
点击上方,轻松关注!!
本文发表在第17期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
非织造高速罗拉式梳理机的特点与性能探讨
马月双、靳向煜(东华大学纺织学院非织造材料与工程系)
韩旭 (绍兴县和中合纤有限公司)
梳理是干法非织造材料成网生产中的一道关键工序。它将开松混合的纤维梳理成由单纤维组成的薄纤网,供铺叠成网,或直接进行纤网加固,也可再经气流成网,以制备呈三维杂乱排列的纤网。
1 梳理的作用
纤维原料的分梳是通过梳理机来实现的,非织造梳理加工要在高速高产条件下实现下列目标:
(1)彻底分梳混合的纤维原料,使之成为单纤维状态;
(2)使纤维原料中各种纤维成分进一步均匀混合;
(3)使纤维平行伸直,杂乱或凝聚[1]。
本文所对比的梳理机型号为: A型双锡林、双道夫、双凝聚梳理机; B型双锡林、双道夫、四凝聚梳理机; C型双锡林、三道夫、双杂乱、双凝聚、“△”转移、“σ”纤网转移梳理机。三种均为罗拉式梳理机。
2 梳理机机构
2.1 A型梳理机
采用上喂入纤维行走路径(见图1),呈S型喂入装置,梳理机工作幅宽3750 mm,胸锡林和主锡林分别配置3组和5组梳理单元,由转移辊转移纤维,主锡林后配置两个道夫、两个凝聚罗拉和两个剥棉辊,并配置不同于以往PVC皮带的透气输网帘和三组凝棉尘笼装置(简称WID)、高速剥棉转移装置(简称LDS)转移纤网。
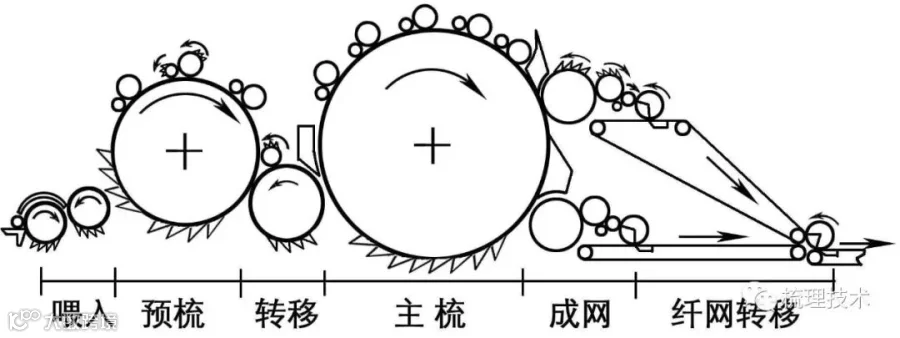
图1 A型梳理机机构
2.2 B型梳理机
采用下喂入纤维行走路径(见图2),呈W型喂入装置,梳理机工作幅宽3000 mm,胸锡林和主锡林分别配置3组和5组梳理单元,转移辊转移纤维,主锡林后配置两组由道夫、双凝聚罗拉和剥棉辊组成的成网机构,配置透气输网帘、WID和LDS装置转移纤网。
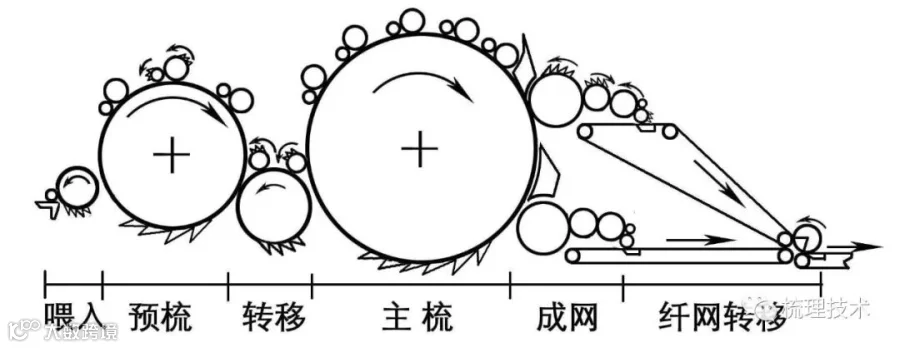
图2 B型梳理机机构
2.3 C型梳理机
采用上喂入、隔距可调式盖板纤维行走路径(见图3),呈S型喂入装置,梳理机工作幅宽3800 mm,胸锡林和主锡林均配置4组梳理单元,由“△”转移系统转移纤维,主锡林后配置两个杂乱辊、三个道夫、一对凝聚罗拉和剥棉辊,配置“σ”系统转移纤网。
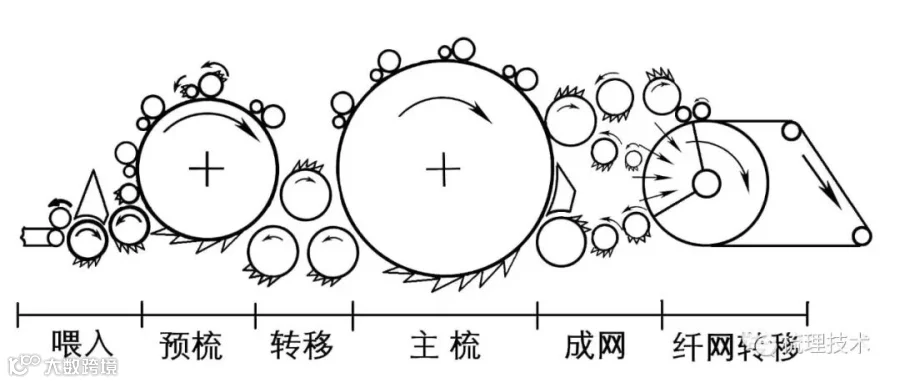
图3 C型梳理机机构
2.4 梳理机梳理度
梳理机梳理部分以工作辊和锡林作为分梳元件,对纤维的梳理程度可用下式表示:
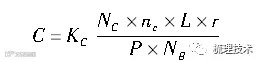
式中:C ——梳理度(齿/根);
Nc—— 锡林针布齿密[(齿/(25.4 mm)2];
nc—— 锡林转速(r/min);
NB—— 纤维线密度(dtex);
r—— 纤维转移率(%);
P—— 梳理机产量(kg/台·h);
L—— 纤维长度(mm);
Kc—— 比例系数。
梳理度C表示一根纤维上平均作用的齿数。梳理度太小,分梳效果差,纤维易形成棉结;梳理度过高,则可能降低梳理机的产量,一般梳理机的梳理度为3左右比较合适[2]。
除上公式中各个参数对梳理度有影响外,梳理元件上配置的针布齿密和工作角对梳理效果也有很大的影响。
此三种梳理机针布齿密[齿/(25.4 mm)2]范围为:主锡林430~460,胸锡林130~150,主锡林工作辊330~350,胸锡林工作辊160~180,剥取罗拉110~120;针布工作角α范围为:主锡林75°~80°,胸锡林65°~70°,工作辊和剥取罗拉45°~55°,在一定范围内,随α变小,对纤维握持作用加强,分梳作用增强,分梳效果好;若α过小,则纤维易沉降到针隙内,针面负荷增加,要经常停车抄针,影响生产;若α过大,则对纤维的握持作用下降,分梳效果不佳。故合理选择针布参数也是非常重要的。
2.5 增加梳理面积的措施
(1)增加锡林有效梳理幅宽;(2)增加锡林直径;(3)锡林中心轴位置抬高,相对于传统梳理机锡林与转移辊的中心轴几乎在同一水平线来说,可以增加有效梳理面积。
以A型梳理机为例,与国内常规梳理机梳理面积对比见表1。
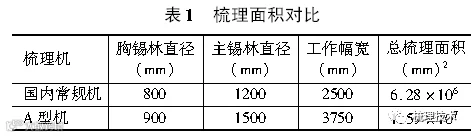
以表1为例,胸、主锡林每抬高10 cm,梳理面积约增加6.04×105(mm2),与常规梳理机相比增加9.55%,可见通过增加锡林直径和幅宽来增加梳理面积的方法,效果是很显著的。
由表1可知,通过上述措施改进后,A型梳理机比国内常规梳理机梳理面积增加高达153%,更大的梳理面积使得高产成为可能;此外通过提高机器速度可进一步提高产量,但同时也要认识到高速高产与产品质量是一对矛盾体,速度过高则会导致棉结增多、纤网均匀度下降等问题,故并非可以无限制地提高机器速度,而是要综合考虑机器状态、产品质量、生产速度等诸多因素,才能找到两者最佳的平衡点,故每台梳理机都存在最佳工作产能。
3 喂入方式对比
喂入方式对比见表2。

特点比较如下。
(1)S型喂入装置(见图4),喂入罗拉上针齿方向朝向机前,此配置可使均匀喂入的筵棉在握持下被刺辊顺向梳理,又不至于因为握持得太紧,使刺辊对纤维造成较大的损伤;固定盖板能加强纤维的梳理效果,高速喂入下可避免飞花。
此喂入装置的一种配置为:喂入罗拉直径为156 mm、刺辊和转移辊直径均为350mm,针布工作角均为80°,齿密[齿/(25.4mm)2]分别为21.2、32和112.7。盖板与刺辊及刺辊与转移辊间隔距分别为5 mm和1 mm,喂入罗拉线速度约2~3 m/min。适用38~51 mm、1.56~2.2 dtex规格的涤纶、粘胶、双组分纤维和聚丙烯纤维原料。梳理机最佳工作产能200 kg/h。
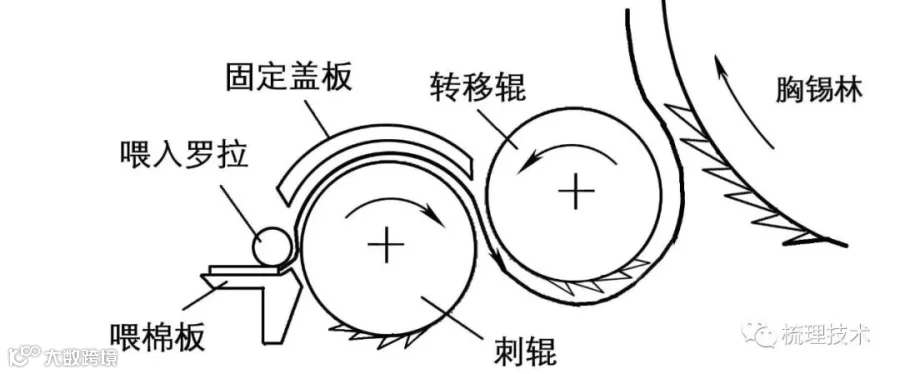
图4 S型喂入装置
(2)W型喂入装置(见图5),机构简单,纤维在喂入罗拉和喂棉板握持下向下弯折被刺辊强行梳理,梳理效果好,但纤维损伤较大,纤维长度整齐度下降,产品力学性能受影响,落纤增加,造成原料浪费。
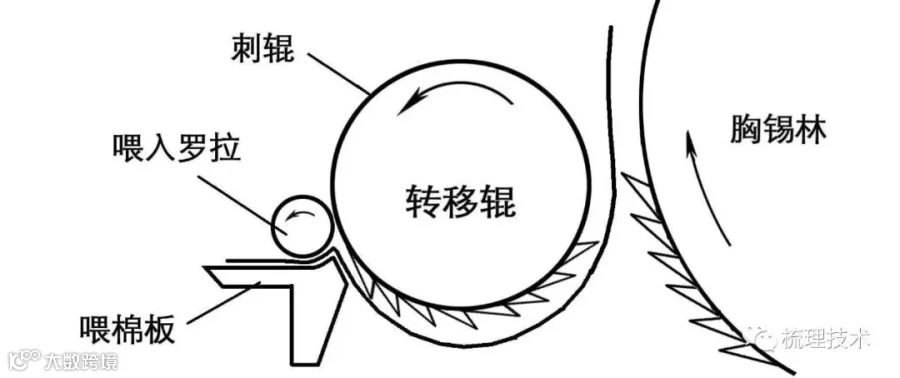
图5 W型喂入装置
此喂入装置的一种配置为:喂入罗拉和刺辊直径分别为156mm和350mm,针布工作角均为80°,齿密分别为21.2和32齿/(25.4mm)2。刺辊与喂棉板间隔距为5mm;喂入罗拉线速度约2~3 m/min;适用38~76 mm、1.0~3.9 dtex规格的涤纶、粘胶、聚氨酯纤维原料;梳理机最佳工作产能158 kg/h。
(3)盖板可调式S型喂入装置(见图6)是为了适应高速生产所设计的,可通过手轮对盖板和喂入罗拉及刺辊间的隔距进行精确调节,在刺辊和胸锡林三角区设置挡风辊,以防止产生大量飞花,刺辊和喂入罗拉上的针布反向配置,且刺辊线速度较大顺向打击纤维,纤维损伤小,从而实现高速大量转移纤维。
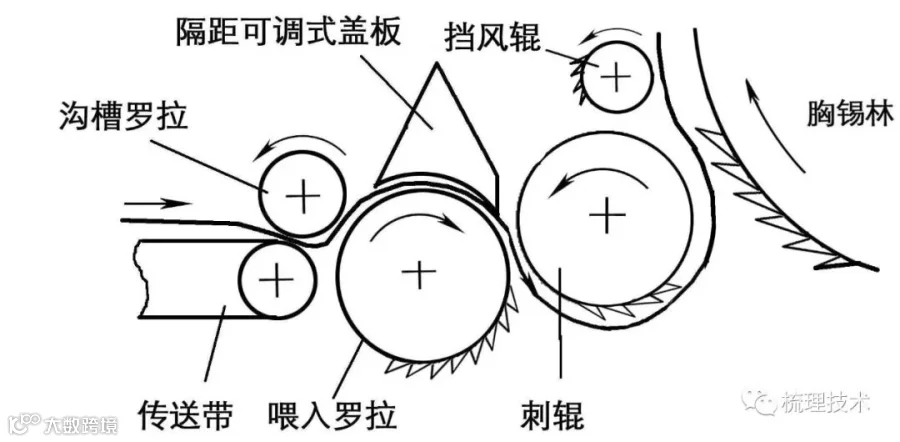
图6 盖板可调式S型喂入装置
此喂入装置的一种配置为:喂入罗拉和刺辊直径均为412 mm;针布工作角分别为95°和75°;齿密分别为107.5和112齿/(25.4mm)2;盖板与喂入罗拉及喂入罗拉与刺辊间隔距分别为0.5 mm和1 mm;喂入罗拉线速度高达5~7 m/min;适用38~51 mm、1.1~1.7 dtex规格的涤纶、粘胶纤维原料;梳理机最佳工作产能300 kg/h。
上盖板喂入与下给棉板喂入相比具有以下特点:
(1)罗拉直径大,刚性好,筵棉在喂入区段较为平坦,均匀性更好,握持力强,更有利于刺辊消除束丝、僵片;
(2)刺辊相对喂入方向顺向打击纤维,减少对纤维的损伤和牵伸;
(3)上盖板调节机构,可根据纤维长度不同灵活调节给棉握持点与刺辊打击点的距离[3]。
三种喂入装置喂入罗拉均配有金属探测和防超喂装置,以防止金属及其他硬物喂入损伤梳理机。
其原理是在喂入罗拉和喂棉板间,接有12V电源,有以下情况时,电路接通发出报警,机器紧急制动,从而保护梳理机。
(1)筵棉中含有的金属物或其他导电物质(如导电液体)通过喂入罗拉和喂棉板间隙时,将电路接通发出报警,机器停车;
(2)筵棉厚度超过一定程度或其中含有开松不完全的硬棉块或不导电的硬物时,喂入罗拉被卡死,喂入罗拉与驱动轮间的保护销在剪切力作用下断裂,两者发生相对转动,两电极接触,电路接通发出报警,机器停车。
三种喂入装置相比而言,S型上行喂入方式对纤维损伤小,可调式盖板可以随生产状况的不同而精确调节隔距,减少对纤维原料的损伤,适应高速高产的要求。
4 转移部分特点比较
4.1 传统转移辊
传统的转移辊结构简单(见图7)。转移辊和胸锡林之间的线速度关系为:V转>V胸,针齿倾角呈交叉配置,仅起到将纤维转移到主锡林的作用;在转移辊和胸锡林、主锡林的三角区内配置挡风辊或者挡风板,以防止产生过多的飞花。
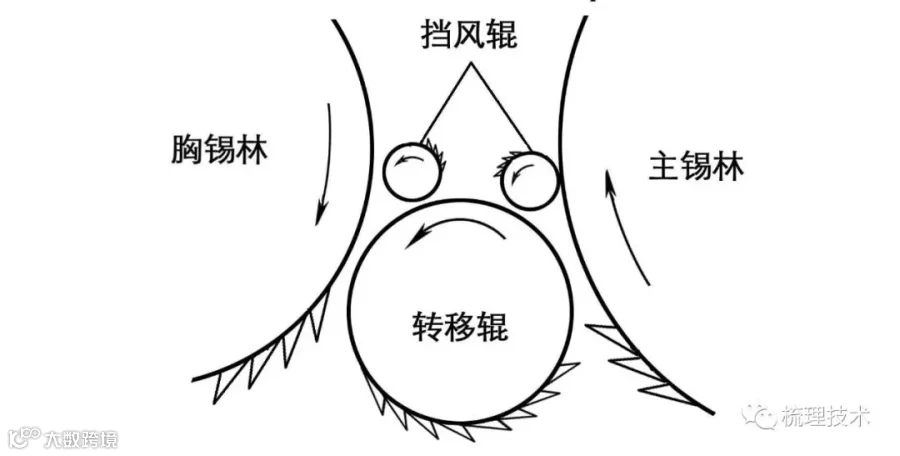
图7 传统转移辊形式
4.2 △转移系统
△转移系统即胸锡林和主锡林之间的杂乱辊、道夫和转移辊三者的排列形式呈△形(见图8),故得名Delta系统。
杂乱辊、道夫和转移辊组成两个纤维转移通路,△道夫的直径为550 mm,△道夫的线速度约90 m/min,这使得纤维转移率大为增加,且Delta系统在杂乱三角区及胸锡林与△道夫间具有三个分梳作用点,对纤维的梳理作用大为增强。
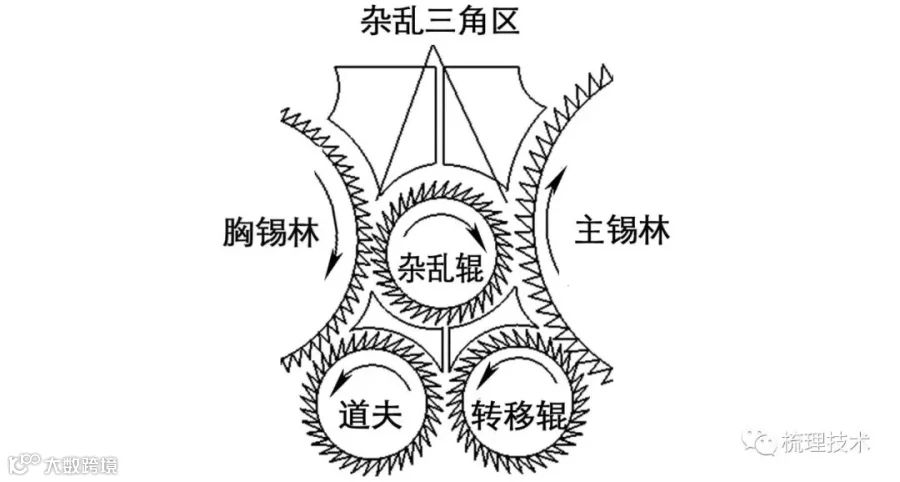
图8 △转移系统原理示意
杂乱辊与胸锡林和主锡林间的三角区,由于附面层气流高速流动而产生湍流(见图9),胸锡林表面的纤维得到提升,有助于纤维的转移,纤维在湍流作用下改变排列方向,对纤维起到杂乱作用;未转移的纤维进一步经过胸锡林和道夫之间的分梳作用进行转移;此转移方式比传统方式的纤维转移率有显著提高,从而适应机器的高速杂乱。
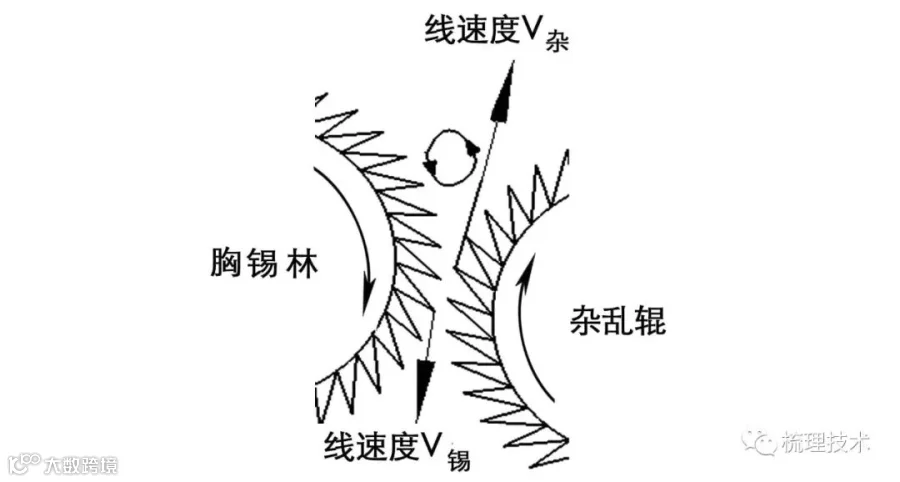
图9 杂乱三角区原理示意
通过对比很明显地发现,△转移系统更为适合高速高产的要求,不但增加了纤维转移率,提高了产品产量,而且增加了对纤维的梳理和杂乱的机会,更适应非织造高速杂乱的要求。
5 成网机构特点对比
5.1 A型成网机构原理
如图10所示,此成网机构为双道夫,图中灰色线条表示纤维路径[4],均配有一个凝聚罗拉。由于剥棉辊顺时针剥棉,纤网在剥棉辊上表面,因此剥棉辊后需配置WID装置(见图13),以确保纤网顺利地转移到透气输网帘上。纤网从WID装置表面脱离后,在LDS装置(见图14)负压作用下贴伏在输网帘表面,以减少转移过程中的意外牵伸;两层纤网在WID和LDS装置作用下复合转移。

图10 A型成网机构原理示意
5.2 B型成网机构原理
B型成网机构在道夫后配置双凝聚罗拉(见图11),三者线速度比约为3.34∶1.45∶1,纤维在“推挤”作用下由MD(纵向)方向朝CD(横向)方向改变,经两次凝聚,纤网内纤维杂乱效果更显著,由于上道夫线速度约60 m/min,为下道夫线速度的1.5倍左右,且在下道夫之前剥棉,经实际测量发现,主锡林转移给道夫的纤维中约有60%~70%转移给上道夫。
此方式所输出纤网纵横向强力比比较小,纤网力学性能更接近各向同性;当生产纵向排列纤维比例高的产品时,此机构可将双凝聚罗拉抬升退出工作,以增加纵向的纤维排列分布。
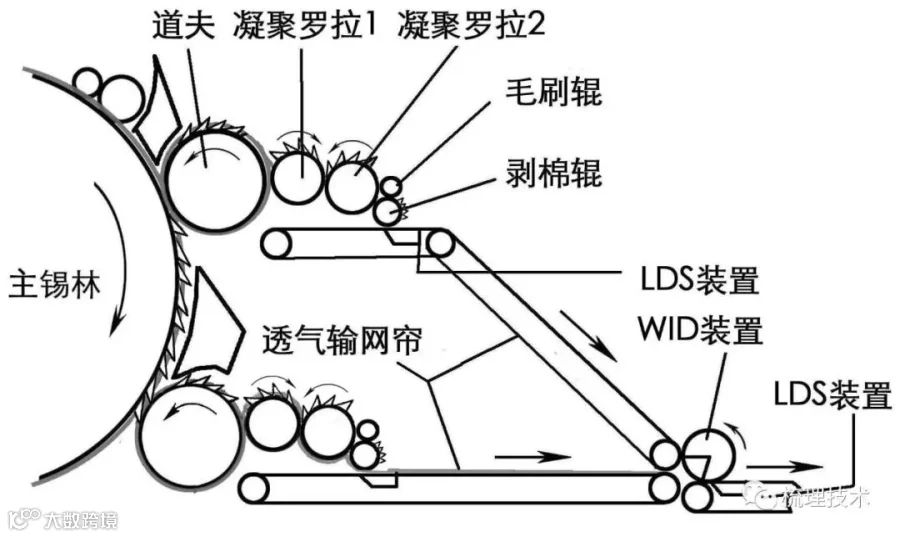
图11 B型成网机构原理示意
5.3 C型成网机构原理
此成网机构形成三层纤网(见图12),上层成网系统是一种杂乱辊和凝聚罗拉组合式杂乱梳理系统,两个凝聚罗拉线速度比约为1.26∶1,道夫从杂乱辊剥取的纤维量取决于两者的相对速度,道夫相对越慢,同一梳理点转移纤维越多;另一影响因素是两者的接触弧长,即同时作用的梳理点的多少,上道夫直径较大,接触弧长,转移率高,纤网克重大。凝聚罗拉相对道夫线速度越慢,纤维杂乱程度越高。
此成网机构在主锡林后面配置了两个杂乱辊,杂乱辊旋转方向和针齿方向与道夫相反,且其线速度非常大,C型主锡林线速度一般为1100 m/min,道夫线速度约60 m/min,而杂乱辊线速度高达1200~1300 m/min,是道夫线速度的20多倍,这是非织造梳理机所特有的一个杂乱部件,其极高的速度增大了纤维转移率,有利于产量的提高,且可以增加纤维的杂乱程度,得到的纤网纵横向强力比由传统梳理机的10∶1降低到了3∶1。但是,实验证明随纤网克重的增加,杂乱辊对于纤维定向的杂乱效果会有所下降[5]。根据实际测量发现,主锡林上约有55%~65%纤维转移到上杂乱辊,由于上道夫直径大、速度快且在中道夫之前剥棉,上杂乱辊转移给上、中道夫的纤维中约有65%左右转移给上道夫。因此,不难看出从主锡林转移到上、中、下三个道夫的纤维量比例约为40∶20∶40[6]。
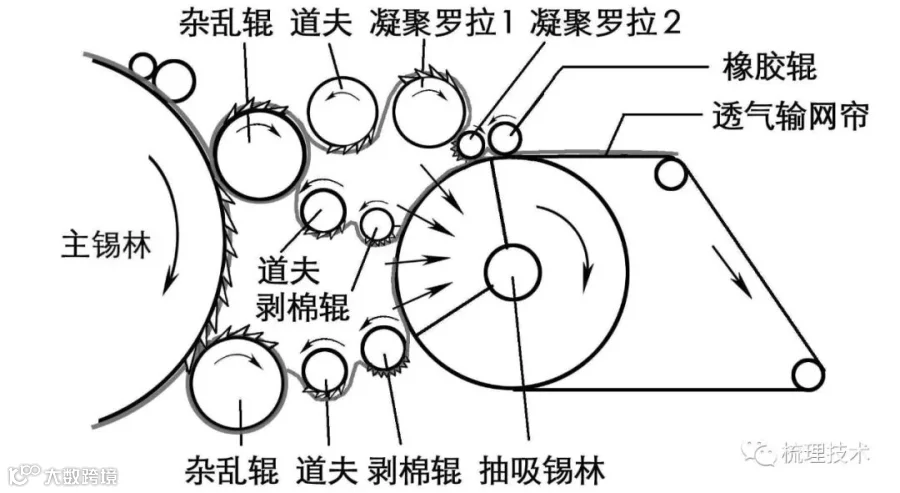
图12 C型成网机构及σ系统原理示意
但此成网机构并非真正意义上的三道夫成网,因为其上、中道夫配置在同一杂乱辊上,由上可知此杂乱辊的纤维大部分转移给上道夫,中道夫转移的纤维量很少,若增配一个杂乱辊与之配合,则成为真正意义上的三道夫梳理机,进一步提高主锡林表面纤维转移率,有利提高产量。
由于抽吸锡林和输网帘的外形呈字母σ状,故得名Sigma系统。抽吸锡林工作原理类似于WID装置(见图13)。纤网在负压作用下贴伏在输网帘表面,实现纤网复合;为防止下层纤网随输网帘上行时因吸附力不足产生意外牵伸或脱落,在中、下道夫间配置了一个真空抽吸补风装置,以保证成网区域横向的气压恒定。
三种梳理机分别生产涤/粘(50/50),45 g/m2的平纹产品A、B、C,其物理性能指标见表3(测试标准 FZ/T60005-1991)。
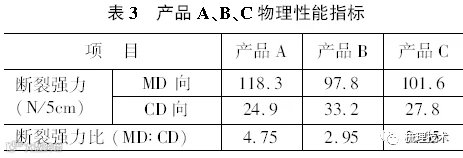
根据用户对产品性能要求的不同,可通过调节凝聚罗拉与道夫间的速比来改变断裂强力MD∶CD的比值,通常三种梳理机产品的断裂强力MD∶CD比值范围分别为2∶1~5∶1、2.5∶1~6∶1和2∶1~4∶1。
6 WID装置与LDS装置原理对比
6.1 WID装置原理
WID全称Web IntroductionDevice(纤网导入系统)[7],见图13。
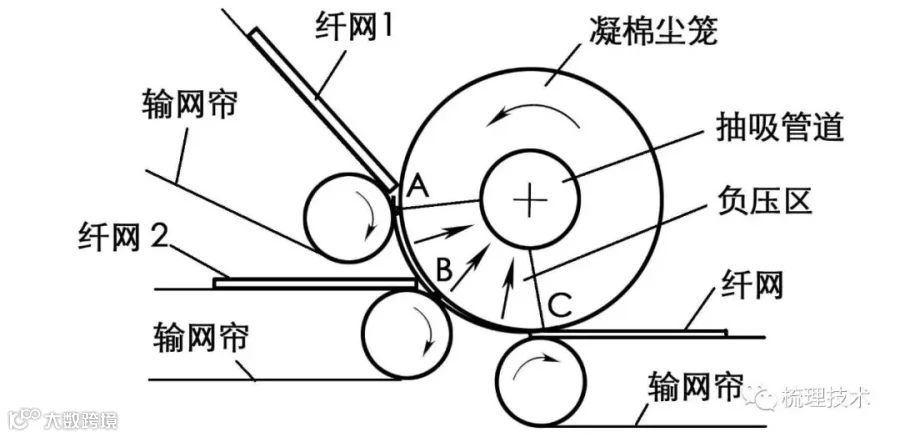
图13 WID装置原理示意
在抽吸风机作用下凝棉尘笼内部产生负压区,当纤网1输送至凝棉尘笼切点A点时,在负压作用下紧紧地贴伏在尘笼表面,随尘笼旋转至切点B时,纤网2在负压作用下与之复合,两者在吸附力作用下随尘笼旋转,到达C点时脱离负压区,复合纤网平稳地转移至下道输网帘表面,减少了纤网转移过程中的意外牵伸,保证纤网均匀度。实际应用中,可根据生产要求超喂或欠喂,以改变纤网结构;此外,WID装置的抽吸作用可将纤网内的空气排出,压实纤网并去除部分杂质和短绒,有利于提高纤网质量;压实的纤网贴伏在输网帘上,避免了因上方气流扰动造成纤网不平整的现象,因而可适应生产高克重的纤网。
6.2 LDS装置原理
LDS即Linear DoffingSystem(线性剥取系统),见图14。
在抽吸风机作用下,抽吸箱内产生负压,剥棉辊上的纤网在负压作用下转移到输网帘上,减少纤网转移过程中产生的意外牵伸,保证纤网均匀度。
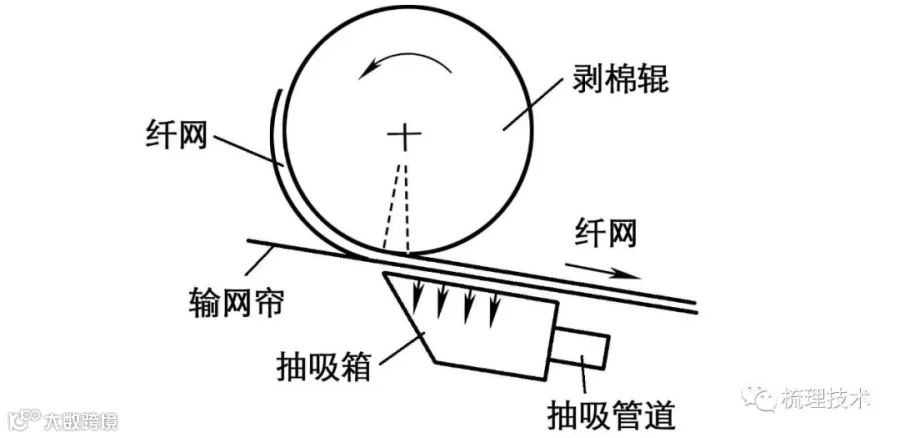
图14 LDS装置原理示意
LDS装置与WID装置作用类似,也可排除纤网内的空气,且由于LDS装置配置在剥棉辊下方,在负压作用下,较厚的纤网也可以顺利地剥取下来,更有利于实现低强力纤网的高速剥取转移,适应梳理机高速高产的要求。
例如,A型梳理机配置有三套LDS装置和WID装置,使用1.67 dtex×38 mm化纤时,其生产的纤网面密度最大值可以达到60 g/m2,而B型梳理机所生产纤网的面密度最大值只有40 g/m2。
WID及LDS装置的应用可大大提高纤网转移效率,有效减少纤网转移中的意外牵伸,保持纤网结构的稳定。
7 结语
通过综合分析可知,C型梳理机是综合性能最佳的,然而也要认识到高性能梳理机的造价也是非常高昂的,对于宽幅梳理机,其各罗拉会因为自身重力而产生一定的挠度,使得在幅宽方向上各点隔距不一,因而要使用刚度较大的碳纤维制成的罗拉以解决此问题,但是随之而来的则是机器造价的急剧上升。故具有高投入产出比的梳理机才是我们应该寻求的,而不是一味地追求高性能。
参考文献:
[1]柯勤飞,靳向煜.非织造学[M].上海:东华大学出版社,2008: 52.
[2]柯勤飞,靳向煜.非织造学[M].上海:东华大学出版社,2008: 54.
[3]杨洪涛,袁学东,杨福军.W1202型非织造布梳理机的结构与性能特点[J].国外纺织技术,2002,(7): 21-22.
[4]United States Patent. Patent Number:1690265.
[5]赵帆.杂乱型梳理机概述[J].北京化纤,1997,(3): 37 .
[6]吴凯辉,靳向煜,韩旭.高速杂乱型非织造布梳理机的结构与性能特点[J].非织造布,2007,(5):8.
[7]United States Patent. Patent Number:6050469.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!