
点击上方,轻松关注!!

本文发表在第20期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com

影响截切盖板针高因素的解析
尹冬冬、姜立新
金轮针布(江苏)有限公司
0 前言
针布对棉束的梳理对成纱及布面的各种质量指标都起着重要作用,特别是在减少生条结杂、提高成纱条干均匀度及成纱强力等方面起着决定因素。
盖板针布作为主梳元件之一,其平整度、锋利度、光洁度将直接影响到纤维的梳理效果,而平整度又关系着盖板与锡林隔距的工艺调整。因此盖板针布钢针针高差,若不能控制在同套针布<0.10 mm的标准范围内,就可能与锡林针布产生接针、碰撞,造成倒针,乱针,严重的导致钢针损断。特别是截切型盖板针布由于不平磨,因此对针高的要求更为严格。
1 改善截切型盖板针布针高差异的意义
(1)盖板针布平整度好,针尖形状具有一致性,纤维梳理后棉网清晰,条干均匀,为现代梳棉采用“紧隔距、强分梳”及“柔性梳理”工艺配置提供了保证。
(2)减少截切盖板针布针高差,确保平整度,满足适应化纤、棉、混纺及功能纤维的多样性的用户工艺,需对截切盖板针布制造――植针卷针高差产生的起因进行深入的分析和研究,并提出控制和解决的技术方法。
2 截切型盖板针布植针针高的影响因素分析
截切型盖板针布的针形结构及基本尺寸如图1。
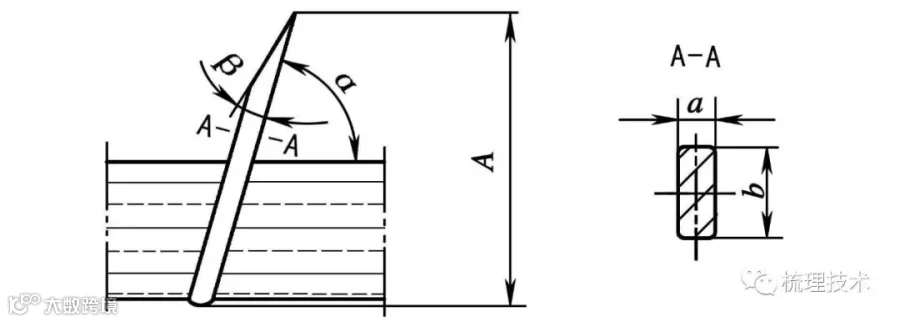
图1 截切型盖板针布的针形结构
图中A为针高,α为植针角,β为尖劈角,b×a为钢丝截面尺寸。
2.1 钢丝截面形状尺寸超差引起植针针高差
由于扁平钢丝在拉制过程中受到拉丝方式、拉丝模精度、钢丝翻转等因素的影响,实际截面尺寸与理想尺寸存在一定的偏差。在植针工序中扁平钢丝规格尺寸b的偏差使截切针高差非常显著。
以扁平钢丝线径号23/34,截面尺寸b×a :0.63×0.255为例。钢丝在标准允许偏差b±0.02,a±0.01内。针形参数模型如图2。
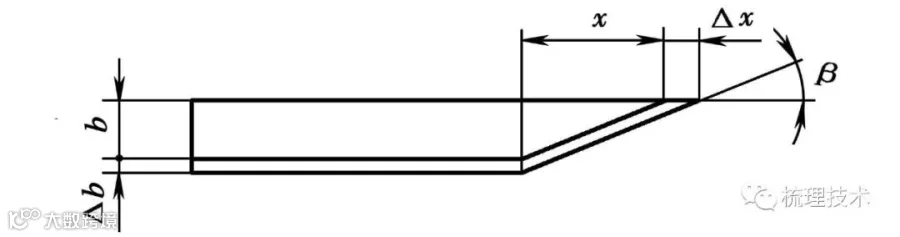
图2 针形参数模型
设b为扁平钢丝截面宽度尺寸,Δb为钢丝截面宽度偏差;钢丝截切尖劈角β=17°,x为尖劈角高度尺寸,Δx为高度偏差即植针高度偏差。
根据三角函数有:
tgβ=b/x=(b+Δb)/ (x+Δx)
得:Δx=Δb/tgβ
将钢丝截面宽度尺寸b的偏差与截切尖劈角17°数值代入,可得表1。
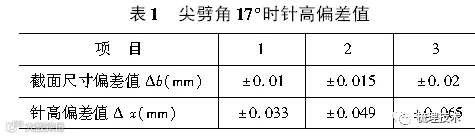
若钢丝截面尺寸b变化在+0.01~-0.01 mm之间,植针高变化最低在0.033 mm-(-0.033 mm)=0.066 mm内;若钢丝截面尺寸b变化在+0.02 ~-0.02 mm,植针高变化最高在0.065mm-(-0.065 mm)=0.13 mm内。
显然,当钢丝截面尺寸b在标准公差0.04 mm,植针高变化极差为0.13 mm就已超出植针卷平整度针高差要求0.1 mm。
当截切尖劈角一定,钢丝截面尺寸b超出标准控制公差时,植针高呈线性上升,不利植针卷的平整度。特别国产钢丝质量稳定性很难得到保证。
2.2 尖劈角度变化引起植针针高差
在截切扁平钢丝时由于截切刀模性能和精度的变化导致尖劈角的大小不一,影响植针针高。
截切刀模性能:主要是刀模材料耐磨性差,前后靠模结合面、长刀冲切面磨损程度不一;刀模钝化;修磨角度产生误差;刀模基体与合金焊接应力引起显微裂纹和变形。
截切刀模精度:主要是刀模的相对运动位置调整不准;靠模与长刀加工角度超差;表面粗糙度差;配合间隙不能满足针尖切口要求。针形参数模型如图3示,图中:Δβ为钢丝尖劈角变化值。
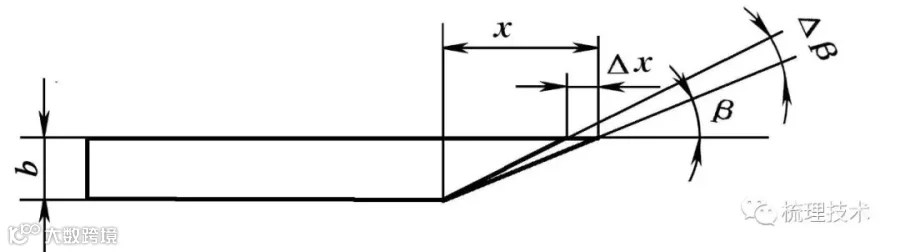
图3 针形参数模型
根据三角函数有:
b=x×tgβ=(x-Δx)tg(β+Δβ)
得:Δx=b×[1/tgβ-1/tg(β+Δβ)]
将截切型盖板针布的尖劈角变化值、钢丝截面尺寸b和原截切尖劈角16°数值代入,可得表2。
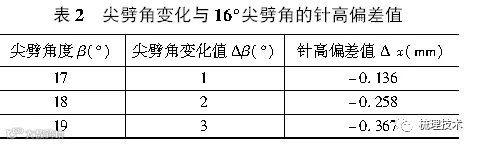
当钢丝截面尺寸b一定时,随着截切钢丝尖劈角增大植针高显著降低。当尖劈角角度16°→19°,相对截切尖劈角16°,植针高变化由0.136mm→0.367 mm降低。每变化1°植针高相差分别为0.136、0.122、0.109 mm。
从植针高变化数据看出:尖劈角增大1°,相应植针高减小,因此,选择尖劈角17°→18°,设计截切刀模精度控制≤1°较好。
2.3 钢丝截面尺寸超差与尖劈角变化相互作用引起植针针高差
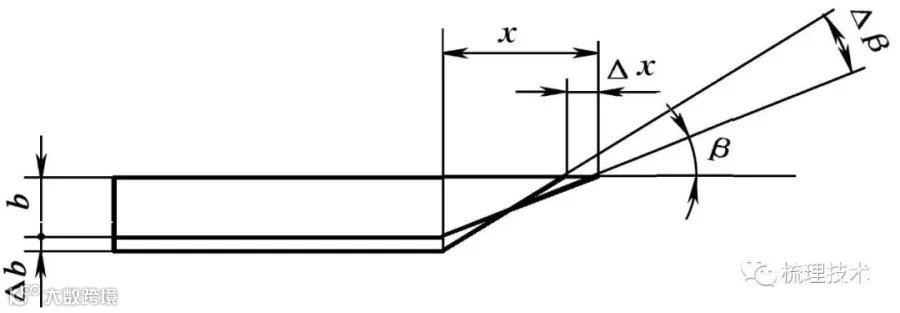
图 4
如图4所示,根据三角函数有:
tg(β+Δβ)=(b+Δb)/(x-Δx)(1)
tgβ=b/x(2)
由(1)(2)解得:Δx=b/tgβ-(b+Δb)/tg(β+Δβ)
将截切型盖板针布的尖劈角变化值、钢丝截面尺寸b、截面尺寸b的偏差和原截切尖劈角数值代入,可得表3。
由表3可见,植针高变化差很大,符合实际植针状态(检测反映截切盖板针布植针卷针高极差一般在0.2~0.38 mm)。
2.4 植针角α的变化引起植针针高差
钢针植在底布上所构成的植针角,是截切型盖板针布产品参数的一个重要质量指标,同一条针布的植针角度应一致,如果针布的植针角不正确或者偏差过大,带来的针高变化对梳理功效的影响是显而易见的。
2.4.1 植角调节杆、刀口板、成型杆的调校不当和底布的断裂伸长导致的底布应力不一致引起的植针针高差
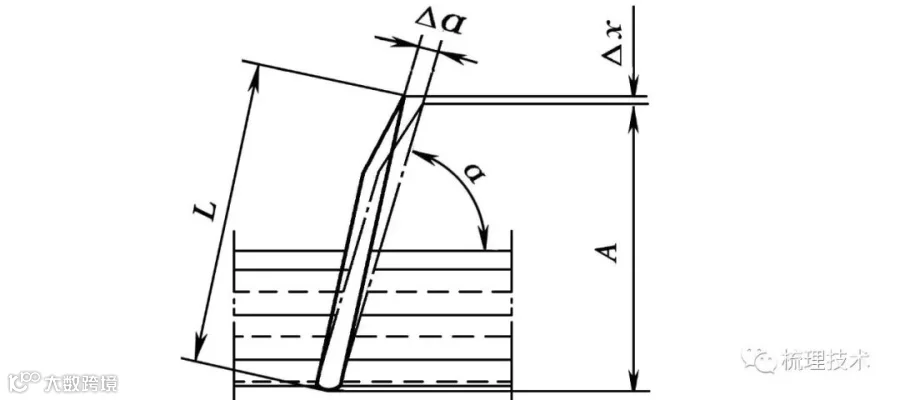
图 5
图5中,α为植针角,Δα为植针角变化值,L为针长,A为植针高度,Δx为植针高度差。
根据三角函数有:
sinα=A/L(3)
sin(α+Δα)=(A+Δx)/L(4)
由(3)(4)解得:Δx=A×sin(α+Δα)/sinα-A
将截切型盖板针布的设计针高A=8.0 mm、植针角α、植针角偏差Δα数值代入,可得表4。
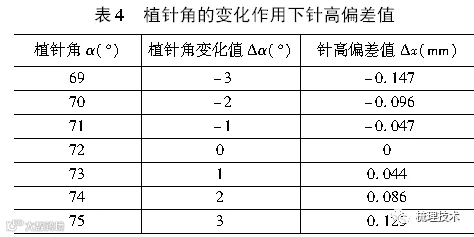
根据表4,当植针角变化值Δα≤2°,植针针高偏差较小。
2.4.2 植针打孔机件引起的植针针高差
钢丝经过定长切断、折弯成“U”形后按工艺要求准确地植入底布中,由于与预先决定针孔的孔径大小和定位角度的针头排结构尺寸不符,迫使钢针针形发生变化。
设计要求固紧在针头板的针头的形状规格与钢丝线径匹配,但随着针头的磨损,底布上的针孔会逐渐变大而影响钢针的植入角度,进而影响到植针高,如图6。
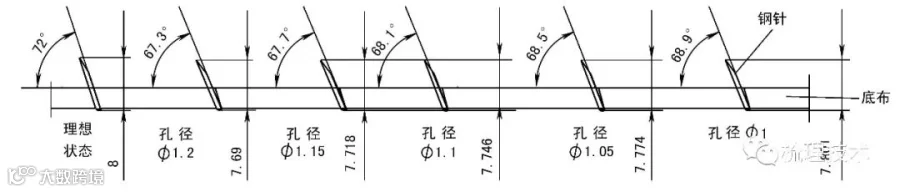
图 6
图6中,以扁平钢丝截面尺寸b为0.63 mm、尖劈角16°、植针角72°为例,底布针孔孔径1.2 mm→1.0 mm减小,相应植针角度由67.3°→68.9°增大;植针针高由7.690 mm提高至7.801 mm,针高极差0.111 mm。因此在针头使用时间过长后,对植针高的影响将加剧。
在实际植针过程中植针机传动机构(如丝杆传动中拖板相对床身导轨直线度、机构传动碰撞产生冲击载荷、凸轮磨损等)都会引起植针针高差异的增大。其影响的过程比较复杂,大多是上述一个或多个数学模型的叠加,因此对设备主关件的保养和易损件的勤换是保持截切型盖板针高差异性一致的重要措施。
3 植针针高差异性改善措施
作为针布制造企业,面对棉纺用户产品质量的提升,解决截切盖板针布针高问题已是重中之重。经过上述分析,我们需从如下方面入手。
3.1 保证钢丝质量
钢丝入库前严格按照钢丝号数规定的尺寸偏差进行检测。每次换用钢丝时必须与工艺卡对照、检验相符后方可使用。
3.2 底布性能选用
底布厚度、表面硬度均匀,且在规定范围内,同卷内表面光滑平整、清洁,无皱纹、气泡及硬杂点,切面平直。底布组织构造连续致密,断裂强力和断裂伸长率必须达到标准要求。
3.3 截切尖劈角的控制
改进合金材料、优化加工工艺提高切丝刀模的耐用度,保证经截切后钢针尖劈角在1°偏差范围内变化,扩大截切条数以保持同卷针布尖劈角的一致性。
3.4 植针机构精度的工艺保证
(1)根据盖板针布产品的钢丝规格采用标准化针头形状和植针工艺进行针头结合件的配置,并定时更换。
(2)设计专用工装控制打孔机件的位置、角度尺寸的准确性。
(3)设置集中自动润滑系统对特殊摩擦面零件以及有相对运动的机件进行定时注油,减少因干摩擦造成的机械振动。
参考文献:
[1]姜立新.新型高产梳棉用盖板针布设计与研制[J].梳理技术,2005年9月,第11期: 60-63.
[2]许鑑良.棉结杂质的控制[J].梳理技术,2005年1月,第10期: 70-76.
[3]费青,等.梳棉针布的工艺特性[M].北京:中国纺织出版社,2007.
[4]张德山.梳棉基础状态对专纺器材上机的影响分析[J].纺织器材,2008(4): 16-18.
[5]任家栋.棉纺盖板针布挂花充塞起因探讨[J].纺织器材, 1996,23(3): 5-8.
[6]邱镇南.新型短针化纤盖板针布的设计与性能研究[J]. 纺织器材,2000,27(6):1-7.
[7]姜立新.植针产品质量控制和提高途径[J].纺织器材,2001,28(1): 49-53.
《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
