流程降低棉结
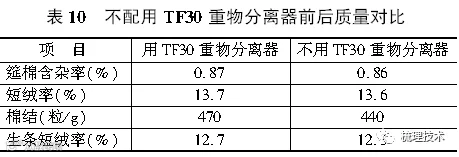
开清棉流程设备的配置,改变过去多机台渐进开松的概念,不是单纯机台数量的减少,而是工艺流程的缩短。开清棉短流程是保护纤维不受、少受损伤,减少短绒、棉结增长。主要措施:尽可能减少揉搓造成的纤维。实践证明:经一次自由打击棉结可增加10%,经握持打击棉结可增加20%。因此实现短流程优化工艺是减少纤维损伤、减少短绒、棉结的有效措施。TF30重物分离器所配凝棉器对纤维的揉搓较大,容易造成棉结的增加,不用对流程反而有利。优化流程后质量对比见表10。
3.3.2 改进双轴流开棉机提高除杂效率
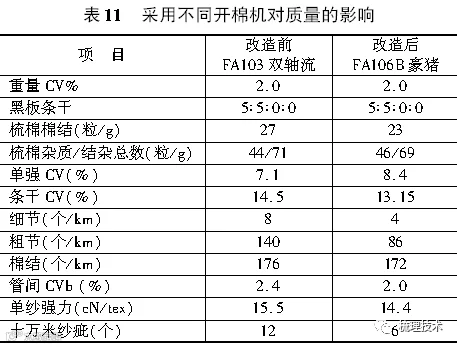
在清梳联流程中,开棉机械至关重要,开松效果直接关系到棉结的增长、纤维损伤和除杂效果。清梳联流程中一般使用FA103型双轴流开棉机。双轴流开棉机针的直径为12 mm,长104 mm,打手作同向回转,主要是弹打开松。双轴流开棉机的除杂效率偏低,对细小杂质的清除效果不好。在加工原棉时出现开松不足、除杂效果差的问题。对这一问题改用开松效果除杂效果较好的豪猪FA106开棉机,除杂效果较好,对减少成纱粗节,降低成纱棉结有利。
FA106B型打手为锯齿刀片,由41个锯齿刀盘组成,每个锯齿盘有30个齿,锯齿象锯条一样,向左、中、右三个方向倾斜,如此排列有利于梳理开松、除杂。在流程中采用双轴流开棉机和采用FA106B豪猪开棉机的效果见表11(品种为C18.2 tex)。
3.4 合理优选速度控制棉结和短绒的增加
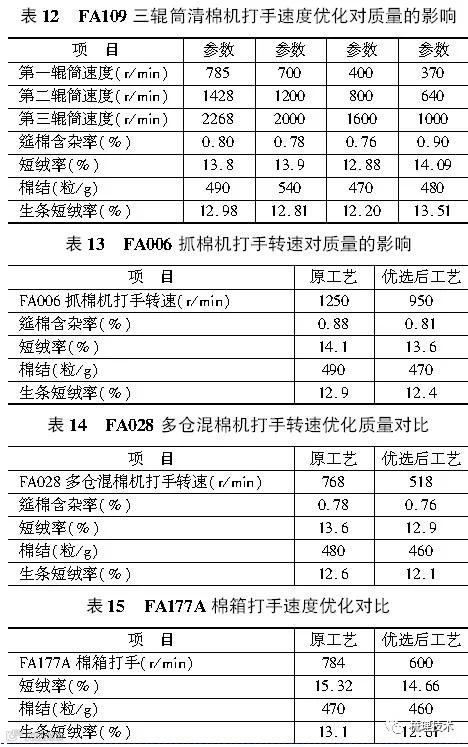
在开清棉工艺流程中,各部打手转速是减少棉结和短绒的关键,合理的速度是有效的保证。原则是开清棉机台各种打手速度在保证工艺和质量的前提下尽可能低速运转。速度高对纤维损伤大,速度低开松不足不利于梳棉梳理。开清短流程后,仅有两台开松、除杂设备,既要充分发挥开棉机除大杂的作用,做到早落少碎,又要发挥精开棉机除中小杂功能,使棉束更小,为梳棉机梳理创造条件。其中开棉机对棉流进行自由开松、打击,控制纤维损伤少是关键,而精开棉机是流程中唯一的握持打击点,既是产生棉结和短绒的部位,又是排除短绒的部位。因此要注意预开松除大杂和精细开棉除中小杂的合理配置。降低打手速度对质量的影响见表12~15。
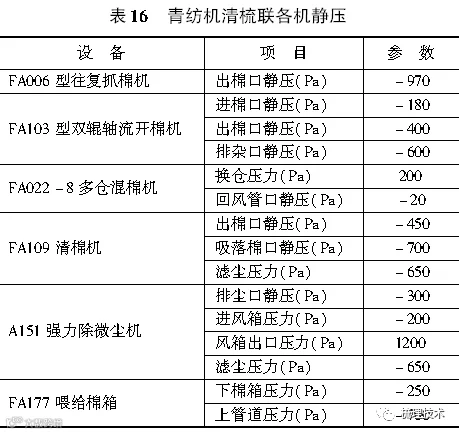
3.5 稳定负压值保证棉流通畅
为了保证各棉箱的瞬时密度稳定和筵棉在开清棉流程中开松均衡,要努力提高开清棉各机的运转率,必须保证开清棉机组气流输送纤维畅通。单机出口负压值,合理补风位置及方向与补风量的大小,是提高除杂效率的重要方面。对打手出口气流与打手切线方向所形成的气流压力、流量进行控制,使纤维束能全部转移不返花,以防形成索丝。清梳联各单机及喂棉箱管道等对排风排杂都有各自的负压要求,而且要求波动小、稳定,才能保证棉流及排杂通畅,开松除杂效果好,棉箱内原棉密度一致。开清工艺流程中的气流参数要保证。各输棉风机在合理的气流参数下输送棉束并获得最佳气棉比。各部负压值见表16。
3.6 合理PID连续喂给保证棉层输送均匀
PID全流程连续均匀喂棉的控制技术,它根据被控制过程的特性来确定PID控制器比例系数、积分时间和微分时间的大小,为实现生条不同片段的重量一致性提供了良好基础。PID的设定多采用实践模糊的整定方法,经验值为:P(%)40~60,I(min)10~20,D(min)0~5。全流程连续均匀喂棉是在全流程喂给系统采用压力传感器调控变频调速装置,对混合后各单机运转率达到100%,做到连续输送棉流。清梳联输棉管道压力控制单元是整个清梳联控制体系中的核心,连续喂棉装置则是管道压力控制单元的核心,起着承上启下,协调清花和梳棉供求关系的重要作用。连续喂棉装置的合理使用可以快速稳定系统供棉,降低梳棉机生条质量的波动。
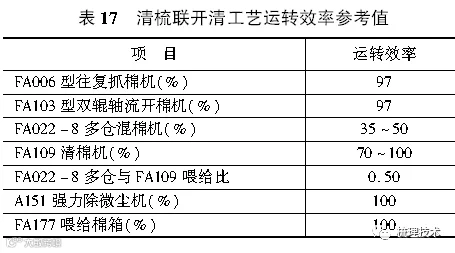
优化连续喂给参数,首先确定FA022-8多仓混棉机与FA109清棉机的喂给比,使喂给在100%运转效率的情况下连续给棉,为梳棉提供无级变速的连续给棉,避免了开停给棉造成的间断给棉不匀。其次提高开清单元机台的运转率,做到连续均匀喂给,使抓取棉束最小最匀,开松效果好,棉束表面积增加,杂质易于暴露充分,有利于排杂,也为均匀混和创造了条件。具体运转效率参考值见表17。
4 结语
(1)现代清梳联开清部分多采用“一抓一开一混一清一除”短流程配置。在加工过程中,随着原棉逐步开松,杂质逐步减少,但棉结、短绒随着打击力度的增大逐步增加。处理这对矛盾,应从工艺上进行综合的优化,使开清棉尽可能排除短绒,减少棉结的增加,应尽最大努力做到排除大于增加。
(2)清梳联开清工艺优化的原则:流程尽可能的缩短,以不影响开松除杂效果为准;速度以损伤纤维程度最小,且开松功能不弱化,优化最佳速度;气流稳定为流程的输送提供恒定的气流,兼顾减少纤维揉搓造成的棉结。
(3)清梳联开清工艺通过以上各种工艺优选及改进,对开松与除杂效率、棉结与短绒、两对矛盾有较大改善,生条短绒及结杂得到有效控制。
参考文献:
[1]棉纺生产技术350问[M]. 北京:中国纺织出版社,2007:14-17.
[2]徐少范.棉纺重量控制[M]. 北京:中国纺织出版社,2004: 49.
[3]李妙福.清梳联工艺设备与管理[M]. 上海:东华大学出版社,2006: 29.
[4]汤水利,张小平,吕宏斌,等.国产清梳联纺特细特纱应用技术探讨[J]中原工学院学报,2007,18(5):74-77.
[5]汤其伟.清梳联合机使用手册[M]. 北京:中国纺织出版社,2007:64.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
