
摘 要:为确保纱线品质,减少成纱纱疵,按不同依据介绍纱疵分类;从原棉质量、车间环境、设备器材机械状态及日常操作、工艺设计及质量控制原则等方面,详细分析有害纱疵的成因及控制措施;以超长纤维纺纱原料更换后纱疵增多的控制实践为例,阐释纱疵增多问题的分析解决思路及控制方法。指出:E80 型精梳机的设计缺陷是超长纤维纺纱纱疵增多的主要原因;更换超周期使用的精梳锡林针布、优化相关工艺参数是控制纱疵的有效措施;适当偏大设置牵伸罗拉中心距有利于减少因纤维断裂而产生的纱疵,从而改善成纱质量。
关键词:超长纤维;纱疵;精梳机;三角气流板;络筒切疵;锡林针布
0 引言
有害纱疵(规律性的粗节、细节等)不仅直接影响纱线和棉布的内在质量及外观质量,还会对棉布的强力也有很大的影响,引起客户的不满,甚至投诉索赔。有些纱疵虽然评级时不会使棉布降等,但会影响棉布的外观,需要在验布中作出标记,进行修织。这不但要花费大量的人力和物力,而且修织后会使布面错乱不匀,影响布面的外观效果。有些粗细节纱疵还会造成织机生产过中断头增多,影响织机的生产效率。故此在生产中,技术人员必须了解纱疵的成因及相应的控制措施,在纱疵增多时,掌握“通过生产过程分析,寻求针对性改善措施,严防有纱疵产生”的具体方法,确保自身纱线的品质,满足客户对质量的各种需求。
笔者现在以超长纤维原料更换后纱疵增多控制实践为例,对纱疵增多的原因进行分析,以期为纺织同仁们提供相应的参考。
1 纱疵的分类
纱疵的分类方式多样,分类依据主要包括:纱疵来源、纱疵出现规律、纱疵形成原因、乌斯特纱疵分级仪等。
1.1 纱疵来源
纱疵来源可分为以下三类
1.1.1 机械性纱疵
由于设备的机械性缺陷而产生的纱疵。如:并条、粗纱、细纱工序由于胶辊弯曲跳动而造成的规律性条干,精梳棉网有破洞、破边、起皱产生的棉网质量较差,细纱工序由于锭带伸长造成的弱捻纱等。
1.1.2 工艺性纱疵
由于工艺设计参数不适宜而造成的纱疵。如:并条工序因隔距及牵伸分配不合理造成的疙瘩条,细纱工序由于隔距块选用不当而造成的牵伸波等。
1.1.3 操作性纱疵
由于操作不规范而造成的纱疵 。如:并粗接头不合格产生的长粗节,细纱做清洁时拍打而造成的飞花附入等。
1.2 纱疵出现的规律
按纱疵出现的规律可分为2类:随机性纱疵:随机产生的、零星出现的随机性纱疵,大多数无明显规律;突发性纱疵:突然发生的、大批出现的突发性纱疵,大多数有一定的规律。
1.3纱疵形成的原因
按纱疵形成原因可分为4类:1、因单位长度重量变异形成的纱疵如长片段重量变异形成的纱疵(错纬、粗经);短片段重量变异形成因的纱疵(条干不匀、竹节);2、因纱线捻度变异形成的纱疵:包括紧捻、弱捻、纬缩等;3、因纱线色差变异形成的纱疵:包括油经、油纬、锈经、锈纬、油花纱、布开花、煤灰纱、色经、色纬、花纬等;4、因纱线卷绕成形变异造成的纱疵:包括脱纬、稀纬、百脚等。
1.4 乌斯特纱疵分级仪
乌斯特纱疵分级仪将纱疵分为:1、纱疵的截面比正常纱线粗100%以上、长度在8cm以下的短粗节。短粗节分为16 级(A1、A2、A3、A4、B1、B2、B3、B4、C1、C2、C3 、C4、D1、D2、D3、D4);2、纱疵截面比正常纱线粗45%以上、长度在8cm以 上的长粗节。长粗节分为3级(E、F、G);3、纱疵截面比正常纱线细30%~75%、长度在8cm以上的长细节。长细节分为4级(H1、H2、I1、I2);4、纱疵截面比正常纱线粗150%~250%、长度在2cm以上的或纱疵截面比正常纱线粗250%~400%、长度在2cm以下的中纱疵。中纱疵分为4个等级(A3、B3、C2、D2);5、纱疵截面比正常纱线粗250%~400%、长度在2cm以上的或纱疵截面比正常纱线粗400%以上、长度在2cm以下的大纱疵。大纱疵分为4个等级(A4、B4、C3、D3);6、纱疵截面比正常纱线粗150%~250%、长度在2cm以上的或纱疵截面比正常纱粗250%以上、长度在2cm以下的有害纱疵。除A3、B3、C3、D2以外的都是有害纱疵。
2 有害纱疵的成因及控制措施
2.1 原棉质量
由于采购的原棉中棉结、籽屑、破籽、软籽表皮、僵片等疵点较多(特别是机采棉),各种棉结杂质在牵伸过程中会对纤维位移产生干扰,引起纤维的不规则运动,破坏牵伸区内的正常运动,致使条干恶化。运动中的疵点在牵伸时一般不会变小或变细,而是会在牵伸运动中包卷在纱条上,从而形成粗节。因此,原棉中这些棉结及杂质都会引发疵点增多。对于成熟度低,轧工质量差,短纤维含量高的原棉,有害纱疵也会因原棉质量问题而增多,给成纱整体指标的稳定带来不利影响,故原棉中回花用量不允许超过3%。
2.2 车间环境
生产车间回潮率过大时,会造成纤维吸湿增大,直径膨胀,强力增加,弹性变差,柔软性增加,相互间摩擦加大,产生静电的能力和电阻均降低。反之,纤维回潮率降低时,纤维放湿,直径减小,强力下降,弹性变好,相互间摩擦减小,产生静电的能力和电阻均增高。原棉的自身粘性对纱疵产生影响,纤维在牵伸,加捻及成形的加工过程中,粘性高的原棉在纺纱中易绕皮辊、绕罗拉、绕皮圈,污染棉条纱线通道,造成棉蜡积聚挂花或积花,影响部分棉条通行受阻,致使条干恶化,纱疵增多,增加停车次数,影响机台的生产效率及本工序产品质量。对此,车间温度控制方面要以“清梳放湿,粗并粗略吸湿,细纱略放湿,自络吸湿”的调节原则,严格进行控制。
2.3 设备器材机械状态及日常操作
2.3.1 设备器材机械状态
设备器材机械状态对纱疵影响显著,具体表现为:1、清梳工序打手作用不良,梳棉锡林、道夫、刺辊、盖板针布磨损,配套不合理;2、精梳工序锡林针布梳针断损,顶梳齿条挂花,个别挂花有时落人正常运动的棉网中,直接夹在精梳条中,形成粗节棉条,造成偶发性有害纱疵;3、并条机个别机台清洁绒布转动不良,致使绒布上的积花、尘杂易落人牵伸区,导致积花附人棉条中,造成常发性疵点粗细节、偶发性长粗节增多;4、粗纱机上下胶圈使用周期过长,表面过脏,部分胶圈出现龟裂,导致纱条在牵伸运动中出现不规范动作,上下胶圈转动速度不一致,龟裂胶圈处积聚短绒、尘杂而附人纱条,从而造成纱条粗细节和纱疵的增加;5、各部传动机件不灵活,传递动作没有准确到位,周期性器材不良,棉网有破洞、起皱等;6、各工序棉条纱线通道棉蜡过多,牵伸罗拉中心距、胶辊前后位置不合适,胶辊轴承损坏或缺油、硬度选配及直径不正确等。
2.3.2 日常操作
在日常生产中应加强操作管理,在接头、巡回、清洁时,要“精操细作”,加强巡回次数,增强一线值车工对各类疵点的识别与把关,并认真做好防疵捉疵工作。
2.4 工艺设计
主机设备及工艺参数确定后,各工序在工艺设计时要注意:1、工艺设计要符合对应设备的技术特征,根据设备构造原理和技术说明合理选择;2、工艺设计时严格控制各工序设备的设定速度、牵伸倍数、罗拉隔距、各部梳理隔距、除杂隔距、加压轻重、捻度、捻系数、捻缩率等工艺参数的设计;3、要确保各工序设备的完好状态,各工序纺机性能状态要达;4、工艺设计人员和维修人员要具有一定的技术水平,进行工艺优化和实践操作调整时,要熟知工艺设计标准及操作规程,维修人员能够熟练地按工艺设计要求完成各项实际操作,并能熟练处理本工序工艺实施中遇到的各种技术难题和突发性故障。
根据上述要点,生产中应不断地进行工艺小样数和工艺试验,选用最佳的工艺试验方案,具体可采取措施:1、精梳机的主要作用是排除一定长度内的短纤维,清除各种棉结、尘杂及不成熟纤维,提高精梳条中可纺纤维的比例,以减少精梳条及纱线中的短纤维、棉结,使精梳条更均匀光洁;2、严格工艺参数设计和工艺上机,并条、粗纱、细纱3个工序落实以“强化控制浮游纤维,提高纤维伸直度”为主的工艺参数。
2.5 质量控制原则
纱线质量控制过程中要时刻谨记“以原料为保障,以设备为基础,以操作为关键”,保证设备状态完好及周期性器材的运转质量,优化各工序工艺参数和工艺速度要结合实际,遵循“设备要服从工艺,工艺要服从质量,质量要服从客户”的原则。
3 超长纤维纱疵增多控制实践
3.1 生产问题情况
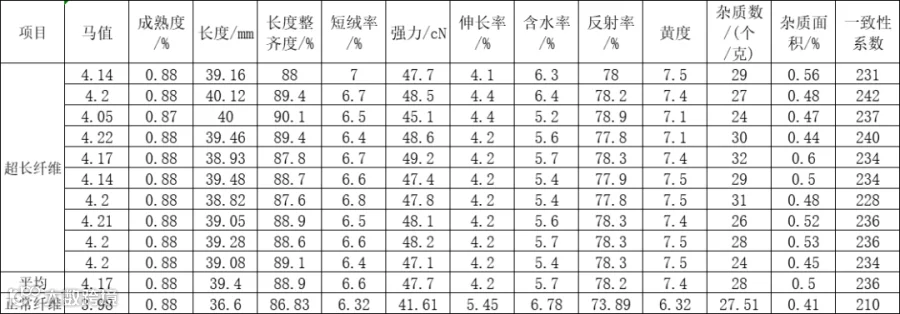
采用超长纤维鲁泰700Q品种棉花原料替代旧原料后,络筒100km纱疵从70个/(100km)增加至200个/(100km),鲁泰700Q品种与正常纤维主要质量指标对比见表1。
由表1可见,对比正常棉纤维质量指标,鲁泰700Q品种棉纤维的各项指标均表现较好。
表1 鲁泰700Q品种与正常棉纤维主要质量指标
3.2 原因分析及优化
为找出鲁泰700Q品种棉花原料替换旧原料后络筒100km纱疵增多的原因,从机型、锡林针布、精梳机钳板最大开口隔距、精梳机三角气流板开口等方面入手,通过实验,对影响刺纱疵的因素进行分析及优化。
3.2.1 不同机型实验
结合纱疵造成的原因分析得出,笔者判断某种机型可能存在缺陷,所以对不同机型进行对比试验。各工序试验机型见表2,不同机型络筒100km切疵数对比见表3。
表2 各工序试验机型
工序 |
实验1 |
实验2 |
实验3 |
实验4 |
实验5 |
精梳 |
E62 |
E62 |
E62 |
E62 |
E80 |
并条 |
RSB-D35 |
RSB-D35 |
RSB-D45C |
RSB-D45C |
RSB-D45C |
粗纱 |
FL100 |
FL100 |
JWF1415 |
JWF1415 |
JWF1415 |
细纱 |
K44 |
TH518J-27 |
TH518J-27 |
H518J-27 |
TH518J-27 |
表3 不同机型络筒100km切疵明细

由表2及表3可以看出,E80精梳机络筒100km切疵数明显高于其他机型,需进一步分析原因,针对性地改进。
3.2.2 新旧锡林针布替换试验
对新旧锡林针布所纺纱线络筒100km切疵数进行对比,实验条件见表4,实验结果见表5。
表4 新旧锡林针布实验条件
名称 |
旧针布 |
新针布 |
锡林针布 |
使用34个月 |
新锡林 |
落棉率(%) |
18.38 |
17.19 |
表5 新旧锡林针布实验测试数据
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
由表4及表5可见,更换新锡林针布后总切疵下降幅度达到51.26%,其中棉结下降47.96%,短粗节下降40.91%,长粗节下降60.08%。实验标明,旧锡林针布的锋利度达不到现在的质量要求,需要进行更换。
3.2.3 精梳机钳板最大开口隔距实验
为保证梳理效果,对精梳机钳板最大开口距离进行优化,试验条件见表6,试验结果见表7。
表6 精梳钳板最大开口隔距实验条件
名称 |
隔距1 |
隔距2 |
钳板最大开口隔距(mm) |
17 |
15 |
落棉率(%) |
15.19 |
15.15 |
表7 精梳钳板最大开口隔距优化前后络筒100km切疵数对比
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
由表6及表7可见,钳板最大开口减小后总切疵下降41.82%、棉结下降30.37%、短粗下降51.26%、长粗62.62%,说明开口减小握持增加后梳理效果更好。
3.2.4 精梳机三角气流板开口大小实验
E80精梳机纺长绒棉市场存在棉网破洞、破边、起皱问题,立达纺织器材有限公司从、多次调试未果,该问题是E80的1个设计缺陷。为解决该问题,笔者公司通过加装调节板(见图1),将三角气流板(导流装置,专利号:ZL2020 2 1965522.5)开口从55mm调节至4mm,棉网破洞、破边、起皱问题得到解决。
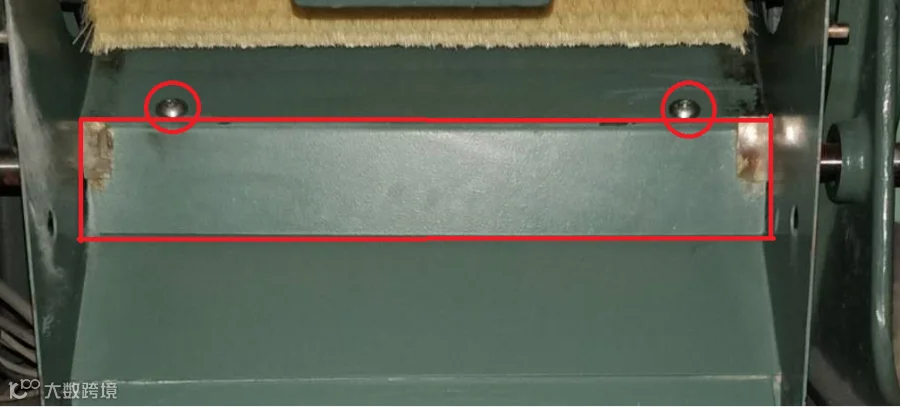
图1 加装调节板
对改装前后的不同三角气流板开口进行了测试,试验结果见表8。三角气流板开口大小优化后络筒100km切疵数对比见表9。
表8 三角气流板开口实验
名称 |
改装前 |
改装后 |
三角气流板开口(mm) |
55 |
4 |
落棉率(%) |
15.11 |
14.93 |
表9 三角气流板开口大小优化前后络筒100km切疵数对比
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
由表8及表9可见:减小三角气流板开口总切疵下降62.47%、棉结下降80.8%。棉网破边、起皱产生原因是三角气流板开口过大在棉网搭接接近结束时锡林梳理针条刚好转到上方后,三角气流通道成完全打开状态,同时负压也升到最高,这时搭接的纤维在负压的作用下开始变得混乱,前后不能顺利完成搭接。
3.2.5 精梳机搭接刻度优化
精梳机搭接刻度优化对比表10。
表10. 精梳搭接长度实验
搭接长度 |
落棉率 |
棉网状态 |
备注 |
+0.15 |
15.56% |
棉网有破洞 |
|
+0.25 |
14.21% |
棉网没有破洞,但纤维混乱 |
|
+1 |
15.13% |
棉网外观较好 |
|
+1.5 |
20.02% |
棉网外观较好 |
随着分离罗拉输出时间的逐步延迟,梳理后的纤维不能及时输出,在锡林的带动下有效长纤维被带入落棉通道,所以造成落棉率得增加。 |
+2 |
100% |
棉网不能输出 |
分离罗拉没有棉网输出,输入纤维全部进入落棉。 |
结合表10所述棉网状态及落棉率表现,确定搭接为+1。
搭接刻度优化后的精梳棉卷、台面及落棉的AFIS测试结果对比见表11。
当落棉率15.13%时,经过精梳机梳理后短绒率降低14.89%,短绒增长率降低46.07%,在可控范围内。
表11 棉卷、台面条及落棉AFIS测试结果对比
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.2.6 精梳机牵伸罗拉中心距优化试验
3.2.6.1 精梳条AFIS测试
设定4中牵伸罗拉中心距进行优化试验,分别为44mm,47mm,49mm,51mm,用于鲁泰700Q品种棉花纺织的9.7tex长绒棉纱线。不同牵伸罗拉中心距的精梳条AFIS测试结果对比见表12。
表12 不同牵伸罗拉中心距的精梳条AFIS测试结果对比
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
当精梳机的牵伸罗拉中心距为:45mm、47mm、49mm、51mm时,短绒增长率分别下降了1.08%、2.20%、9.64%。
短纤维通过牵伸减少的原因:1、在牵伸过程中纤维进一步伸直,同时纤维向单根纤维方向发展,短纤维在运动过程中脱离长纤维进入吸风通道;2、在牵伸过程中纤维的弯钩减少,纤维长度变长,原达不到有效长度的纤维有可能通过拉伸后达到了有效纤维的标准,所以牵伸区有清除短绒的作用。
3.2.6.2 成纱测试
在实际生产中,罗拉中心距设定45mm时,棉条出现间接牵伸不开,所以小于47mm罗拉中心距不能应用于实际生产。对47mm、49mm和51mm牵伸罗拉中心距的精梳条进行了纺纱试验,管纱测试结果如表13,筒纱测试结果对比见表14。
表13 管纱测试数据
项目 |
47mm罗拉中心距 |
49mm罗拉中心距 |
51mm罗拉中心距 |
CVm/% |
11.98 |
11.49 |
11.49 |
CVb/% |
1.4 |
2.5 |
2.5 |
-30%细节 |
650.8 |
728.3 |
700.7 |
-40%细节 |
33.3 |
34 |
29.8 |
-50%细节 |
0.5 |
0.8 |
0.5 |
+35%粗节 |
89 |
82.1 |
82.2 |
+50%粗节 |
7 |
6.3 |
6.3 |
+70%棉结 |
1.3 |
0.4 |
2 |
+140%棉结 |
110.8 |
107.7 |
104.3 |
+200%棉结 |
29.5 |
31 |
32 |
+280%棉结 |
9 |
9.4 |
7.8 |
+400%棉结 |
1.5 |
1.7 |
1.8 |
纱线断裂强力 |
280.2 |
278.1 |
284.8 |
表14 不同牵伸罗拉中心距筒纱测试数据
项目 |
47mm罗拉中心距 |
49mm罗拉中心距 |
51mm罗拉中心距 |
CVm/% |
11.51 |
11.53 |
11.34 |
CVb/% |
2.2 |
2.1 |
1.9 |
-30%细节 |
734 |
734.9 |
669.5 |
-40%细节 |
37.3 |
32.5 |
27 |
-50%细节 |
0.5 |
0.6 |
0.1 |
+35%粗节 |
93.8 |
93.8 |
83.3 |
+50%粗节 |
7.8 |
8.1 |
7 |
+70%棉结 |
0.9 |
1.8 |
1.1 |
+140%棉结 |
124.5 |
130.6 |
118.5 |
+200%棉结 |
36.4 |
37 |
35.5 |
+280%棉结 |
11 |
10.4 |
10.8 |
+400%棉结 |
3.1 |
2.1 |
2.4 |
纱线断裂强力 |
283.6 |
285.1 |
288.2 |
从表13及表14可见通过成纱结果可以得出精梳机牵伸罗拉中心距应当偏大掌握,可以避免在牵伸过程中造成纤维断裂,减少有害的短绒的行程。纱线粗细节的数量减少,所以纱线强力增加。
3.2.6.3 络筒100km切疵数测试
不同牵伸罗拉中心距地络筒100km切疵数对比见表15。
表15 不同牵伸罗拉中心距地络筒100km切疵数对比
纱疵类型 |
47mm罗拉中心距 |
49mm罗拉中心距 |
51mm罗拉中心距 |
总切疵 |
29.1 |
25.7 |
25.3 |
棉结 |
9.3 |
6.7 |
7.5 |
短粗 |
10.1 |
10.9 |
14.6 |
长粗 |
7.6 |
4.6 |
3.1 |
细节 |
0 |
0 |
0 |
支偏 |
2 |
3.3 |
0 |
由表15可见,随着牵伸罗拉中心距增加,精梳条中短纤维数量减少,络筒100km总切疵数也减少。
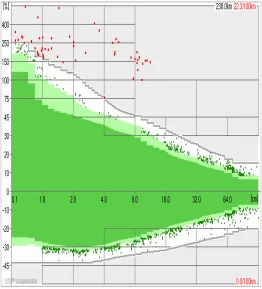
3.2.6.4 纱体图分析
不同牵伸罗拉中心距超长纤维纱线纱体。
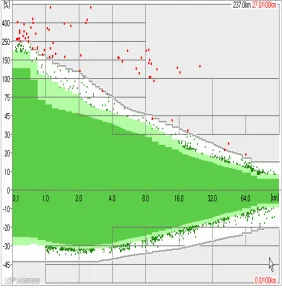
a) 47mm
b) 49mm
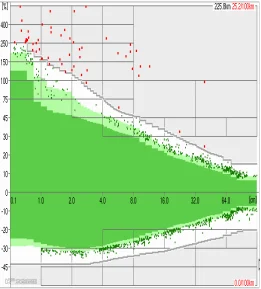
c) 51mm
图2 不同牵伸罗拉中心距超长纤维纱线纱体
由图2可以看出,相较于牵伸罗拉中心距为47mm时,当牵伸罗拉中心距为51mm时,长度1-2cm的-30%细节明显减少,不同牵伸罗拉中心距的3种纱体,在4cm、8cm、16cm、32cm处的粗节与细节出现对应现象,通过此现象初步断定为并条机罗拉中心距不适合当前的纤维特性。
3.2.6.5 纱疵分类统计
不同牵伸罗拉中心距超长纤维纱线的纱疵分类统计见表16。由表16可以看出,随着精梳机牵伸罗拉中心距逐步增大,大于+45%的粗节、小于-30%的细节同时减少;小于+45%的粗节、大于-30%的细节相应增加。减少的粗细节属于直径较大和较小的有害粗细节,在布面上容易产生疵点,所以应尽量减少;增加的粗细节直径接近于正常纱线,在后工序使用过程中相对危害较小。
表16 纱疵分类统计
粗细节大小/% |
长度/(cm) |
47mm罗拉中心距 |
49mm罗拉中心距 |
51mm罗拉中心距 |
粗细节分布数量(个/十万米) |
||||
+150 ~ +250 |
0-1 |
27.1 |
18.7 |
25.6 |
+100~ +150 |
0-1 |
|
|
|
1-2 |
1.8 |
1.2 |
0 |
|
2-4 |
0.1 |
0 |
0 |
|
|
|
0-1 |
334.5 |
322.9 |
329.7 |
1-2 |
7 |
5 |
5.7 |
|
2-4 |
1.4 |
0.7 |
0.2 |
|
+45 ~ +75 |
2-4 |
36.2 |
29.3 |
30.8 |
4-8 |
1.6 |
1.6 |
1.2 |
|
+30~ +45 |
4-8 |
260.5 |
273.6 |
294 |
8-16 |
8.4 |
10.6 |
12.8 |
|
-20 ~ -30 |
4-8 |
3192.4 |
3337.9 |
3452.2 |
8-16 |
391 |
411.9 |
466.4 |
|
16-32 |
18.4 |
19.6 |
22.8 |
|
32-64 |
0.2 |
0.7 |
0.2 |
|
64-128 |
0.2 |
0.2 |
0 |
|
|
|
1-2 |
52.7 |
42 |
42 |
2-4 |
72.3 |
73.3 |
74 |
|
4-8 |
11.2 |
10 |
6.7 |
|
8-32 |
0.5 |
0.5 |
0.4 |
|
4 总结
4.1 在实际生产中,应从分析纱疵的形成原因入手,根据纱疵的分类对出现的纱疵进行比较,对各类纱疵的危害性进行评估。
4.2 通过多次实验确定精梳机(E80)设计缺陷是超长纤维纺纱纱疵增多的主要原因。
4.3 对精梳机皮辊、梳理定位等进行优化后,纱疵有不同程度的减少,但相较于精梳机(E62)相比较还是偏多,通过加装调节板,对三角气流板的形式进行改造后,精梳机三角气流板考口大小从55mm缩至4mm,纱疵数量也达到正常水平。
4.4 对工艺进行优化后,超长纤维纺纱的纱线质量也进一步得到提高。其长度为1cm~2cm的-30%细节明显减少,细节的减少可以降低最小强力的弱接。