
点击上方,轻松关注!!

本文发表在第33期《纺织技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com

典型智能水刺法非织造布工艺流程
配置与探索
赵艳利、王晓雨
(郑州纺机工程技术有限公司)
随着科技的发展,非织造布加工技术不断提高,非织造布制造工艺及流程配置也在不断改进和完善。非织造布作为一种原料成本低廉、制造工艺简单的产品,越来越深入到人们的日常生活当中。非织造布加工技术根据其成布工艺可分为水刺、水刺复合、针刺、热风、热轧、熔喷等多种,其中水刺法是比较常用的一种。水刺法又称水力缠结法、水力喷射法、射流喷网法,是一种独特的、新型的非织造布加工技术[1]。水刺技术的加工特点是无环境污染,不损伤纤维,无黏合剂。水刺技术虽起步较晚,但发展较快,被称为第三代非织造布加工工艺。目前,水刺法非织造布广泛应用于医疗卫生产品、家庭生活用品、服装、装饰、基布等多个领域。其纤维原料来源广泛,常用的有涤纶、锦纶、腈纶、维纶、丙纶、黏胶、天丝、莫代尔、竹纤维、棉、麻、甲壳素纤维等。
水刺生产工艺流程的合理配置,需根据纤维特点、产品要求和性能而定,其典型的工艺流程配置主要有三种,即直铺生产线、两梳一铺生产线和两梳两铺生产线,在实际的配置中还需要根据客户的不同需要进行局部调整。
中国制造2025战略任务和重点明确提出推进信息化与工业化深度融合,实现水刺非织造布智能化制造可提升我国非织造布设备的自动化和信息化水平,降低用工、提高质量和减少能耗,提高我国非织造布产业的成本优势。本文主要介绍我公司典型的智能化水刺法非织造布工艺流程配置的研究内容。
1 直铺水刺生产线
1.1 典型流程配置
直铺水刺生产线的典型工艺流程配置为:抓取(或称量)→预开松→混合→精开松→末道棉箱→气压棉箱→梳理机→水刺机→烘燥→卷绕→分切。设备排列示意图如图1所示。
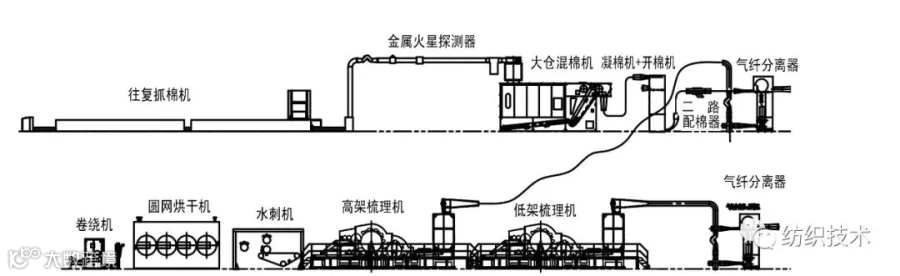
图1 直铺水刺生产线典型工艺流程配置示意
1.2 流程特点及注意事项
流程中的配置保证纤维在得到充分除杂、混合、开松后,在连续喂棉和自调匀整装置的控制下,按所需要的量均匀连续地喂给梳理机并输出质量合格的纤维网;在网帘的输送下,将纤网喂入水刺机,经高压高速水流的作用使纤网中的纤维发生运动而重新排列和相互缠结而成具备一定强力的非织造布;经烘燥机烘干后由卷绕机卷成布卷,按要求对布卷分切后进行包装。另外,还可根据需要在流程中增加退卷、木浆复合、印花、上浆等设备,扩大产品的种类和应用范围。
直铺水刺生产线的主要特点是流程短、设备少、占地面积小、速度高、耗能低、成本低、用工少,但非织造布的定量较轻(≤90g/m2),纵横向强力比大于3∶1,用途受到一定限制。
流程中各主要工序的特点及注意事项如下。
1.2.1 抓取(或称量)工序
抓取(或称量)工序有三种常用的配置:一是采用喂棉称量机,按纤维种类、产能要求常配置3台或3台以上,具有占地面积小、称量精度高、可连续喂棉、纤维混纺配比稳定、工艺配比灵活等优点;但需要定时上包,操作工有一定的劳动强度;适用于2种或2种以上的纤维混纺,尤其适用于对混合比要求严格的流程。二是采用往复式抓棉机或圆盘抓棉机,具有一次排包量大、间隔时间长的特点,不太适合高速生产线连续喂棉的要求;但当2种或2种以上的纤维混纺时,其混合比波动较大,尤其在抓包顶和包底时。故往复式抓棉机或圆盘抓棉机主要用于加工单个品种纤维的流程或对混合比要求不太严格的流程。三是采用通用型开包机,具有设备投入成本低、占地面积小等优点;但上包工作量大,挡车工劳动强度高,混合效果差。仅推荐在加工单个品种纤维的流程中使用。
1.2.2 预开松工序
预开松工序的主要作用是将大的纤维束分解为较小的纤维束,利于除杂并为混合设备提高混合效果奠定基础。预开松设备的选择与纤维的性质密切相关,加工涤纶等合成纤维时,可配置简单的预开松设备,也可不配置预开松设备;加工黏胶等再生纤维素纤维时,建议配置简单的预开松设备,以提高混合效果;加工纯棉、苎麻等天然纤维时,需配置具有一定开松、除杂能力的预开松设备,以去除纤维中较大的杂质并提高混合效果。
1.2.3 混合工序
在非织造布的流程中,常用的混合设备有大仓混棉机和多仓混棉机两种,用户可根据实际需要选择合适的机型。大仓混棉机常采用“平铺直取”的混合原理,结构简单,清洁和维护保养方便,适合于涤纶和黏胶纤维。多仓混棉机采用“逐仓喂入,同时输出”或“同时喂入,分时段输出”的混合原理,其结构较为复杂,但混合效果好,适合于纯棉纤维使用。
1.2.4 精开松工序
精开松设备的主要作用是将纤维束分解为适合梳理机喂入要求的小而均匀的较小纤维束,并根据纤维的含杂情况去除其中的部分杂质。精开松设备的选择也与纤维的性质、含杂率等密切相关,加工涤纶等合成纤维时,只需配置简单的精开松设备即可,梳理机产量较低时也可不配置精开松设备;加工黏胶等再生纤维素纤维时,建议配置精开松设备,可不设置落杂点;加工纯棉、苎麻等天然纤维时,需配置具有一定开松、除杂能力的精开松设备,以去除纤维中的部分杂质。
1.2.5 末道棉箱工序
末道棉箱喂棉机的主要作用是在连续喂棉装置的控制下,向气压棉箱喂棉机或振动棉箱喂棉机提供连续均匀的纤维流,确保气压棉箱喂棉机或振动棉箱喂棉机输出的筵棉均匀稳定。末道棉箱喂棉机的另一个作用是对纤维束具有一定的开松能力,部分机型还具有除杂功能。末道棉箱和精开松工序也可根据需要合并在一台设备上,以缩短流程,减少占地面积。
1.2.6 气压棉箱(或振动棉箱)工序
气压棉箱(或振动棉箱)的主要作用是将开清设备送来的经开松、除杂后的纤维束作进一步开松后制成在纵向、横向上密度和厚度均匀稳定的筵棉并喂给梳理机,筵棉输出速度与梳理机喂入速度保持同步。目前,喂棉箱主要有三种类型,均采用上、下双棉箱结构,其中上棉箱均采用气压棉箱,储棉量由连续喂棉装置控制;下棉箱分别采用气压棉箱、振动棉箱或气压与振动二合一棉箱,储棉量由自调匀整装置或光电传感器控制。
1.2.7 梳理工序
梳理工序的主要作用是将由气压棉箱(或振动棉箱)喂入本机的筵棉分梳成单纤维状态并制成定量满足要求的纤维网。加工纯棉或麻等天然纤维时,梳理机还应具有一定的去除杂质和短纤维的能力。由于直铺水刺生产线的流程中不配置交叉铺网机,故非织造布的面密度和纵横向强力比有一定的限制。配置一台梳理机时,成品的面密度一般为20~45 g/m2;配置两台梳理机时,成品的面密度一般为40~90 g/m2。梳理机配置高速杂乱辊时,直铺水刺布的纵横向强力比可达到2∶1~3∶1;不配置高速杂乱辊时,直铺水刺布的纵横向强力比一般为3∶1~6∶1。
1.2.8 水刺工序
纤网由托网送入水刺机后,高压水流经水刺头、水针板形成连续不断的呈圆柱状的“水针”并垂直射向纤网,在水力的作用下,纤网表面的部分纤维被带入纤网底部,造成纤维之间的缠结。当水针穿过纤网射到托网表面后,部分水流会向不同方向进行反射,使纤网受到多方位水针的穿刺。在整个水刺过程中,纤网在正面直接水针冲击和反面水流反射穿插的双重作用下,纤维间形成不同方向的无规则的缠结,从而使纤网得到加固而形成具有一定强度的水刺非织造布。
根据纤维类别、纤网面密度、纤网速度、布面风格(如平纹、提花、打孔等)、产品用途(如卫生材料、擦拭布等)、工作幅宽等选择合适的水刺工艺和配置,包括水刺头的数量、水针板的规格、水针的工作压力等。在3500 mm机幅的直铺水刺生产线上,用涤纶、黏胶短纤维(规格1.2~3.5D,长度38~51 mm)加工卫生材料非织造布时,水刺头的常用配置和工作压力如表1所示。
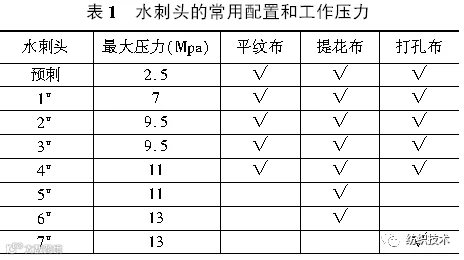
由表1可以看出,加工平纹水刺非织造布时,使用的水刺头较少,水针压力也较低,配置两个辊筒即可。加工提花布时,提花工序一般在第三辊筒上进行,纹路清晰、层次感强;也可在第二辊筒上进行,但效果较差,故加工提花布时往往需要配置三辊筒水刺机。加工打孔布时,一般在后平台上进行,布面平整清晰,孔的表面光滑,立体感好;也可在第三辊筒上用聚酯钢丝网进行打孔,聚酯钢丝网的清晰打孔使用寿命较短,但第三辊筒打孔网更换成本较低,故加工打孔布时可以配置三辊筒或三辊筒+平台式水刺机。在选择水刺机形式、水刺头数量和压力配置时,必须满足该流程所要加工的产品种类的要求,仅生产平纹水刺非织造布时,可选择“两辊筒 + 脱水平台”形式;既生产平纹布又生产提花布,且提花布所占比例较高、质量要求也较高时,可选择“三辊筒 + 脱水平台”形式;若平纹、提花、打孔布均需生产,且提花、打孔布所占比例较高、质量要求也较高时,可选择“三辊筒+水刺平台”形式。总之,水刺机的配置可以根据用户的不同需求进行不同的配置。
1.2.9 烘燥工序
直铺水刺生产线中常用的烘燥设备有三种类型,分别为圆网热风式、网帘热风式和烘筒式。圆网热风式烘燥机属于气流烘燥机,它利用空气对流原理,让热空气经风机的抽吸将热量直接传递给湿布来蒸发水分,从而保证高效的热质交换。圆网热风式烘燥机采用不锈钢板冲孔圆网,外套不锈钢丝网,开孔率大,热风穿透力强,经烘燥后的水刺布手感柔软。网帘热风式烘燥机采用耐高温输送网帘,热风接触面积大,热能利用效率高,降低用户的生产成本,经烘燥后的水刺布手感柔软。烘筒式烘燥机属于接触式烘燥机,湿布包覆在烘筒表面获取热量使其温度上升,水分在布的表面汽化扩散到周围空气中,经烘燥后的水刺布表面光滑、挺括。若流程中配置有木浆复合、上浆、印花等设备,为提高布面效果,一般采用圆网/网帘热风式烘燥机和烘筒式烘燥机两种配套使用。
1.2.10 卷绕工序
高速自动卷绕机集张力控制,卷绕,横切,自动换卷于一体,具有功能齐全、高速高效、计量准确等优点,用于将已经烘干后的非织造布卷绕成端面整齐、张力一致的布卷,并在不降速的情况下自动切断换卷,适应于200 m以上的高速直铺线配置。
1.2.11 自动分切打包工序
自动分切机,可以实现布卷从卷绕设备到复卷分切设备的自动转移,对布卷进行分切,去除疵点,再利用输送小车把分切好的布卷输送至指定工位,由机械手抓取进行自动包装、打签,贴好标签的成品用自行小车抓取输送至成品仓库。目前分切打包工序还是由人力完成,此处使用的工人数量至少4个以上,并且体力劳动强度大。该设备的技术研究是实现全线自动化的关键点。
1.3 应用情况
水刺法两梳直铺工艺主要适用于湿巾和医卫产品的生产,在所有水刺法非织造布工艺流程中,速度高、产量大、能耗低、设备投资少,回收投资成本快,最能代表水刺生产线的整体技术水平,成为近年来水刺法非织造布行业关注的重点。
目前,伴随着郑纺机宽幅高速直铺水刺法非织造布成套设备的研发成功,技术的进步带来了产能的大幅提高,高速直铺线得到大面积的推广应用,2017年,国内新增高速直铺生产线合同将近20条。
2 两梳一铺水刺生产线
2.1 典型流程配置
两梳一铺水刺生产线也称为半交叉水刺生产线,其典型工艺流程配置为:抓取(或称量)→预开松→混合→精开松→末道棉箱→①+②。
①:气压棉箱→梳理机→铺网机→牵伸机→输网帘→③。
②:气压棉箱→梳理机→③。
③:切边装置→水刺机→轧车→烘燥机→卷绕机→分切机。
两梳一铺水刺生产线的典型工艺流程的设备排列示意图如图2所示。
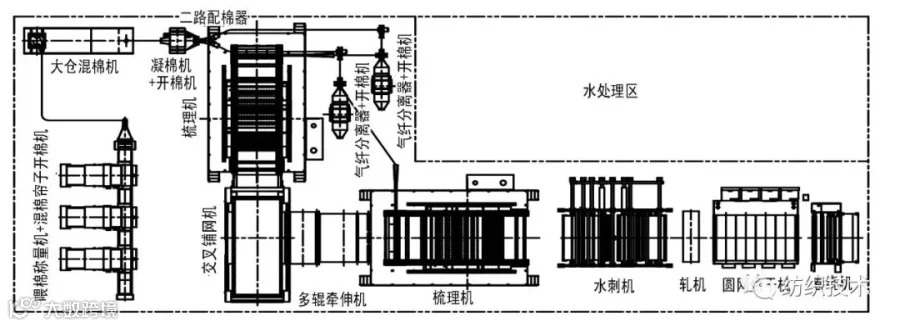
图2 两梳一铺水刺生产线典型工艺流程配置示意
2.2 流程特点及注意事项
两梳一铺水刺生产线(见图2)与直铺线相比较,主要区别是流程中均需配置2台梳理机,另外需配置1台交叉铺网机、1台牵伸机及1台切边装置。其中一台梳理机输出的纤网首先喂给交叉铺网机进行铺网,接着由牵伸机对铺叠后的纤网进行牵伸,再与另一台梳理机输出的纤网叠加后输送至水刺机进行加固。也可根据需要在流程中增加退卷、木浆复合、印花、上浆等设备,以扩大产品的种类和应用范围。
两梳一铺水刺生产线的主要特点是适应性强、产品范围广,既可生产半交叉布,也可根据需要生产全交叉(单开与交叉铺网机配套的梳理机)或直铺(单开高架梳理机)水刺布。非织造布的定量和纵横强力比的范围较宽,半交叉布的定量一般为40~160 g/m2,纵横向强力比为1.5∶1~2∶1;全交叉布的定量一般为40~160 g/m2,纵横向强力比为1∶1;直铺布的定量一般为20~45 g/m2,纵横向强力比为3∶1~6∶1。
流程中的抓取(或称量)、预开松、混合、精开松、末道棉箱、气压棉箱、水刺、轧车、烘燥、卷绕、分切等工序的主要特点与注意事项与直铺水刺生产线相同,不再重复。梳理、交叉铺网、牵伸工序的主要特点与注意事项如下。
2.2.1 梳理工序
在两梳一铺水刺生产线中往往配置2台梳理机,根据布的品种和工艺要求,设置每台梳理机的出网速度和面密度。流程中,2台梳理机的机幅可以相同(如均配置3000 mm机幅或3500 mm机幅),也可以略有差异(如低架配置3000 mm机幅,高架配置3500 mm机幅)。
2.2.2 交叉铺网工序
铺网是指将梳理机输出的多层单网铺叠在一起,铺网过程既有叠又有铺,使纤网进一步混合、加宽、加厚,形成比较均匀的纤网供下道工序使用。铺网的形式多种多样,常见的有平行式铺叠网、交叉式铺网、组合式铺网等。交叉式铺网是采用一台梳理机输出的纤网进行交叉铺叠,达到一定的质量和宽度。目前,在水刺流程中使用较多的是夹持式交叉铺网机。
2.2.3 牵伸工序
牵伸机的主要作用是将铺网机输出的纤网牵伸至工艺要求的质量。目前,在水刺流程中使用较多的是多辊牵伸机,牵伸倍数一般为3~5倍。
2.3 应用情况
目前,两梳一铺水刺生产线也已得到大面积的推广应用,主要用于医疗卫生用品、合成革基布、衬衫、家庭装饰等产品的加工。在机幅方面,为提高单线产量,往往采用较宽的水刺机幅(如3500 mm等)。
因两梳一铺水刺生产线的产品种类和面密度范围广,在烘燥机方面可以采用烘筒烘燥机和圆网烘燥机配套使用,也可单独使用40筒以上的烘筒烘燥机或4圆网以上的圆网烘燥机。
3 两梳两铺水刺生产线
3.1 典型流程配置
两梳两铺水刺生产线也称为全交叉水刺生产线,其典型工艺流程配置为:抓取(或称量)→预开松→混合→精开松→末道棉箱→① + ②。
①:气压棉箱→梳理机→铺网机→输网帘→③。
②:气压棉箱→梳理机→铺网机→③。
③:多辊牵伸机→切边装置→水刺机→轧车→烘燥机→卷绕机→分切机。
两梳两铺水刺生产线的典型工艺流程的设备排列示意图如图3所示。
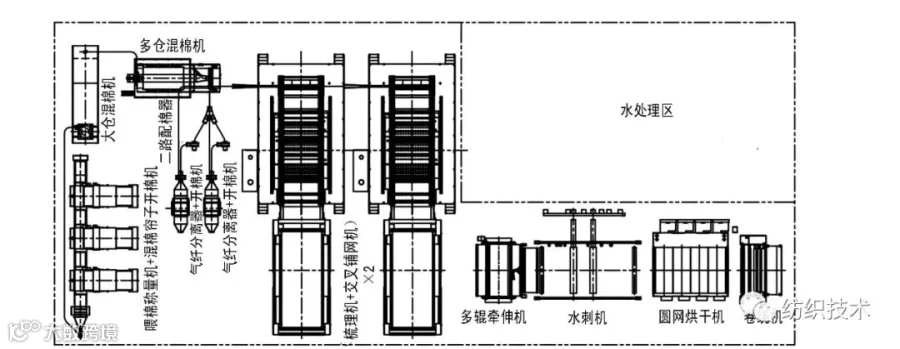
图3 两梳两铺水刺生产线典型工艺流程配置示意
3.2 流程特点及注意事项
两梳两铺水刺生产线(见图3)与两梳一铺相比较,主要区别是流程中配置了2台交叉铺网机,生产全交叉非织造水刺。布的定量一般为80~200 g/m2,纵横向强力比为1∶1左右。也可根据需要在流程中增加退卷、木浆复合、印花、上浆等设备,以扩大产品的种类和应用范围。
各工序的主要特点与注意事项与两梳一铺水刺生产线相同,不再重复。
3.3 应用情况
目前,两梳两铺水刺生产线也已得到大面积的推广应用,主要用于合成革基布等方面。在机幅方面,为提高单线产量,也往往采用较宽的水刺机幅(如3500 mm等)。
4 智能运维管理系统
以上三种水刺生产线都可以配置在线监测、远程控制故障诊断、智能可视监控、QCS质量控制等功能,逐步实现生产线的自动化、数字化、智能化。目前智能运维管理系统有PC版和移动版(仅支持android系统)。
智能监测控制技术是将整条生产线中的所有设备通过监测设备采集到各个设备的运行状态及运行参数通过互联网(以太网、GPRS、4G等),将现场的大量不同区域工业设备的数据或者程序传输到远端的云数据中心,实现远程数据监控、设备诊断、程序维护和故障报警等功能。
智能监测控制平台通采集用户现场数据,一方面进行数据分析,我公司的技术专家可对发生故障设备快速定位及提出解决方案,并且进行远程维修;另一方面对产品改进提供决策依据和数据基础。
5 结语
水刺法非织造布成套设备的流程配置是一个比较复杂的系统工程,需要了解客户的需求、产品类别与用途、所用的纤维种类与性能等多个方面的情况,根据用户的实际需要选择合适的机型进行配置。
智能水刺法非织造布成套设备正向着高速度、高质量、高适应性的目标迈进,水刺非织造布实现智能制造符合国家工业的战略发展方向,大力发展智能装备和智能产品,推进生产过程智能化,培育新型生产方式,可全面提升企业研发、生产、管理和服务的智能化水平。
参考文献:
[1]郭秉臣. 非织造材料与工程学[M]. 北京,中国纺织出版社, 2010
往期精选

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!