


本文发表在2008年出版的第14期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
纯羊绒精梳制条的研究
罗佩芬 (上海市纺织科学研究院)
0 前言
羊绒是特种动物纤维中最为珍贵的纺织原料之一,产品手感柔软滑糯,保暖性强,外穿颇显高贵大气,贴身穿着也极舒适,不会引起过敏等不适感。
羊绒纤维长度较短,细羊绒的长度一般在30~40 mm之间,如果分梳不当,长度还会更短,所以过去一般多用粗梳毛纺系列设备加工,纺纱支数也不高,用国产粗纺设备加工,最高支数为Nm16/1~18/1,用进口粗纺设备加工,也就是Nm30/1左右,而且还要配用长度较长和整齐度较好的羊绒原料。
精纺绒纱的纱线结构截然不同于粗纺纱,它经过梳理及多道并合牵伸,纱线内纤维排列整齐,有较高的平行度,纱线表面光洁,可纺支数可达Nm26/2~80/2,甚至可更高。用高支精纺羊绒纱制织的羊绒杉或羊绒精纺面料,经过整理后,不仅能获得较好的手感和绒面,而且织纹清晰,产品轻薄,用料少,所以如何合理使用原料制成市场需要的轻薄型产品,取得更多的效益,将是我们纺织工作者的努力目标,因此必须要进一步对羊绒进行精梳加工方面的研究。
分梳后的无毛绒平均细度一般在15μm左右,粗的也在16μm以下,用精纺系统加工,当纺Nm80/1纱时,纱线截面纤维根数在50~60根左右,高于精纺纱截面纤维极限根数35~40根,这说明羊绒纺告支纱是完全可能的,所以羊绒精纺加工无疑是提高产品档次,增加产品附加值的正确方向。
羊绒精纺加工的关键是将羊绒单独梳制成适于精纺加工的纯羊绒条,随后根据产品的不同要求将纯羊绒条与其他纤维的精梳条在前纺混合,制成任意比例的产品,也可将羊绒条单独纺制成各种细度的纯羊绒纱。纯羊绒条在生产过程中产生的精短、回丝等下脚仍然是很高档的纺织原料,可以在粗纺羊绒制品中得到合理的利用。
1 工艺流程及设备选用
1.1 工艺流程
要将羊绒无毛绒加工成羊绒条,其工艺流程应基本上与羊毛制条或兔毛制条基本一致,即:开松→和毛加油→梳毛→两道预并→精梳→3~4道理条。
1.2 设备选用
设备的选用是根据所加工纤维纱的特性来决定的,同时还必须考虑到所选用设备的改造可能性及工艺参数的调节范围,经分析研究,认为羊绒无毛绒的长度特征与兔毛基本相似,所以决定在原兔毛精梳制条设备上进行试纺。
经过反复的探索试验,并根据无毛绒本身特性,决定选用棉毛混合型的设备组合来梳制纯羊绒精梳条,选用设备如表1。
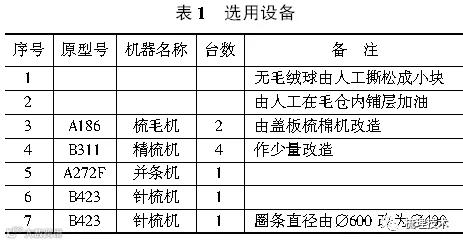
改造后的该套设备,经过多年的生产考验,不仅梳制的纯羊绒条质量优于多数同行业产品,而且还出口日本、欧洲等国,还与上海第六毛纺厂及外地多家厂合作,制成高支纯羊绒轻薄型衬衫面料及羊绒与羊毛混纺女衣呢和男士西装面料,证明这套设备梳制纯羊绒条是完全可行的。
1.3 设备改造和机械工艺参数
1.3.1 无毛绒的开松
购入的羊绒无毛绒成球状,十几只球或二十几只球一起装于尼龙袋内,每袋重量为十几千克或二十几千克不等。其纤维状态完全呈单纤维,且含粗含杂均在0.2%以下,如此状态原料如果再行机械开松必然造成纤维损伤。羊绒除细度外其长度是决定羊绒价格的主要因素,1mm的长度差异能影响羊绒价格数万元,所以对羊绒无毛绒不再施予机械开松,而改为由人工把它拉成小块,以保护羊绒的每一毫米长度。
1.3.2 加油和毛
出于与开松同样目的,扯松后的羊绒无毛绒不经和毛机加油,而是在毛仓内由人工铺层加油,闷仓16~24 h后倒仓待用。
1.3.3 梳毛机
羊绒无毛绒极为松散,几乎没有什么杂质,但单纤维强力低,长度远短于羊毛,且表面鳞片端部紧贴于毛干上,所以羊绒纤维表面光滑,纤维间抱合力小(但优于兔毛),成网成条困难。
(1)根据羊绒纤维的这些特性,无论选用棉纺或毛纺梳理设备都必须加以研究改造,才能满足加工纯羊绒的要求,重点需要解决以下两个问题。
①开松及梳理机械必须减弱打击力和梳理力,取消除草除杂机构,尽量减缓作用力,减少纤维损伤。
②由于羊绒抱合力差,出机毛网尚未到达集束罗拉早已破碎荡毛,难以成条,所以必须加装集束控制机构,使羊绒毛网一剥离道夫就能得到有效控制集束成条,并被传输进入条筒。
(2)把盖板梳棉机改为罗拉梳毛机,首先是因为罗拉的梳理作用比较缓和,而且适于梳理较长的纤维和长度离散较大的纤维。其次是因为梳棉机的机幅为1m,对梳理小批量多品种的特种动物纤维较为合适,其主要改造措施如下。
①设计新的圆墙板,把盖板梳理改为4对工作罗拉梳理,以减少长纤维损伤。
②在喂入部分增装胸锡林和两对工作罗拉,即增加了一个预梳区,对纤维的梳理作用可随开松度的增加由弱到强逐步增加,有利于减少纤维损伤。
③把交流电机改为变频电动机,使梳毛机无级变速,以适应羊绒的梳理。
④暂不安装自动喂毛斗,用人工称重,在输毛帘上定量定面积铺层喂入,保证喂入均匀。
⑤在大锡林及胸锡林上加装两个独立的罩壳,以有效控制锡林表面的附面层气流,使羊绒纤维顺利地分梳转移,出机毛网均匀。
⑥改造出条机构,使羊绒毛网一剥离道夫就得到有效的集束控制,最后被顺利输入条筒。
改造后的梳毛机工艺结构示意图见图1。
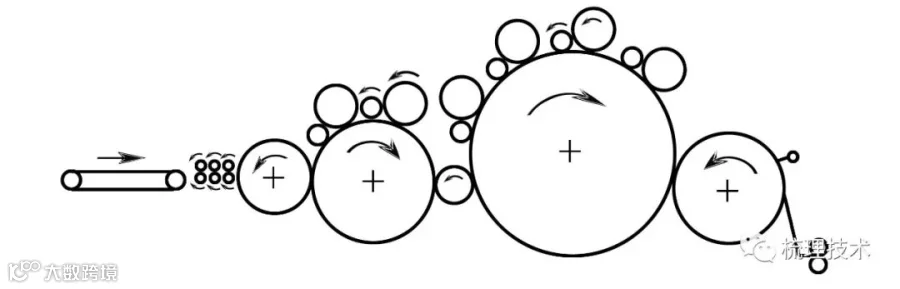
图1 改造后的梳毛机工艺结构示意
1.3.4 A272F罗拉并条机
A272F为棉型中长并条机,牵伸部分为三上三下双区牵伸,隔距可根据原料长度而调节,最大总隔距为160 mm,中间有压力棒,可有效控制短纤维,所以牵伸部分完全能适应羊绒纤维平均长度不长而最长长度和有效长度又较长的原料。出条速度为60~80 m/min,降低车速可减少静电产生,从而也减少纤维绕皮辊现象的发生。
1.3.5 B311型精梳机
精梳机是羊绒制条的关键设备,它对羊绒条的质量以及制成率有决定性的影响。B311毛型精梳机原来就适用于像羊毛型长度离散大的原料,所以无须作大的更动,仅作如下改进。
(1)为提高羊绒条制成率,尽可能缩小精梳机拔取隔距,以机件不碰为限。一般拔取隔距为20~22 mm,根据原料平均长度及羊绒条的最终用途不同而有所不同。
(2)由于羊绒长度短,抱合力差,喂入精梳机的羊绒条只能装在条筒内以筒形式喂入,所以把精梳机的喂入架做成平台型,使喂入精梳机的绒条在平台托持下逐步向前,这样可完全防止进条断头。
1.3.6 针梳机(B432、B423)
B432型和B423型前纺针梳机喂入和出条均为条筒形式,所以用作羊绒与抱合力差的特种动物纤维较为合适,但必须尽可能缩小前隔距,以机件不碰为限,以改善出机绒条的条干均匀度。
改造B423型针梳机的圈条机构,把ø600 mm的圈条条筒改为ø400 mm,以符合末道羊绒条的包装需要。
2 纯羊绒制条的工艺设计与试验
2.1 原料
山羊绒按其色泽分白绒、红绒、紫绒和青绒,不同绒分梳后按其平均长度共分五个等级,从优级至四级,品质指标见表2、表3。
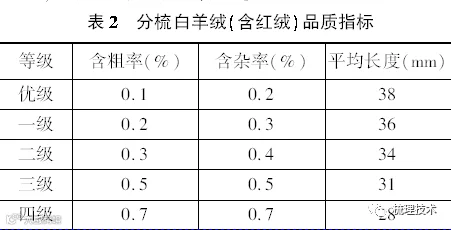
表3 分梳紫羊绒(含青绒)品质指标
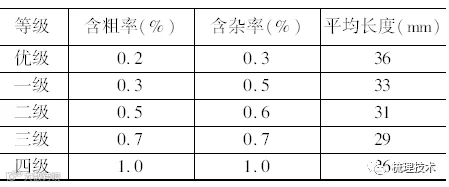
由于该套设备工艺调节范围大,所以表上所列五个等级的无毛绒都可以制成相应级别的羊绒条,只是平均长度短的绒条制成率比平均长度长的绒条制成率要低。曾经为杭州某粗纺厂从硬回丝中提取可用羊绒纤维,白绒硬回丝经开松后,精梳制成率在30%左右,紫绒硬回丝开松后精梳制成率在40%~45%。此类精梳绒条与精梳棉条以50/50的比例混和,纺制Nm60/2绒棉纱,加工成T恤,经后整理,手感极佳,非常畅销。
另外很重要的一点是用于精纺加工的无毛绒含油不能超过1.2%,最好控制在0.8%左右。
2.2 和毛加油
2.2.1 和毛油剂的选择
羊绒纤维表面光滑,纤维间抱合力小,单纤维强力低,而且极易产生静电。根据羊绒纤维的这些特性,和毛所加油剂必须有较好的润滑性,以减少纤维在加工过程的断裂损伤,又必须具有较好的摩擦力,使纤维容易集束成条,另外还要减少纤维在加工过程中静电的产生。首先对各种和毛油进行试纺筛选。根据试纺情况,最后采用的和毛油是日本产的Cumalon P,抗静电剂也是日本产的Elimina 505。后来得知原中国纺织大学也生产用于羊绒的和毛油及抗静电剂,经试用加工过程也较顺利,而且价格远低于进口油剂,后来就改用了国产油剂。
2.2.2 油剂及水的加入量
和毛油及抗静电剂的加入量应根据无毛绒的含油确定,水的加入量应根据无毛绒回潮率、天气、季节不同而变化,其范围列于表4。
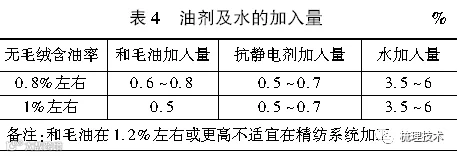
待加工的羊绒在毛仓内按配毛比例分别铺层加油,然后“养生”24小时,每隔12小时挑动和搅拌一次,使混料的回潮和含油均匀基本一致,从生产实际情况看,“养生”在36~48小时的混料加工更为顺利。
2.3 制条工艺
2.3.1 梳毛机的工艺隔距
梳毛机工艺隔距列于表5。
表5 梳毛机工艺隔距

2.3.2 梳毛机机件规格及针布型号
梳毛机机件直径、转速、线速及针布规格型号见表6。
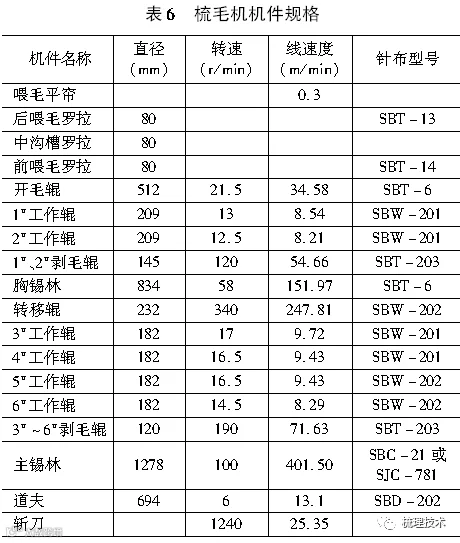
两台梳毛机最初包的全是梳理羊毛的针布,但因羊绒纤维短而细且弹性差,所以在梳理过程中,若上机混料回潮稍高,纤维常沉于针布根部,产生绕锡林现象,无法较长时间正常运转,后把一台锡林改包SBC-21针布,SBC-21针布的齿高为3.2 mm,工作角为83°,而毛纺SBC-202针布的齿高为3.8mm,工作角为78°,改用SBC-21针布后,齿高低了0.6 mm,工作角大了5°,所以纤维在针布间就易于起出和转移,解决了锡林绕毛问题。如果能把上机羊绒混料的回潮控制得低一些,大锡林上SBC-202针布也是可用的。
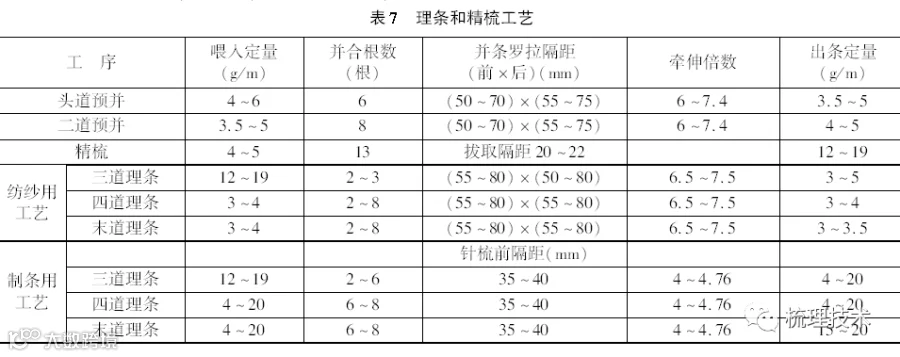
2.3.3 理条和精梳工艺
羊绒纤维长度短,抱合差,虽然细度较细,具有纺高支纱的前提,但要把它纺制成条干均匀的高支纱,首先要把羊绒散纤维制成优质绒条。在制条各工序要尽量减少纤维扩散,提高条干均匀度。在精梳工序必须将其中的短绒和毛粒去除,在理条工艺上宜采用“小隔距,小牵伸,轻定量”的工艺原则,有效控制纤维运动,防止毛粒增加,减少意外牵伸,提高毛条质量。理条和精梳工艺列于表7。
3 羊绒制条小试生产线的生产应用
全部采用国产设备,并进行部分设计改造的纯羊绒制条小试生产线运转已经多年,应用户的要求,生产了纯羊绒条40吨,大部分出口。纺制纯羊绒精纺纱、羊绒羊毛混纺纱、绒棉混纺纱、驼绒、牦牛绒等纯纺和混纺纱100多吨。
该套设备适纺范围广,不仅能梳制优级、一级长度较长的无毛绒成为该级别的纯羊绒条。如在设备与工艺上略作调整,也能纺制二至四级较短长度无毛绒成为该级别的纯羊绒条。
3.1 天津水洗无毛绒小样梳条试验
天津畜产进出口公司曾是我国计划经济时期唯一能出口羊绒的企业。当时出口的是过轮绒,即没有分梳过的原绒,后来企业办了分绒厂,以无毛绒替代过轮绒出口,所以该公司派员来沪联系,首先要求小样试纺绒条。绒条定量为15 g/m。因是先锋小样试纺,总投料仅为34 kg。
3.1.1 天津水洗无毛绒原料及成品条质量
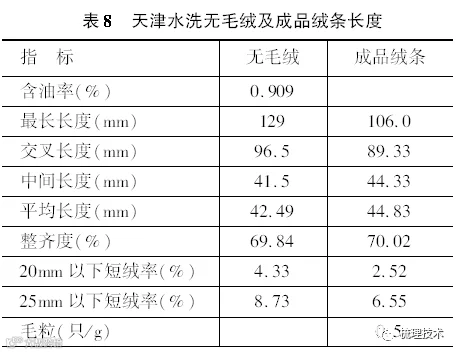
天津水洗无毛绒及成品绒条长度见表8。
天津羊绒成品条质量如下:绒条定量15.48 g/m,绒条重量不匀率1.29%,成品条纤维平均长度44.83 mm,成品条毛粒0.5只/g。
3.1.2 天津无毛绒梳条制成率
总投料34 kg,成品条27.61 kg,回毛0.76 kg,精短4.53 kg,车肚0.15 kg,梳条制成率81.21%(如扣除回毛则制成率应为83.06%),精短率13.32%,风耗率2.79%。
对试纺结果天津畜产公司颇为满意,随后即要求批量加工绒条出口,末道绒条定量为15 g/m。
3.2 天津纯羊绒条的梳理
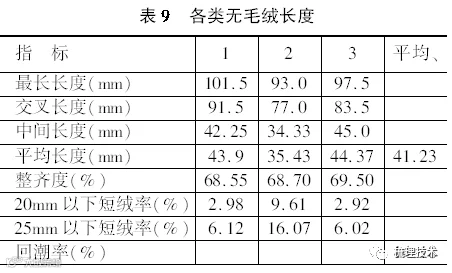
天津送来梳条白绒数量较多,有十多吨,所以批号也多,为了保证所生产绒条质量自始至终能保持基本稳定,所以我们把各批无毛绒长度进行测定,把众多原料按长度分成若干类,投料时按类配毛,然后加油和毛。三类水洗无毛绒的长度列于表9。
上述原料经配毛后加入和毛油Cumalon P 0.8%,抗静电剂Elimina 505 0.6%,水4%,闷仓养生24小时,经梳条加工后成品条质量列于表10。
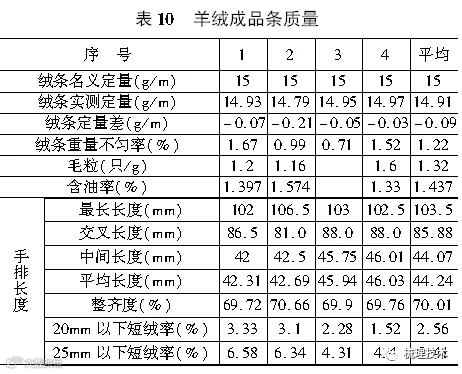
从表10可看到,羊绒经梳条后,去除了部分短绒,所以绒条的平均长度一般比原料的平均长度增加了2 mm左右,整齐度和短绒率也改善1%~2%。
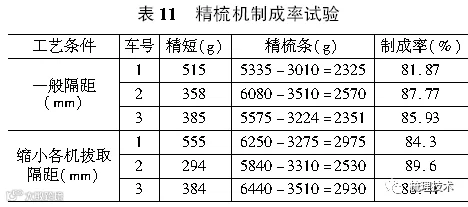
3.3 精梳机拔取隔距对梳条制成率的影响
精梳机的拔取隔距是影响梳条制成率的关键因素之一,一般来说,缩小精梳机拔取隔距1~2 mm,制成率均有明显提高,表11是梳制羊绒条时精梳机拔取隔距对精梳制成率的影响试验。但是必须注意的是,制成率也不能提得太高,把应该去除的短绒留在绒条内,这将严重影响成品条质量,应该是在保证羊绒成品条质量的前提下尽量提高绒条制成率。
4 结语
全部采用国产设备,并对部分设备进行设计改造的特种动物纤维生产线,用于梳制纯羊绒条,经过十多年的生产运转,产品质量已得到市场认可。
这套设备是国产棉毛混合型的羊绒制条生产线,它具有毛纺设备的特性,对纤维梳理较缓和,能保护长纤少受损伤;并又有棉纺设备的特点,能有效控制短纤维运动,改善条干均匀度。而调节范围大,能梳制从优级至四级五个级别的无毛绒,成为该级别的羊绒成品条,绒条质量完全符合后道生产要求。该设备梢作调整后还能梳制驼绒、牦牛绒等绒条,也可在后纺车间由绒条直接纺制各种支数的绒纱。

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平、刘古立先生先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行三千多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!