

本文发表在第17期《梳理技术》杂志上,更多好文章期待您的投稿。 投稿邮箱:shulijishu@geron-china.com

低比例羊绒产品混纺工艺探讨
蒋少军(兰州理工大学)
周鸣理、杜德林(兰州棉纺织有限责任公司)
0 前言
随着时代进步和科技的发展,人们生活水平的提高,对自身消费品的要求越来越高。服装已不再只是保暖和遮体,而是把服装美观性、舒适度、轻薄化以及健康性列为考虑的重点[1]。顺应这样的变革,作为高档毛纺原料的羊绒正逐步引领着毛纺行业的潮流,因此研究和促进开发羊绒类产品也意义非凡[2]。特别是采用较低比例的羊绒来提高产品的品质,从而替代天价羊绒产品,是一项非常有意义的工作。
1 混纺原料的选择
要制造高质量的羊绒混纺产品,选择哪种纤维和羊绒混纺至关重要,不是任何纤维都可以和有“软黄金”之称的羊绒混纺的。根据羊绒纤维的特数和自然长度,羊绒与棉型纤维进行混纺比较合适。而棉型纤维由于各方面工艺特性比较适合用棉纺设备加工,这使得它们成为和羊绒纤维混纺的最佳选择[3]。实际生产中选用棉型纤维主要考虑与羊绒工艺特性相近,可纺性好,又能弥补羊绒缺陷,且有毛型感,其中丽赛纤维和PTT纤维就非常适合与羊绒混纺。
丽赛纤维是一种新型高湿模量纤维素纤维。纤维性能主要有[4]:较强的耐碱性;高湿强度,其高湿模量使生产与服用更理想;具有良好的干伸与湿伸性能,使织物具有良好的尺寸稳定性;光滑的圆形横截面和全芯结构,使纤维光泽好,极富弹性,悬垂性和滑爽感;高吸湿度和干燥度使织物具有良好的舒适感和身体亲和性,是一种全新的绿色亲肤纤维;较高的取向度和适量稳定的结晶度,可染性好,鲜艳度极佳,适合所有纤维素纤维的染整工艺和染料应用。该纤维属于纤维素纤维,其废弃物可自然降解,安全环保。
本文试制的低比例羊绒混纺产品选的丽赛纤维原料为1.33 dtex×38 mm,经测试其各项指标为:纤度1.32 dtex,干拉伸强度3.78 cN/dtex,湿拉伸强度2.8 cN/dtex,干拉伸伸长11.4%,湿拉伸伸长13.5%,平均长度38.1 mm,倍长纤5.0 mg/100g,超长纤维0.4%,白度80.3%,回潮率10.4%。
PTT纤维的化学名称为聚对苯二甲酸丙二醇酯,属于弹性纤维,主要性能是[5]纤维柔软性好,穿着舒适,触感柔软,易洗,快干,免烫;弹性回复性高,伸展性好,蓬松性佳;耐污,耐磨;抗静电性好;易染色,水洗色牢度佳。
可见,丽赛纤维和PTT本身具有的柔软、蓬松、有弹性等优点,与羊绒非常类似,是和羊绒混纺的优良纤维。选择丽赛和PTT作为混纺原料,不仅大大降低了产品成本,还可弥补一些羊绒纤维的不足,使得生产出的混纺纱线质量品质得以保障[6]。
试制的低比例羊绒混纺产品纺纱特数为15.5tex,各种纤维的含量比为丽赛67%,PTT25%,羊绒8%。
2 混纺纺纱工艺路线的选择
目前,生产羊绒混纺纱的工艺仍处在探索阶段,用棉纺设备纺制羊绒混纺纱虽已经被许多厂家所肯定[7],但在工艺方面还有许多需要改进和注意的地方,特别是试制的混纺产品其羊绒比例较低,具体生产中采用纤混结合条混的方式进行,即首先纤混制成高比例羊绒/PTT(50/50)混和条,再与可纺性好的纯PTT生条和纯丽赛生条并条。
具体工艺流程为:
①(羊绒预处理+部分PTT)→和毛机纤混→清花→梳棉→羊绒/PTT(50/50)混纺条
②混配PTT→清花→梳棉→纯PTT生条
③丽赛纤维→清花→梳棉→纯丽赛生条
(①+②+③)→并条(3道)→粗纱→细纱→络筒
3 混纺工艺参数的制订
羊绒混纺产品对羊绒含量的测定非常严格,低比例羊绒混纺产品羊绒含量偏差有±2%的浮动。因而事前要估计好羊绒损耗,以保证最后产品的含绒率,根据以往生产经验,在经过以上纺纱各工序后,估计羊绒损失为10%左右。
3.1 原料预处理
羊绒在纺纱前,需要添加和毛油、抗静电剂等进行调湿预处理;丽赛也需要加入BW-AL抗静电剂预处理。这样可以增强羊绒和丽赛纤维可纺性,自然降低损耗产生。
3.2 配棉混合与开清棉工艺
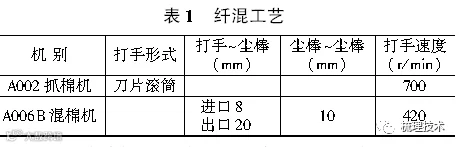
生产中,首先把羊绒和PTT进行纤混。抓棉机主要利用扯松原理把羊绒和PTT纤维进行开松;混棉机作用是把羊绒和PTT纤维按照比例进行纤混制成50/50混合棉。具体工艺如表1所示。
由于羊绒轻且易断,离散率又大,在纺纱过程中容易散失,产生损耗,所以保绒是生产过程中最关键的问题。
在开清棉、制棉卷的过程中,保绒措施主要有:使生产环境保持高湿度,由于羊绒工艺回潮率为17%左右,吸湿性强。但羊绒在干态时,其刚性强,易损伤,重量轻,静电大,极易散失,而羊绒在湿态时,静电降低、柔韧性增强、柔软、比重增大,不容易散失。所以,生产过程中使羊绒保持在高湿度的环境下,就不容易散失原料。一般生产上保持环境湿度大于70%,温度大于20℃,其次也要适当降低打手速度,减少对纤维的损伤,再者可以使打手漏底封闭,以减少落绒,降低原料的损失。
在混棉时,打手对羊绒的打击是造成羊绒纤维断裂损伤的主要原因,因此在混棉过程中,要尽量降低打手速度,一般棉纺中打手速度控制在800 r/min左右,在混羊绒纤维时,速度减小为700 r/min,以减少对纤维的打击,避免过多损伤。
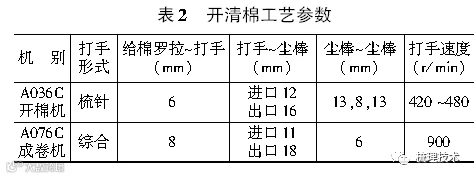
在棉纺工艺中,纤维原料的开松除杂主要是在开清棉工序中进行,该工艺以去除结杂、减少短绒的产生为原则。各纤维开清棉、制成棉卷的具体工艺参数见表2、表3。

3.3 梳棉工艺
梳理是纺纱生产的核心工序,对纱线质量起到重要影响。梳棉的任务是使纤维(束)分解成单纤维;去除杂质;均匀混和纤维;制成符合一定规格和质量要求的条子。梳棉工艺以“提高分梳能力、减少棉结产生、减少短绒增加、去除细小杂质”为原则[8]。
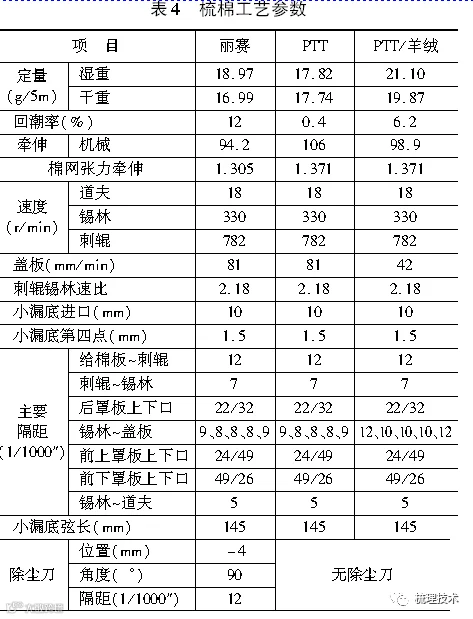
为了能够达到保绒的最佳效果,在低比例羊绒混纺纱的梳理过程中要注意以下几点:梳棉工艺生产环境湿度保持在75%~80%;采用小定量工艺,因为定量越大牵伸也越大,为了使纤维不受损伤,采用小定量来控制牵伸;刺辊与锡林速比为2.18,两者速比大,对纤维转移有利;在PTT和羊绒混合条梳棉工序中,梳棉机漏底封闭,防止落棉使羊绒散失;纯丽赛和纯PTT梳棉工序中盖板速度为81 mm/min,而羊绒混合条工序中盖板速度为42 mm/min,适当减慢盖板速度也是防止羊绒损伤散失的措施之一;其次是盖板隔距,羊绒混条工序中,盖板隔距明显比纺纯丽赛和纯PTT要大,这一措施同样能起到保绒不易落棉的作用。
试制低比例羊绒混纺产品,采用A186D梳棉机,其具体梳棉工艺参数如表4。
3.4 并条工艺
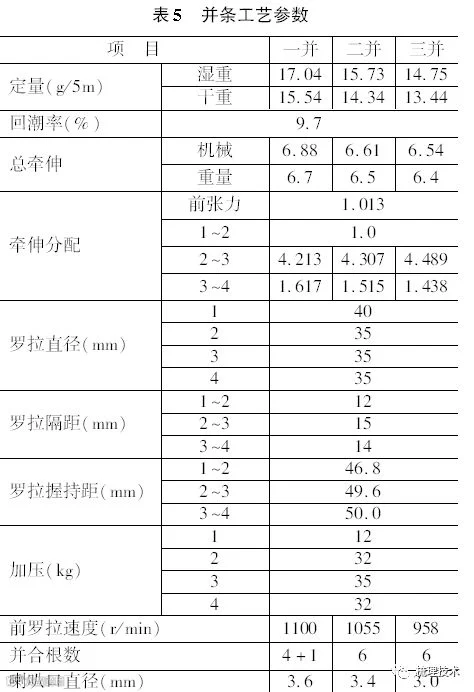
并条工序以改善半制品条干均匀度与纤维伸直度为主要目的。并条采用A272F并条机,进行三道并合,牵伸形式为三上三下压力棒曲线牵伸,由于在主牵伸区中安装了压力棒,增强了对浮游纤维的控制,使条干得到改善。实际生产过程中要注意以下几点:生产环境保持高湿度,一般控制在70%~75%;牵伸张力要控制好;应使用抗绕性好的皮辊,且皮辊要优良稳定,眼差小。这样才能保护羊绒不掉落,不受损,不散失。其工艺参数见表5。
3.5 粗纱工艺
加捻成纱是纺纱工程中的重要过程。加捻的目的是给纤维集合体加以适量的捻度使之成纱,使其具有一定的物理机械性能和外观结构。粗纱采用A454粗纱机,牵伸形式为三罗拉双皮圈牵伸,将主牵伸区的集合器移到前面的整理区,使牵伸与集束分开,实行牵伸不集束,集束不牵伸,这样能缩小主牵伸区的浮游区长度,提高粗纱条干质量。
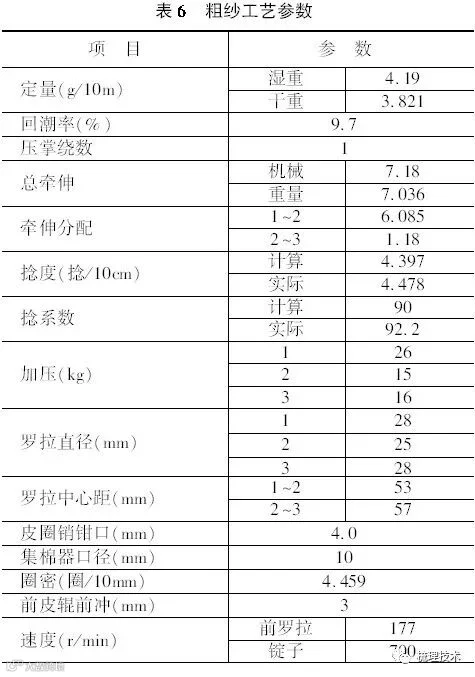
除了本身原料的因素,粗纱工艺是控制纱线条干的又一关键因素。特别是纺羊绒混纺纱时,粗纱工艺中尤其要注意捻度的控制,一般控制捻度偏大,这样可以有效地控制羊绒飞花。同时控制环境湿度在70%~75%。具体粗纱工艺参数见表6。
3.6 细纱工艺
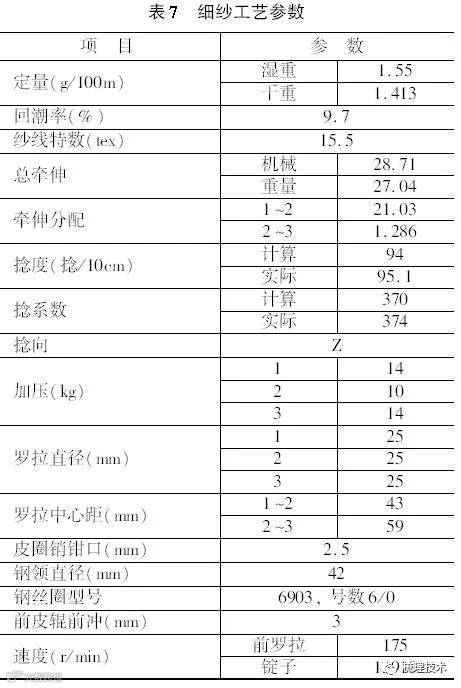
采用FA513细纱机,牵伸形式为三罗拉长短皮圈牵伸。细纱工艺主要减少成纱的细节,生产上应保持较高的环境湿度,一般在75%~80%左右;生产环境应相对封闭;纱线捻度控制和粗纱一样,一般要偏大,防止羊绒飞花。具体纺纱工艺参数见表7。
3.7 络筒工艺
络筒时,生产环境湿度在80%左右,且应使环境相对封闭。此外,槽筒光洁,络筒速度低,反复调节空捻器,接头牢固也是保绒的好方法。
4 成纱质量检测
4.1 纱线纵向外观和乌斯特条干测试
纱线纵向外观的显微镜照片见图1。

图1 纱线纵向照片(×200)
纱线乌斯特条干测试结果为:CV值13.69%,千米细节8个,千米粗节60个,千米棉结97粒。
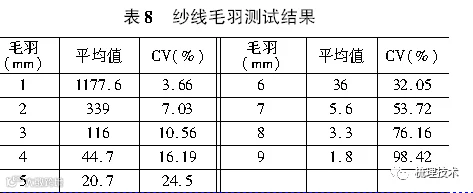
4.2 毛羽测试
采用YG172纱线毛羽测试仪。测试条件:试验次数为1管/10次;片段长度10 m;测试速度30 m/min;温度20℃;相对湿度65%。测试结果见表8。
4.3 纱线横截面切片观察
纱线横截面采用哈氏纤维切片器(取一根样纱和其他染色羊毛一起进行切片,并在显微镜下分别放大40倍和100倍拍照观察。通过观察照片进一步了解低比例羊绒混纺纱线的一些组成和其内在结构),纱线横截面放大图见图2。
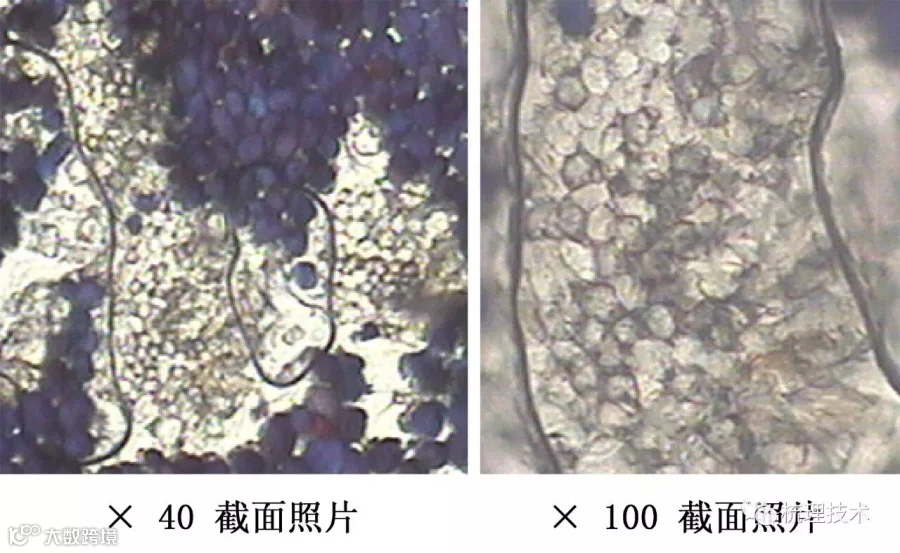
图2 纱线横截面显微照片
4.4 其他指标
丽赛/PTT/羊绒(67/25/8)15.5tex(Ne38)纱线成品的其他质量指标为:单纱强力203.1cN,强力不匀率(CV%)12.3,捻系数370。
5 结论
用棉纺工艺纺低比例羊绒混纺纱流程短,操作简单易控制,成本低,经济价值高,所生产出的混纺纱线品种繁多,纱线性能质量优秀,效益大,产品正在不断被市场所接受。因此这样的工艺值得推广。
参考文献:
[1]范尧明.超细全毛纱生产工艺[J].毛纺科技,1999,(5): 40-42.
[2]许红恩.羊绒制品的性能及开发[EB/OL].中国羊绒网,2004-02-29.
[3]陈有瑞,黄灿勤,田光祥.棉纺设备纺制细特纯羊绒纱[J].现代纺织技术,2002,(2): 7-9.
[4]翟亚丽,陈理,王素玲.丽赛纤维性能与纱线性能的探讨[J].河南纺织高等专科学校学报,2005,17(2): 12-14.
[5]杨佳庆,顾利霞.PTT纤维的发展及其性能和应用[J].纺织导报,1998,(3):13-14.
[6]柳中笑.PTT纤维在毛精纺产品开发中的应用[J].毛纺科技,2003,(2): 47-49.
[7]林子务.棉纺设备生产精梳短毛纱的探讨[J].毛纺科技,1998,(6):34-36.
[8]陆再生.棉纺工艺原理[M].北京:中国纺织出版社,1995.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
