


本文发表在第25期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
《立达纺纱手册》精梳篇解读
刘荣清(上海纺织工程学会专业委员会)
孟进 (杭州二棉纱线有限公司)
1 精梳工序的作用和特点
经精梳工序可显著提高成纱质量,特别是成纱的条干均匀度、强力、减少毛羽和棉结杂质,并可减少成纱捻度和断头率,增加光泽,从而改善织物的外观、平整度、手感和强度。高端纺织品一般均需要采用精梳工艺。
精梳工艺需增加精梳准备和精梳机。特别是间歇工作方式的精梳机产量较低,价格较高,精梳工艺还会增加落棉,加大用棉量,致纺纱成本增加,一般每千克纱线增加近0.3美元。
此外经精梳后,因排除短绒,细度增加,马克隆值稍增。精梳条因纤维伸直平行度提高,抱合力降低,棉条在引出时容易产生意外牵伸或断裂。
2 精梳加工分类和落棉率
2.1 精梳落棉率对成纱质量的影响
精梳主要用于排除短绒,并附带排除棉结和杂质。排除短绒的效果如图1。
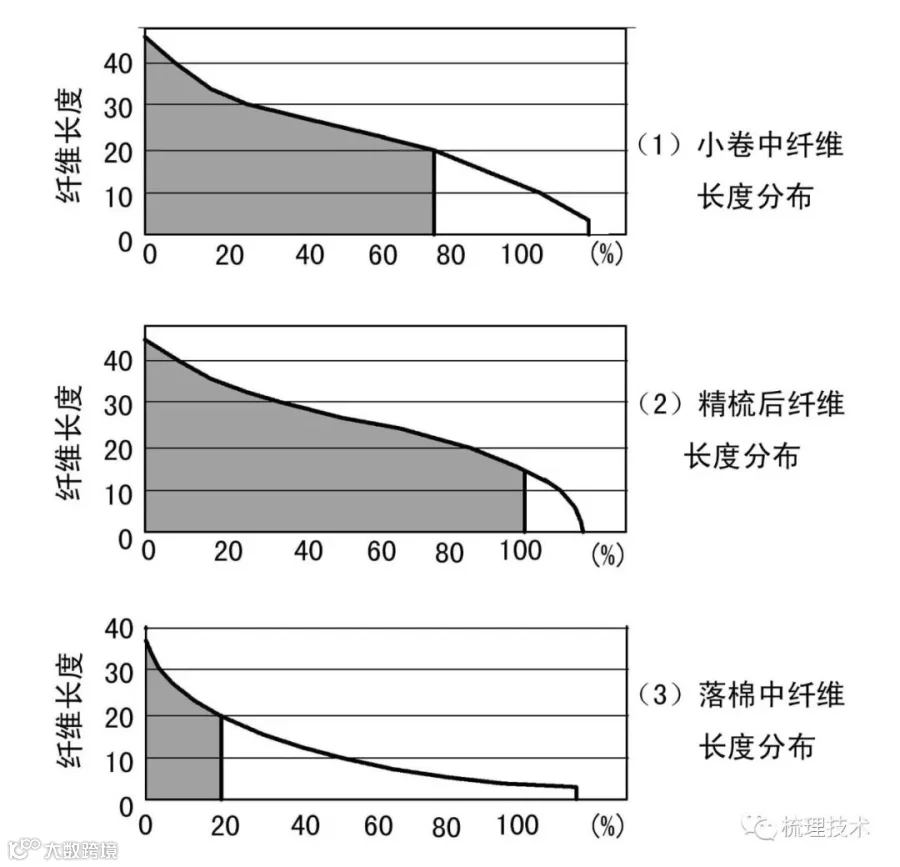
图1 纤维长度分布排列
同种原棉,不同精梳落棉时,精梳落棉率与成纱质量的关系见图2。
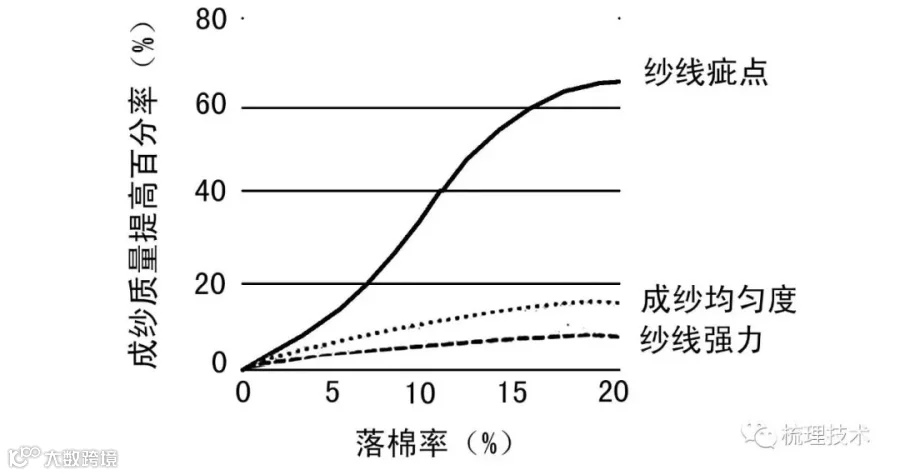
图2 质量指标与落棉率的关系
由此可见,纱线强力和条干均匀度随落棉率增加而提高,提高程度不大,但对成纱疵点改善幅度很大,落棉率在10%时,成纱疵点也有明显减少。
2.2 精梳加工分类
(1)长绒棉:
采用纤维长度长、短绒和杂质含量低的长绒棉,多数加工特细tex纱,设定落棉率较高,一般在18%~22%。超高端精梳纱可>22%。
(2)细绒棉:
采用普梳纱或等级稍高的原料,精梳落棉率一般为12%~18%,通常加工细特纱。
(3)半精梳:
一般将精梳落棉率8%~12%的棉纱称作半精梳纱,常用于加工粗、中特纱和对疵点要求较高、其他指标要求不高的细特纱和转杯纱,并实行高速重定量。
3 影响精梳生产的主要参数
3.1 原料
纤维类型,纤维细度(马克隆值),纤维长度均匀度或短绒百分率,纤维刚度,纤维中棉结、杂质含量,纤维回潮率。
3.2 小卷质量
3.2.1 小卷纤维伸直平行度
小卷纤维平行度差,纤维纵向定位紊乱,将导致精梳时长纤维随落棉一起排除,并增加梳理负荷,纤维损伤,纤维损失。精梳落棉量随纤维伸直平行度的减少而呈线性增加。然而,纤维平行度太高,将使棉网控制力迅速减少。将不能把棉结阻止在小卷中,部分棉结也会通过顶梳,从而使产品棉结上升,这种现象可称作小卷的自清洁作用。纤维平行度过高的第二个缺点是小卷退绕时棉层粘连,使小卷毛羽骤增,而且影响小卷定量,需减轻。
纤维的伸直平行度取决于梳棉机至精梳机的牵伸倍数和棉条的并合数。
3.2.2 小卷定量
小卷定量大,钳板对棉层的握持效果好,但梳理负荷大,针布不易穿透棉层,被钳板握持的棉层上部可能得不到有效梳理。如上所述,如小卷定量小,棉网控制力减少,自清洁作用减弱,对棉结不利,且影响设备生产率。小卷定量需在产品质量和生产率之间,作出合理的选择,一般细绒棉小卷定量在72~80 ktex,长绒棉在64~74 ktex。
3.2.3 小卷均匀度
小卷棉层横向越均匀,钳板对棉层握持效果越好。最有效的方法是增加精梳准备的并合数,但并合数过大,必然要增加总牵伸倍数,从而使小卷伸直平行度提高,棉层纤维抱合力不足,生产小卷毛羽增加,以及棉结的自清洁效果下降。
3.2.4 小卷中纤维的弯钩方向
生条中有50%以上的后弯钩纤维,梳棉至精梳的设备道数必须呈偶数才可保证喂入精梳机后能有效梳开后弯钩纤维。弯钩纤维不仅影响纤维的伸直平行,而且形成棉结,增加锡林和顶梳的负荷。
纤维弯钩的数量和形态还取决于纤维的刚度,刚度与纤维的马克隆值呈三次方关系;粗度不同,弯钩的形态也不一;细长比短粗的纤维会生产更多的弯钩和棉结。
3.3 精梳工艺参数
3.3.1 给棉方式
前进给棉是指当钳板向分离罗拉运动时,将棉层喂向钳板。后退给棉是指钳板在后退过程中给棉。
采用后退给棉时,落棉率随给棉长度的增加而增大,而前进给棉时,落棉率随给棉长度的增加而减小;因此一般认为后退给棉方式,锡林对纤维的梳理次数多,对减少棉结杂质有利,对质量要求不高的品种,可采用前进给棉,以获得较高的产量。
3.3.2 每钳次喂棉量
每钳次喂棉量(mm)影响精梳机产量、精梳质量(特别是棉结、杂质)和落棉率,因此,质量要求越高,应设置较低的给棉量。一般每钳次给棉量与纤维长度间呈近似相关,图3可供选择参考。
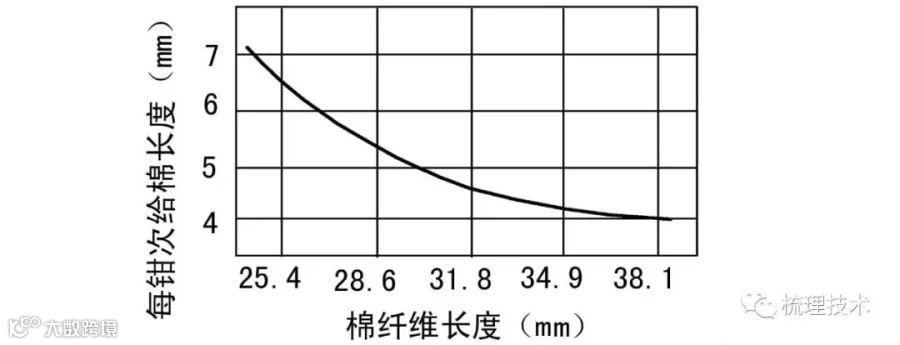
图3 每钳次给棉长度的选择
3.3.3 分离隔距
钳板最前位置时钳口到分离罗拉钳口的距离,称为分离隔距,俗称落棉隔距。隔距大,落棉高,反之则低,它是调整落棉的主要工艺。
分离隔距一般在15~25 mm,根据产品要求设定,而原棉的变化,常会引起落棉率的波动。
3.3.4 针齿密度
锯齿整体锡林已广泛使用并形成产品系列,适合各种产品要求,顶梳的梳针具有扁平的横截面和弯曲的要求,已开发双排顶梳和自清洁顶梳等新产品,梳针密度一般为23~32齿/cm。当落棉要求少时,常用较小的齿密。
3.3.5 顶梳插入深度
顶梳插入深度增加0.5 mm,落棉率约增2%。可加大棉结杂质的排除,但插入过大,会干扰接合过程纤维的运动,导致棉网不匀。
3.3.6 须丛接合
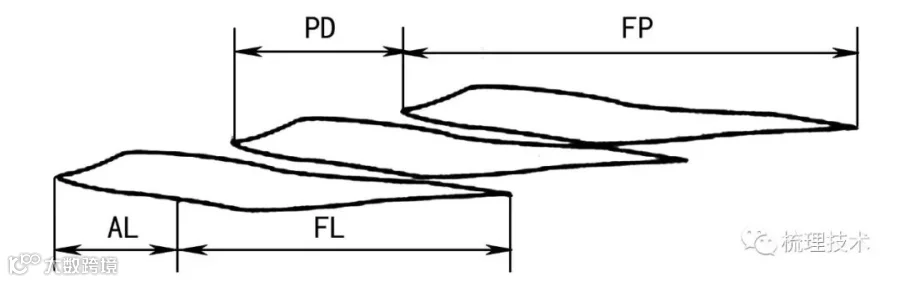
图4 须丛截面结构
图4,它是间歇周期性工作所致,由此形成周期性粗细变化的精梳条,具有波形特征。
波长L=接合长度×总牵伸倍数
搭接波波长约30~25 mm。经并条机的牵伸和自调匀整,台面棉条波长增加,波幅减少,CV%降低,如图5所示。
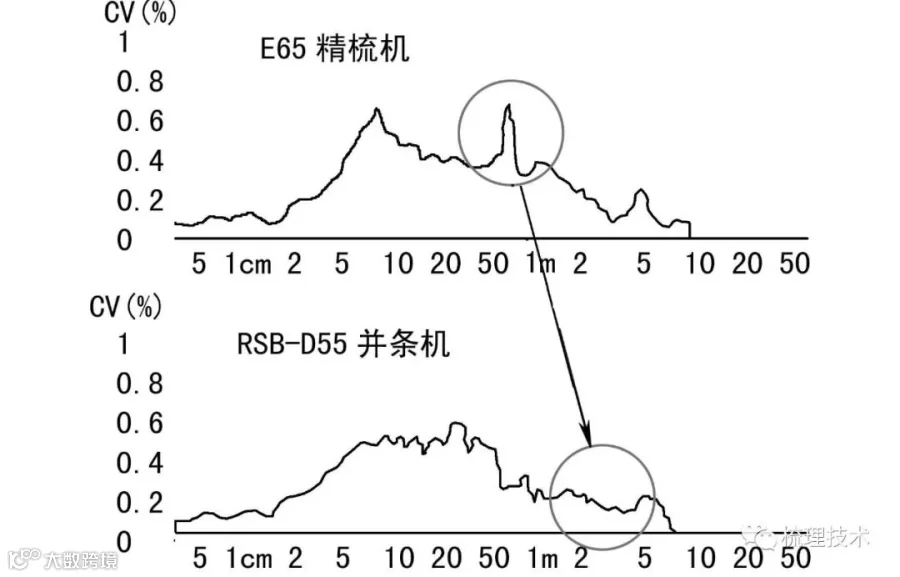
图5 精梳条和并条后的波谱
为了改善搭接须丛的均匀度,必须控制接合长度恰到好处,即必须控制分离罗拉正、反转的运动量,获得合适的有效输出长度。现代精梳机倒转的运动量约为正转量的60%。
3.3.7 牵伸
精梳台面张力牵伸很重要,如太大会造成搭接细处拉开,造成细节不匀,甚至脱断,太小会造成台面涌条。一般应尽量偏小掌控。
罗拉牵伸有三上五下曲线牵伸和三上三下压力棒牵伸。立达E65/75采用三上三下压力棒牵伸,主牵伸区HV和后区的罗拉隔距VV和总牵伸倍数GV及后区牵伸倍数均可调节,总牵伸为6~16。如图6。
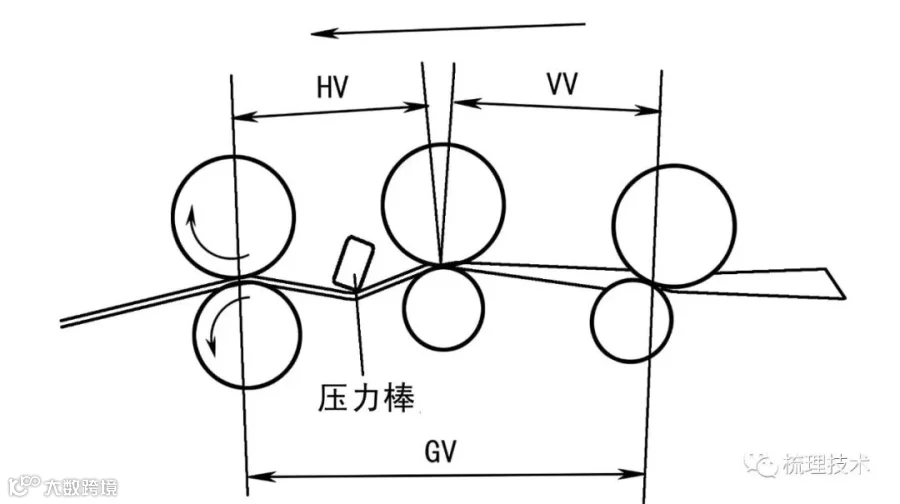
图6 立达E65/75精梳机牵伸装置
3.4 设备状态方面
精梳设备对精梳工艺的主要因素有:设备状态、分梳工件的状态和运转状态、工艺参数设置的精度、生产速度、机件重量和质量,成形装置的优劣等。
4 现代精梳技术特征和若干创新
自1845年Heilnam发明精梳机以来,精梳技术得到不断发展,近60年来精梳机产量几乎提高了5倍,在纺纱机中也是进步较快的,每分钟钳次从100增加至500。然而还没有革命性、创造性变化,连续回转式精梳机虽见报道和专利,但未见商业化生产。
4.1 精梳工艺的变革
早期精梳工艺普遍采用条卷机→并卷机工艺。20世纪90年代被预并条机→条卷机代替。目前已广泛使用并条机→条并卷联合机。该工艺产量高,可提高精梳落棉中的短绒率,纤维伸直度好,但需注意小卷粘卷和影响自清洁作用。
4.2 立达UNILaP E32型条并卷联合机的主要技术特征
原料长度小于41 mm 的棉纤维;小卷定量达80 ktex;喂入棉层,每一牵伸装置最大达70 ktex;并合数达28;牵伸倍数 1.36~2.2;棉卷宽300 mm;棉卷净重达25kg;成卷速度 70~140 m/min,配Ω形皮带卷绕系统。180 m/min,产量达350 kg/h,配Ω形皮带卷绕系统,产量可达 520 kg/h。
4.3 立达E75精梳机主要技术特征
精梳眼数8 ;输出条数1;并合数8;每分钟钳次500;效率96%;落棉率8~25 %;产量68kg/h;条筒规格:直径600 mm×高1200 mm;小卷定量64~80 ktex,精梳条定量3~6 ktex;前进/退给棉可调节。
4.4 立达E75精梳机定时设计(见图7)
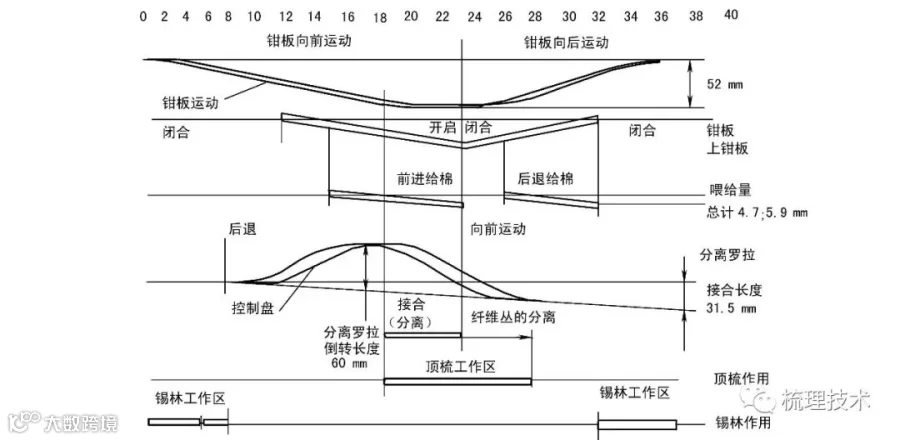
图7 E75精梳机的定时设计
4.5 现代精梳机若干创新
4.5.1 棉网输出移位装置
传统精梳机输出罗拉的棉网。在棉网宽度的中心处进入集束喇叭头,现代精梳机将集中喇叭头置于棉网边缘,如图8所示。由于各输出点棉网与喇叭头的距离差异,使棉网在托板上折皱,形成各输出点的棉网,不再在同一线上集束,从而错开棉网的周期波和牵伸机械波,减低波幅,改善短片段的条干不匀,但因改变波长的差距较小,对于较长的周期波效果不大。
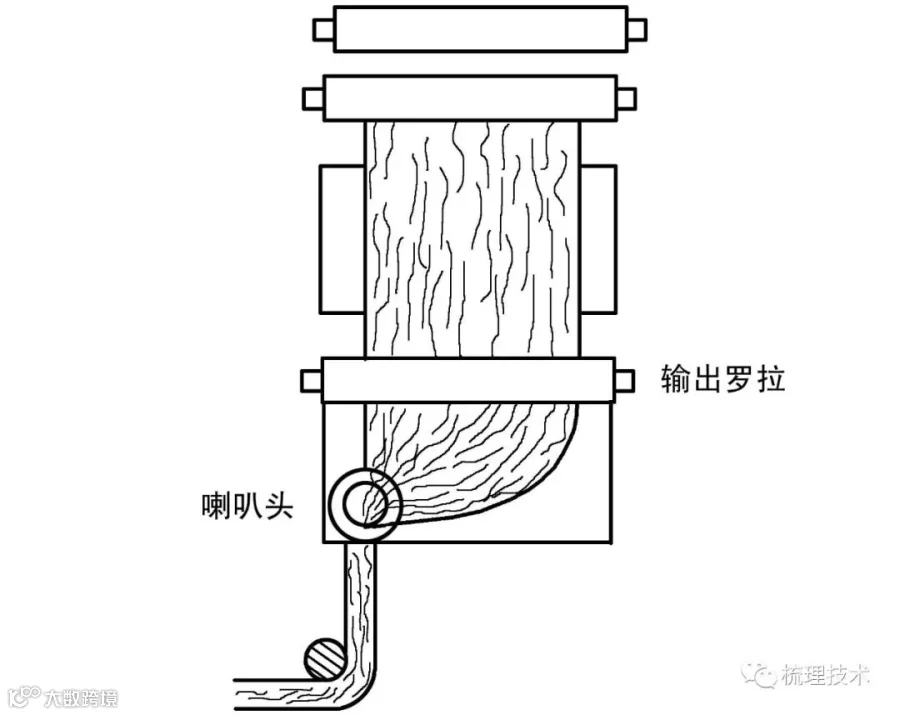
图8 棉网输出移位装置
4.5.2 导条台接合波补偿装置
台面条的条干好坏是精梳条条干优劣的基础,精梳条周期性的接合波不能消除,即使通过自调匀整,周期波的阴影仍会存在,在织物上形成片段较长的条影或横档,这对某些高端织物是需避免的,因此改善精梳条条干,尽可能降低接合周期波的影响,具有积极的意义。
据此,现代精梳机常配置台面接合波错位的补偿装置,人为地将台面条并合时,将周期波的波峰和波谷按要求错开,改善条干不匀率。
设A为甲棉条条干不匀率理论曲线,B为乙棉条干不匀率理论曲线,如图9所示,两者按二分之一波长合并,则不匀率趋向于零。
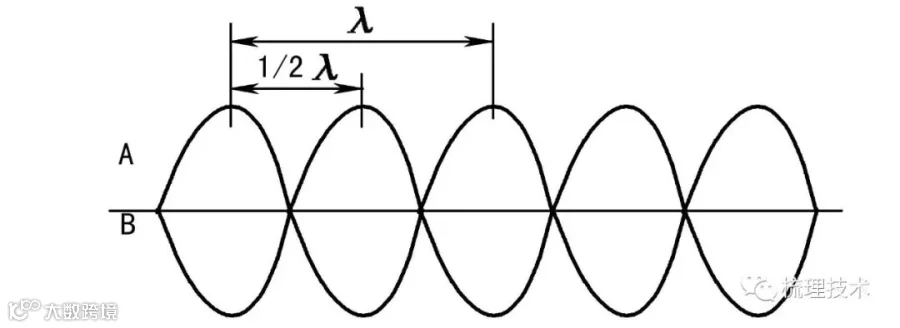
图9 理想周期正弦波的并和
实际上精梳条条干不匀率理论曲线是头部较为尖锐,不完全对称的非正弦波曲线,但与正弦波近似,可以借鉴其合并原理,用台面棉条输出路程的差距获得周期波的补偿,降低条干不匀率。
如图10 所示,将输出的6或8根棉条通过改变导向柱偏心距形成不同的路程,其差距为0.5λ×奇数整数,使周期波互相补偿。新型精梳机设计台面导柱均有较大的偏心距,可调节其位置以取得最佳效果。
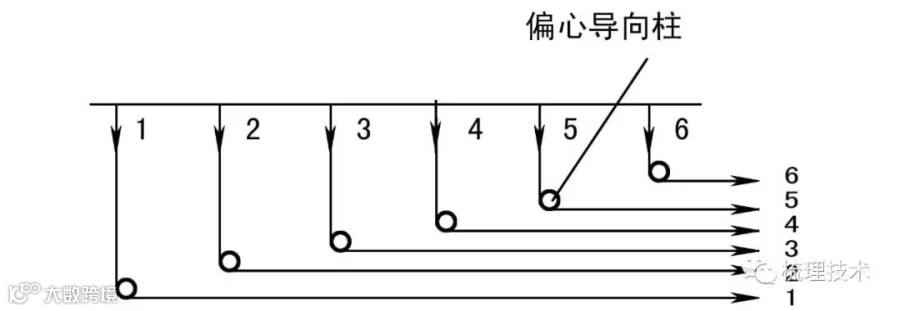
图10 台面输出棉条的周期波补偿
4.5.3 精梳系统的自动化
现代精梳机已实现自动换卷和接头、棉卷自动运输系统。立达ROBOLAP自动换卷和接头装置采用机械和气动相结合,通过6个步骤,实行空管放入,自动接头,满卷推出自动化,节省人工,提高产量。运输自动化主要指成卷机到精梳机的小卷运输,有半自动和全自动两种,前者在成卷机前,自动装载棉卷至运输车上,操作工将车推往精梳机,棉卷的卸装是半自动化的;后者设置高架运输,整个装卷、卸卷和运输过程无需操作工参与。
5 结束语
本文对立达纺纱手册第四册中精梳系统进行解读、分析、研究、消化、演绎,将原有约6.5万字概括为5千字,作一概要的阐述。
立达公司的精梳设备是世界纺机中的领头羊,具有一定的前瞻性和先进性,手册介绍内容和观点,如小卷的自清洁作用等,颇具独创的思维,可供读者参考和借鉴。
参考文献:
[1]Werner klein .立达纺纱手册,第四册1.精梳系统:11-41
[2]刘荣清.精梳棉条条干不匀的探析[J].现代纺织,2007(1).

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。
《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!