

点击上方"纺织技术“关注我们!

本文发表在第16期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
转杯纺关键部件与成纱质量的关系
张百祥 (东华大学)
0 前言
成纱质量是企业的生命,只有优质才能在市场的激烈竞争中立于不败之地。影响成纱质量的因素繁多.从原料到各工序对成纱质量均有影响,而转杯纺工序是成纱的最后一道工序,为确保该工序的成纱质量,必须掌握该工序影响成纱质量的关键部件,即分梳辊、假捻盘、转杯与排杂装置等四大件。长期以来,围绕高产优质的课题,广大科技工作者对以上关键部件作了大量的研究、实践与改进,开发出不少新型系列化部件,满足高产优质新品的需求。关于“排杂装置的讨论”,已在《梳理技术》第11期刊登,本文将着重讨论分梳辊、假捻盘、转杯等三大件与成纱质量的关系,供读者参考。
1 分梳辊与成纱质量的关系
分梳辊影响成纱质量的主要因素,有分梳辊型式、转速和齿(针)规格。分梳辊型式有4种:锯齿辊、针辊、齿片辊和锯片辊。其中锯片辊用于加工长纤维(如毛纺用),齿片辊是国内独创的新产品,正在扩大推广使用。当前生产中使用最多的是锯齿辊,其次是针辊,下面将详细讨论锯齿辊与针辊对成纱质量的影响。
1.1 分梳辊型式、转速对成纱质最的影响
1.1.1 专题试验
当喂条定量、齿(针)规格与转杯真空度不变时,分梳辊形式、转速对成纱质量的影响,如图1~4所示。
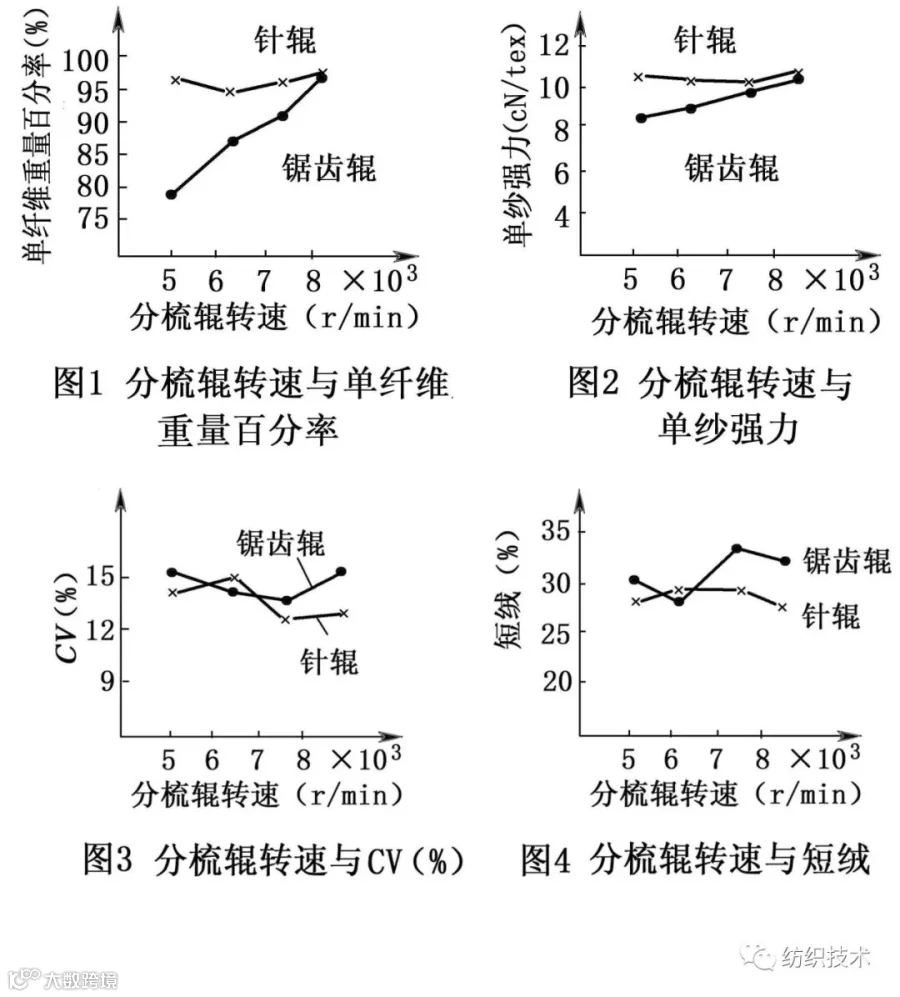
从图1~4可明显看出:
(1)锯齿辊的纤维分离度(即单纤维重量百分率)随锯齿辊转速提高而明显增大,当其转速为5000 r/min时,纤维分离度为79.7%,当转速增至8100 r/min时,其纤维分离度提高到97.38%。而针辊转速在5300 r/min时,其分离度己高达95.8%,当其转速提高到8100 r/min时,其纤维分离度提高到97.3%,达到锯齿辊8100 r/min的相同水平。而且在相同转速条件下,针辊的纤维分离度比锯齿辊的要好。两者转速越低,其纤维分离度的差异越大。
(2)锯齿辊的单纱强力随其转速提高而增大,而针辊的单纱强力变化较平稳,当转速高时,其单强有增加的趋势。
(3)锯齿辊的成纱不匀率随其转速提高而变差,而针辊的成纱不匀率变化平稳。
(4)锯齿辊的短绒率随其转速提高而明显增多,而针辊的短绒率变化平稳。
以上两者成纱质量差异的主要原因是,由于锯齿辊对纤维的作用力强,转速越高,纤维分离度越好,成纱单强越高,纤维损伤越多,短绒越多,成纱的均匀度变差。而针辊在分梳抓取纤维时,针尖逐步深入梳理纤维,因此,对纤维作用力强而缓和,故在低速时已有较高的纤维分离度,随着转速的提高,其短绒率、成纱均匀度等的变化仍较平稳。可见针辊的成纱质量优于锯齿辊,且适应于高速。
1.1.2 纺纱试验
(1)纺27.8 tex纯棉纱
试验条件:纤维平均长度为28.46 mm,特数为6213 Nm,捻度为91.38 个/10cm,转杯转速为52500 r/min,齿(针)工作角均为65°,锯齿辊转速5882~8130 r/min,针辊转速6178~8464 r/min。分别选6档分梳辊转速,进行纺纱试验,结果列于表1、2。
表1 锯齿辊纺27.8 tex纯棉纱成纱质量
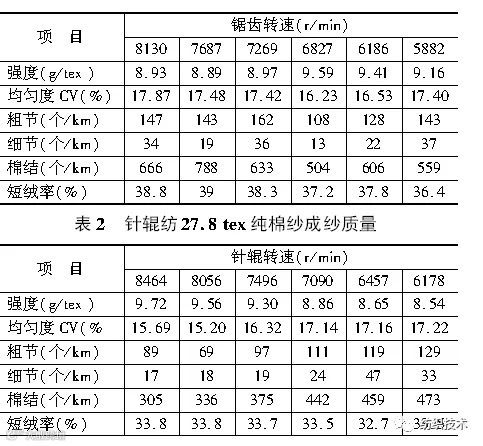
从表1、表2可以看出:
① 强度:在锯齿辊低速范围内,其成纱强度随转速增加而增加,但到7269 r/min后,其强度即下降。而针辊的成纱强度随其转速增加而增强。而且在高速范围内,针辊的成纱强度明显优于锯齿辊,其主要原因是由于两种型式的齿(针)对纤维作用力不同的缘故。详细分析可参见1.1.1节专题试验。
② 均匀度:在锯齿辊低速范围内,其成纱不匀率随转速增加而有所改善,之后不匀率则随转速增加而变差。而针辊的不匀率随其转速增加而明显降低,其主要理由是由于随着针辊转速的提高,针辊的短绒并不增多,而其梳理作用却增强,使纤维分离度提高,不匀率随之降低。同时还可看出,均匀度变化规律与强度变化的一致性。
③ 粗节、细节和棉结:从总的趋势看,针辊的粗节、细节和棉结比锯齿辊的明显要少,特别是棉结要少得多。这就再次证明针辊的梳理作用强而缓和,纤维分离度高,条干均匀,粗细节减少。而棉结的减少,主要由于短绒减少的缘故。
④ 短绒:针辊的短绒变化平稳,且在相同转速条件下,针辊短绒率比锯齿辊的明显减少,其理由与上节分析相同。
(2)纺40 tex䌷丝
原料为绢纺圆梳机落绵75.9%,精梳落绵24.1%,平均纤维长度23.1 mm,转杯转速为30000 r/min,转杯直径66 mm,捻度71 个/10cm,分梳辊转速在6400~7800 r/min内选4档,进行纺纱试验,其结果列于表3、4。
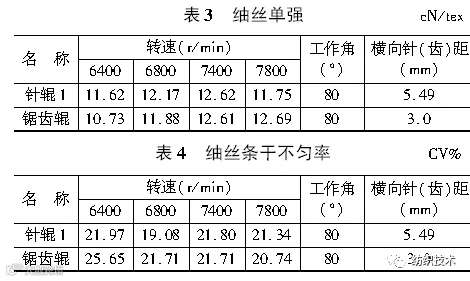
从表3、4可看出:
① 单强:锯齿辊的䌷丝单强随分梳辊转速提高而增强,其主要原因是由于锯齿辊转速增加,对纤维的梳理力增大,纤维分离度相应提高,从而使单强提高。而针辊的䌷丝单强在低速范围内随其转速提高而增强,但到7800 r/min时,其单强略有降低,这是因为在低速时针辊能发挥梳理作用强而缓和的优势,纤维分离度好,纤维损伤少,从而使单强提高。但当其转速超过一定数值,由于本试验的针辊针密比锯齿辊齿密小,削弱了对纤维的梳理作用,致使单强略有降低。但在相同转速条下(7800 r/min除外),针辊䌷丝的单强优于锯齿辊。
② 条干不匀率:䌷丝的条干不匀率变化与䌷丝单强的变化有相似的规律性。在低速范围内,针辊的条干不匀率随转速增加而改善,当超过一定速度范围,其条干略变差。其主要原因除针密比锯密小,影响梳理效果外,由于转杯真空度不变,针辊转速过高,影响纤维流在输送管中的速度梯度,从而影响成纱条干不匀率。
总的来说,在分梳辊的锯齿(钢针)规格相同条件下,在一定速度范围内,针辊的成纱单强和成纱不匀率均优于锯齿辊。
1.2 分梳辊转速对成纱质量的影响
分梳辊转速对成纱质量的影响,在专题试验与纺纱试验中已有分析,这里要强调指出的是,分梳辊转速的确定应符合纤维流的流动规律,即要求脱离锯齿后的单纤维在输送管中应加速流动,这样才能使单纤维定向、伸直地通过输送管输向凝聚槽,有利于提高凝聚须条的条干均匀度,提高成纱质量。由于分梳辊与转杯藉输送管直接连通,因此,转杯真空度与输送管中纤维流速度密切相关。专题研究得出,当转杯真空度较高时,分梳辊转速可适当提高,确保纤维流在输送管中定向加速流动。反之,如转杯真空度较低,而分梳辊转速过高,此时由分梳辊锯齿带动的气流量大于转杯排除的气流量,於是输送管中一部分流量的位能增加,动能减小,结果使纤维流在输送管中减速流动,从而一部分已被开松的单纤维,易与相邻的单纤维粘合而成束纤维,这种束纤维输送到凝聚槽,必将影响凝聚须条均匀度,从而影响成纱条干。由此可见,分梳辊转速决定于转杯真空度,片面追求提高分梳辊转速,以提高纤维分离度,结果往往适得其反。
1.3 齿(针)规格对成纱质量的影响
齿(针)规格含有工作角、密度、总高度等参数,其中以工作角对成纱质量影响最大。在生产中齿(针)工作角的选用原则是,既要分梳作用强,又要使纤维易脱离齿(针)。换言之,即是要解决梳理与转移的矛盾。当前生产上可选用的纤维品种繁多,归纳起来,可分为棉、化纤和非棉短纤维三大类。实践得出,加工纯棉及其混纺纤维一般选用OK40(65°)、或OB20(65°)型,其目的是加强梳理与除杂,但纤维损伤多。加工化纤及其混纺纤维,选用OK36(90°)、OK37(100°),其目的是加强转移,纤维损伤少。加工非棉短纤维,选用OK74(65°)、齿距(5.46)大、齿密小的齿条,主要目的为了转移,兼顾分梳,因其单纤维强力低,分梳辊转速不宜过快,故工作角要小。最近国外新机备有OK61型(84°)齿条,适用于棉和各种化纤,它与国内开发的OK61型(75°)有异曲同工之妙。分析其原因,主要是由于转杯高速后,锯齿辊转速必相应提高,此时,锯齿对纤维的梳理力增大,适当放大工作角,即可解决梳理与转移的矛盾。针辊钢针工作角的变化小,国内钢针工作角变化范围一般在75°~85°,由于针辊的分梳作用强而缓和,适当放大工作角,符合分梳与转移兼顾的原则。
1.4 齿(针)的磨损
分梳辊高速后,齿(针)磨损增大,加工非棉纤维及化纤时更为突出。影响磨损的主要因素是材质及其耐磨度。专题研究得出,耐磨度与硬度呈线性相关,因此,新型齿(针)均采用改进材质和齿条表面进行强化处理,以提高齿条硬度,达到提高齿条耐磨度的目的。例如新材质有采用含碳量大于1%的高碳钢,或低合金锰钢。表面处理方式很多,主要有表面镀镍、金刚石渗透、镀镍结合金刚石渗透、镀镍与硼化;镍磷喷涂以及激光淬火处理等。实践得出,镀镍结合金刚石渗透的耐磨度最佳,适合纺含杂高的粗特棉纱。镀镍与硼化的耐磨度较高,表面光洁,适纺中、细特棉纱。
钢针与齿条的机械加工方法不同,其磨损程度也不一样。齿条采用局部淬火,淬火深度浅,只有齿尖的0.6~1 mm,有的只有0.2 mm,淬火硬度为HV500。而钢针采用整体淬火,用65#、70#锰钢制成的钢针,淬火硬度可达HV750以上,可见针辊比锯齿辊耐磨。而且钢针磨损后,针尖仍保持一定的锋利度,对分梳能力的影响较小。而锯齿磨损后,往往出现齿尖变平,严重时齿工作面呈现凹痕,易勾挂纤维,影响分梳质量。
2 假捻盘对成纱质量的影响
2.1 假捻盘作用原理
在纺纱过程中杯内回转纱条上存在两种捻度,即真捻和假捻。真捻是由转杯握持纱条,相对引纱罗拉钳口进行公转而获得,假捻是由于回转纱条与假捻盘摩擦而产生摩擦力,该摩擦力必然产生两个分力(垂直分力和水平分力),垂直分力与纱条半径的乘积,产生假捻力矩,用以推动纱条绕纱轴自转而获得假捻。由此可见,在正常生产情况下,回转纱条的捻度必然大于成纱的捻度。
影响假捻捻度的因素较多。专题研究得出,通过微段纱条在假捻盘上的受力分析,经数学运算,可导出以下假捻力矩方程Mj:
Mj = rsTp(θ+0.0141 μθ2+0.0081μθ3)(1)
式中: Mj为假捻力矩;rs为纱条半径;Tp为剥离点张力;θ为纱条在假捻盘上的包围角;μ为纱条与假捻盘的摩擦系数。
从式(1)可明显看出,影响假捻捻度的主要因素是rs、Tp、μ、θ,由于rs、Tp值很小,而θ实质是反映纱条与假捻盘的摩擦系数,因此,纱条与假捻盘的摩擦系数μ就成为影响假捻捻度的主要因素。
2.2 假捻捻度的测定及其效果分析
2.2.1 假捻捻度的测定
为了验证理论公式(1)的正确性,选择假捻盘摩擦系数μ、包围角θ、假捻盘直径d和假捻盘刻槽数n等因素,分别进行假捻捻度的测定,结果见图5~8。
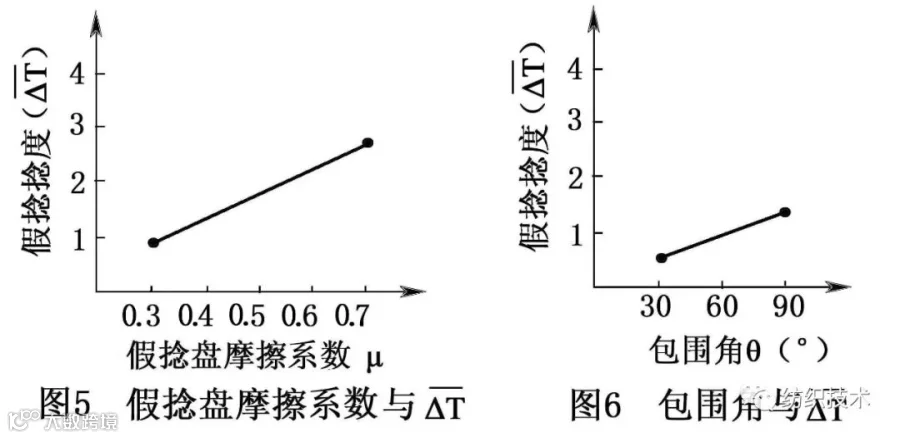
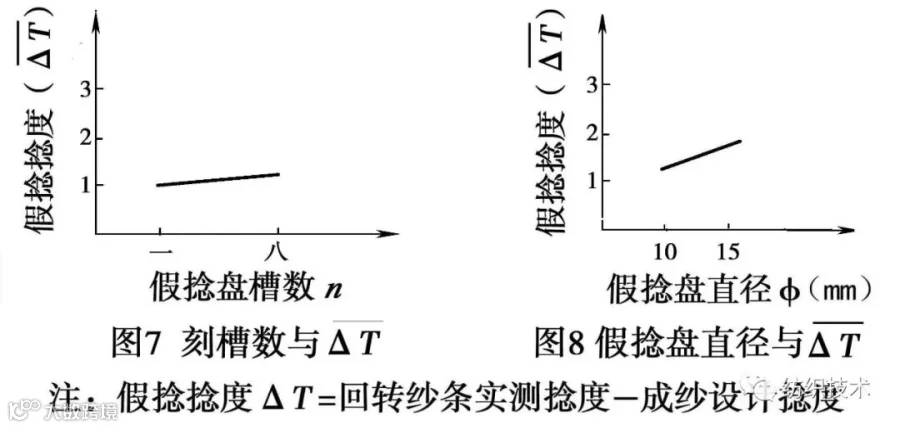
从图5~8可看出:
(1)假捻盘摩擦系数增大,纱条在假捻盘上的包围角加大,假捻盘直径加大,均使回转纱条上假捻捻度增多,而且相互间存在明显的线性相关。其主要原因是由于上述因素加大,纱条与假捻盘接触的摩擦力增大,假捻力矩增大,从而使假捻捻度增多。
(2)刻槽数与假捻捻度的相关不明显,这不能说刻槽不产生假捻作用。因为在纺纱过程中,纱条不完全贴紧假捻盘表面运动,此时纱条上的捻度易向剥离点方向传递,结果使回转纱条上假捻捻度增加不明显,而剥离点处纱条的动态强力明显增加,说明刻槽是产生假捻效应的。
2.2.2 假捻捻度与动态强力关系
选择上节相同的两个因素(假捻盘摩擦系数和刻槽数)分别进行剥离点纱条动态强力的测定,结果见图9、10。
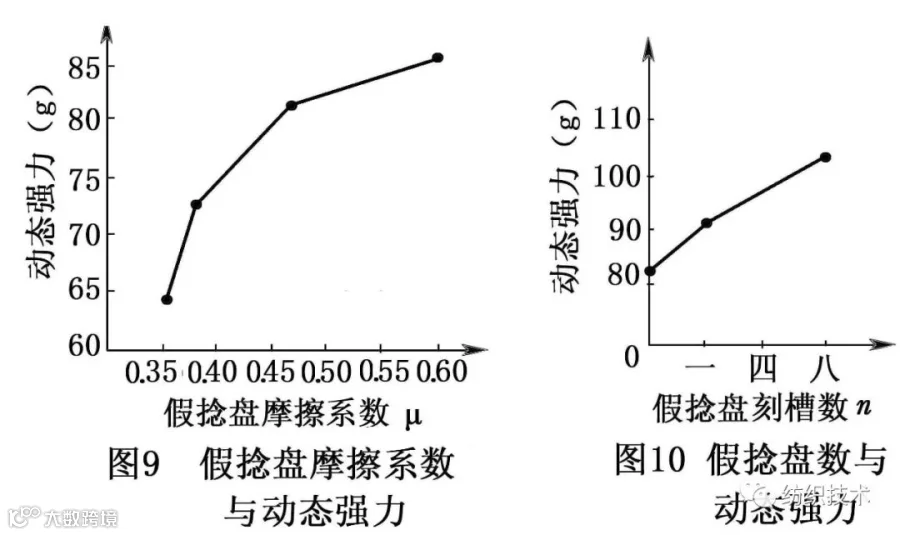
从图9、10可看出,剥离点纱条动态强力均随假捻盘摩擦系数增大、刻槽数增多,而呈近似线性增大。很明显,这是因为假捻盘摩擦系数增大、刻槽数增多,均使回转纱条上假捻捻度增多,这些捻度必然向剥离点方向传递,从而使剥离点处纱条的动态强力增强,有利于降低成纱断头。
2.2.3 假捻捻度与成纱强力的关系
选择上一节相同的四个因素(μ、θ、d、n),分别进行纺纱试验,结果见图11~14。
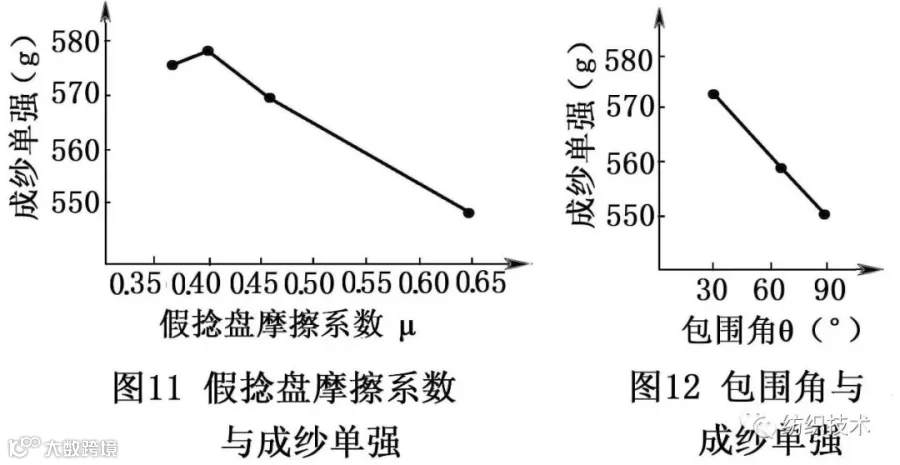

从图11~14可看出,成纱单强均随μ、θ、n、ø的增大而呈线性下降。其主要原因是由于上述诸因素值增大,回转纱条假捻捻度增多,这些捻度向剥离点方向传递,并通过剥离点延伸,使捻度传递长度增长,缠绕纤维增多,从而使成纱单强下降。
通过以上分析,可得出一重要结论,即假捻效应增大,有利于减少成纱断头,但不利于提高成纱单强。因此假捻捻度的利用,并非越多越好,必须根据加工原料、纺纱特数、产品要求等,合理选用假捻盘。
2.3 假捻的应用
实例1:纺苎麻精落麻纱,选用4种不同处理的假捻盘,分别进行假捻盘摩擦系数、硬度、磨损率与断头的测定,结果列于表5。
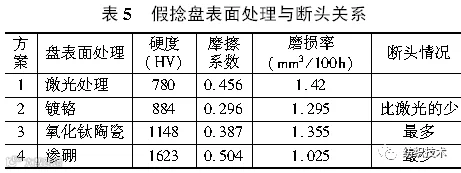
从表5可看出,方案2(镀铬)略有反常,比较其他3个方案,以渗硼的断头最少,氧化钛陶瓷的断头最多,其主要原因是由于渗硼的摩擦系数大,假捻效应大,剥离点纱条动态强力强,故断头最少。氧化钛陶瓷的摩擦系数较小,假捻效应小,断头必然增多。
实例2:纺绢/羊绒(85/15)混纺纱,纺纱特数36.4 tex,捻系数450。选用三种分梳辊型号:OK40(65°)锯齿辊、OK61(75°)锯齿辊和针辊(80°)。
每种型号配三种不同处理的假捻盘(陶瓷螺旋槽、45#钢镀硬铬光盘、陶瓷刻四槽),共9个方案分别进行纺纱试验,结果可得出9个方案的成纱质量指标。
根据9个方案的不同成纱质量指标,通过模糊聚类分析排队,并以模糊聚类排队结果,验证纺纱质量的测试,结果列于表6。
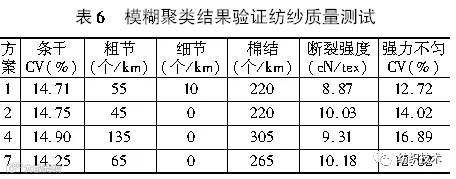
[注]方案1为OK40,陶瓷螺旋槽;方案2为45钢,镀铬光盘;方案4为OK61,陶瓷螺旋槽;方案7为针辊,陶瓷螺旋槽。
从表6可以看出,条干、断裂强度和强力不匀等以方案7(针辊配陶瓷螺旋槽)为最佳。又通过对方案7与方案2的最小捻系数测定,得出方案7的最小捻系数286比方案2的最小捻系数300.5要小,说明方案7针辊配陶瓷螺旋槽组合的假捻效应大,使断头少,生产稳定。以上试验结果与前面理论分析完全吻合。
当前国内外著名纺机厂均有假捻盘系列化产品,其类型较多,作用原理基本一致,只是所起假捻作用的大小有异。转杯高速后,新型假捻盘的材料主要有,高碳合金钢、陶瓷等,前者成本高,后者假捻作用大,是目前普遍使用的一种。它含有光盘、表面螺旋槽、表面刻槽等。光盘适用于机织纱及化纤混纺纱,螺旋槽与刻槽适用于针织纱和低捻起绒纱,螺旋槽还适用于非棉短纤纱及再生纤维纱。另外还有激光处理、渗硼处理等措施,由于其成本较高,尚须进一步研究。
3 转杯对成纱质量的影响
3.1 转杯转速和直径的配置
转杯影响成纱质量的主要参数是速度、直径和凝聚槽型式。速度是影响成纱质量的基因。专题试验得出,当喂条定量不变,分梳辊转速不变、转杯直径不变,成纱质量随转杯转速提高而变差。其主要原因是由于转杯转速提高,纺纱张力骤增,纱条直径变细,其抗扭力矩变小,纱条上捻度易向剥离点传递且延伸,使捻回传递长度加长,缠绕纤维增多,结果强力下降。同时由于分梳辊转速不变,而喂入量相应增多,分梳作用削弱,纤维分离度变差,也使强力降低。高速后,由于凝聚槽积灰多、积短绒多,从而使粗节、棉结增多。
根据以上分析可知,转杯高速后,首先应考虑纺纱张力的稳定问题。从理论上讲,纺纱张力T=mrω2(其中:m为纱线密度,r为转杯半径,ω为转杯角速度)。当纺纱特数不变,转杯高速后,降低纺纱张力的主要手段是减小转杯直径。因此,随着转杯转速的不断提高,新型转杯纺纱机配有各种大小直径的转杯。例如,Autocoro型机,转速范围4万~15万 r/min,配有56、46、40、36、33、31、30、29、28 mm等9种转杯;BD-D330型机转速范围为3.1万~10万r/min,配有66、54、43、36、35、34 mm等6种转杯,国产F1604型机转速范围为3.6万~9.5万r/min,配有66~33 mm多种转杯。实践得出,纺纯棉粗特纱,转速为3.6万~4万,用66 mm大直径转杯。纺中特纱,转速为5万~8万,用56、40mm转杯;纺中、细特纱,转速9万~10万r/min,用36、33mn转杯;10万~12万r/min可用33、31mm转杯;13万r/min用30 mm转杯,15万r/min用28mm转杯。由此可见,转杯高速配小直径转杯,低速配大直径转杯,其主要目的是平衡纺纱张力,稳定生产。
高速后应确保转杯内一定真空度,实践得出,转杯转速与转杯真空度的合理配置列于表7。
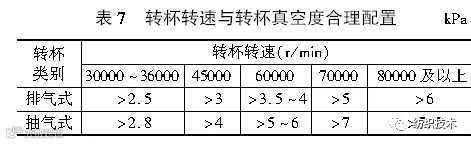
由表7可看出,转杯转速越高,转杯真空度应越大,这是因为转速高,喂入量相应增多的缘故。在相同转杯转速条件下,抽气式转杯真空度大于自排风式,这是因为抽气式输送管比自排风式长的缘故。新型Autocoro 360型转杯纺纱机,转杯最高转速达15万 r/min,其转杯真空度配9.5 kPa,以满足分梳辊11000 r/min的生产要求。
3.2 凝聚槽形状
随着转杯转速的提高、纺纱特数的不断变细,转杯凝聚槽形状也随之不断改进。当前凝聚槽形状较多,归纳起来,主要根据不同纱号设计不同槽型。例如,纺纯棉粗特纱(100~60 tex)宜选G型槽(圆弧平底槽),使纱条在槽中顺利转动,纺纱稳定性好;纺60~30 tex中特纱,宜选T型或K型(尖角平底槽),其凝聚角具有正、负角,是当前普遍使用的槽型,它既能提高凝聚须条紧密度,又能排除尘杂,提高成纱强力,凝聚角大小取决于纺纱特数,如纺粗中特纱选用45°、50°;纺细特纱选用35°。纺粗于28 tex的针织纱,宜选用S型槽;纺41~17tex化纤,宜选用V型槽,目的均是为了提高成纱均匀度。
转杯高速后,凝聚槽易磨损,纱条在运行过程中,边纤维与磨损的槽壁摩擦易产生棉结、粗节,影响成纱条干。新型凝聚槽、滑移面采用新的表面处理,例如硼化物镀层、金刚石-镍镀层、硼化物-金刚石双镀层、氧化处理以及镀硬铬处理等,一般均能提高耐磨度,提高质量,并延长使用寿命。
4 结语
分梳辊、假捻盘、转杯是影响成纱质量的三大要素。其中每一要素对成纱质量影响有所侧重。分梳辊主要影响纤维分离度,从而影响成纱强力、条干和粗细节。假捻盘具有假捻效应,主要有利于提高动态强力,降低成纱断头,稳定生产,但不利于提高成纱强力。转杯转速、直径和凝聚槽形状等直接影响成纱质量,转速与其直径的配置是关键。当前新纤维层出不穷,新品种繁多,因此,必须掌握三大件与成纱质量的关系,然后根据纤维特性、纺纱特数,纱的用途,机械状态等,综合考虑,正确选配三大件,才能确保成纱质量、稳定生产。
参考文献:
[1]上海纺织控股(集团)公司,等.转杯纺关键部件及其工艺配置[M],棉纺手册(第三版).北京:中国纺织出版社,2004.
[2]张百祥.针辊在转杯纺的应用与分析[J].梳理技术,2003年8月,第7期:19-22.
[3]奚琼,等.纺绢/羊绒混纺纱转杯主要元件的优选[J] 纺织器材, 2007,(3).
[4]张跃峰,等.F1604型转杯纺纱机的设计[A].第12次全国新型纺纱学术会论文集[C],2004.
[5]章友鹤,等.应用Autocoro 312型转杯纺纱机生产针织纱[A].第12次全国新型纺纱学术会论文集[C],2004.
[6]朱敏峰,等.RFRS10转杯纺纱机使用讨论[A].第12次全国新型纺纱学术会论文集[C],2004.
[7]汤龙世,等.BD-D330型转杯纺纱机性能特点以及工艺配置分析[A].第12次全国新型纺纱学术会论文集[C],2004.
[8]孙鹏子,等.梳针刺辊与锯齿辊分梳质量的研究[A].第12次全国新型纺纱学术会论文集[C],2004.
[9]汪元清.新型梳针型刺辊及预分梳板使用实践[J].梳理技术,2004年1月,第8期:51.


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!