

点击“纺织技术”获取更多精彩信息
本文发表在2012年出版的第22期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
提高弹性盖板针布侧磨细度的工艺研究
姜立新 [金轮针布(江苏)有限公司]
0 前言
弹性盖板针布是梳棉机上最重要的梳理元件之一。其磨针是盖板针布制造~植针后续的关健工序,直接影响梳棉“四锋一准”。弹性盖板针布穿刺能力,主要取决于梳针的侧磨。侧磨深度悬殊和不对称,引起压磨及轻平磨后的针形刀口弧尖平秃,促使梳针锐度递减。因此,强分梳与柔性分梳对盖板针布磨砺提出了新的课题,仅以压磨解决锋利度、平磨解决平整度已经不能满足现代棉纺需求,必须通过侧磨工艺改进提高针尖的细度和均匀性。
植针标准针形如图1左。在植针过程中出现趴脚、轧脚、针形歪斜等疵点,如图1右。磨针机磨片始终垂直于大滚筒轴向,作横向往复运动,这样就造成两针上膝磨削量和磨削深度不一致,有的针尖被削头、出现肩胛或磨不到,导致保证了侧磨细度,而针高不能达到要求;针高达到要求时,侧磨细度又保证不了。为解决这个问题,根据植针针形变化,优选了磨针粗侧磨、精侧磨进给量,横向往复次数与磨片磨料等,研究了磨针形状及细度的关系,优化设计了适用性强的弹性盖板针布磨针新工艺。

图1 标准针形和植针过程针形出现的疵点
1 试验
1.1 试验产品与设备
以植针排列全渐进的弹性盖板针布五种型号规格为试验产品,即MCH52D、MCH45D、MCH42D、MCHJ46D、MCH32D;侧磨细度0.12~0.16 mm为B级标准。由3位磨针工(A、B和C)进行磨针试验。首先,A磨工结合生产计划,分初试、中试和应用三个阶段进行磨针新工艺试验,重点解决影响侧磨形状变化的磨针进给量及往复次数的配合;磨工B和C经推广培训后采用磨针新工艺。磨针工和磨针机台的配置为:A磨工2#和4#磨针机台,B磨工2#磨针机台,C磨工2#和4#磨针机台。
1.2 试验方案
1.2.1 主要技术方法
(1) 根据植针卷实际针高检测统计数据,确定针布条针高差的量,决定平磨分步进给量。如植针针高差异大,进给量应加大,以确保针高均匀磨削。
(2) 植针针高平磨后还存在一定的极差量,因此放大针高余量。
(3) 在针尖顶端(0.7~0.8 mm)处着重磨削,以便平磨后细度更符合要求,避免因针尖过细,压磨后影响针高;
(4) 较早精侧磨有利于修正一定的侧磨深度与锥形,并消除针形外观上由于侧磨产生的痕迹,降低表面与侧棱粗糙度值。
(5) 在粗侧磨、精侧磨过程中,严格过程控制,以确定进刀量和横动往复次数,防止将针尖磨成中心偏向一侧或削头引起针高变化;
(6) 侧磨完成后,匀速进给进行微量轻平磨,有利于梳针头部的磨平,防止削头或引起压磨后影响针高。
(7) 第二次压磨量减小,防止压下针高,使刀弧圆滑,刀棱磨痕减小,同时解决压磨引起针高变化,产生平整度超差现象。如侧磨细度小,针高极差大;侧磨细度大,针高不变而细度达不到。
(8) 经试验,精侧磨片选用粒度为L420,一方面表面粗糙度更好;另一方面梳针的磨削量与侧磨片的消耗同步。
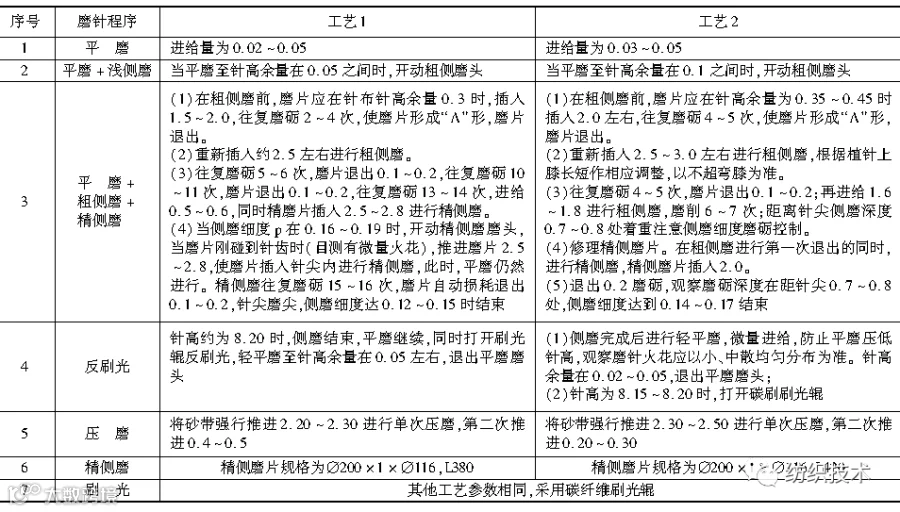
1.2.2 试磨工艺
磨针试验工艺见表1。
表1 磨针试验工艺参数 mm
2 效果
2.1 试验结果
磨针工A、B和C磨针检验数据、磨针卷数和侧磨细度B级达标率列于表2~4。

2.2 试验数据分析
(1) 同一磨针机,磨针工、工艺1与工艺2对侧磨细度B级达标率的影响
同一磨针机、同一磨针工,分别采用工艺1、工艺2磨针,侧磨细度B级达标率,如图2所示。2月~4月6日,磨针工A按传统工艺1进行磨针;4月7日~6月31日,磨针工A按工艺2进行磨针。
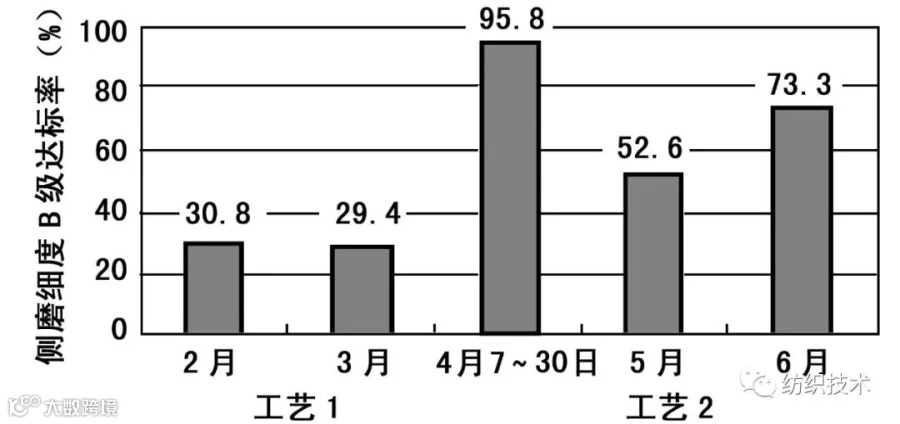
图2 不同工艺磨针工A侧磨细度B级达标率
由图2可知:采用工艺2磨针,B级达标率明显高于采用传统工艺1。5月份B级达标率下降,主要是由于五月植针机搬迁,时值阴雨季,底布伸缩不一,同一植针卷修机频度增高,动角、植针角变化较大影响针高。此外,由于每一批次砂带质量不稳定因素的存在,随机影响了压磨针高。
(2)同一磨针机、不同磨针工、相同工艺对侧磨细度B级达标率的影响
同一磨针机、不同磨针工,采用相同的工艺2磨针,侧磨细度B级达标率如图3所示。
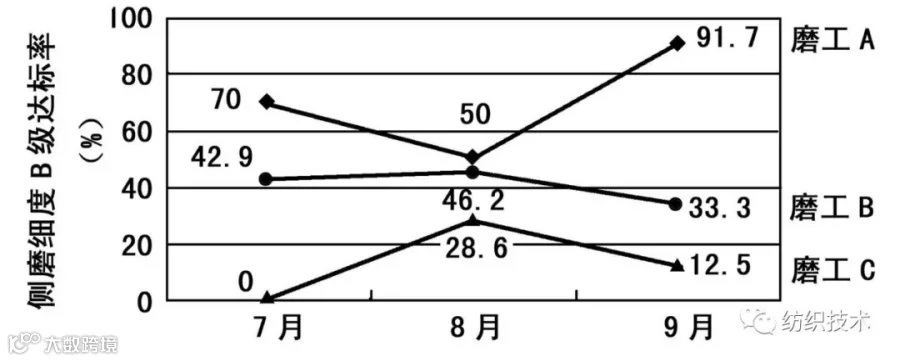
图3 不同磨针工的侧磨细度B级达标率
由图3可知:推广侧磨细度改进工艺2,B和C按新工艺2,侧磨细度B级达标率有较大的提升。但因磨针工B和C接触工艺2比较晚,没有理解或严格执行磨针新工艺,因此波动较大;磨针工A在8月份由4号磨针机换到2号磨针机,B级达标率较前几个月有所下降。根据磨针新工艺,对车况进行调整后,经过一段时间磨合,逐步熟练掌握磨针新工艺的操作方法后,9月份较8月份有很大的改善。
3 结论
(1) 植针针形变化—植针出现趴脚、轧脚,针形歪斜,高低脚、短脚。对侧磨形状(肩胛、削头、高低)和侧磨细度极差、侧磨深度和细度不匀的影响较大。植针针形标准,则磨针效果好。
(2) 粗、精侧磨进给量与横动往复次数影响磨针形状与细度。粗侧磨磨削量大,磨砺时间短,易产生压磨平头;精侧磨磨削量小,磨砺时间长,易产生压磨大小头。
(3) 侧磨片圆度修正器,采用规格40×20×10金刚石研磨块,与金刚石笔修正比较,圆柱度较好,但磨粒易损、消耗大;碳刷正、反刷光,能改善针尖的表面粗糙度,使压磨刀棱光滑。
参考文献:
[1]姜立新.植针产品质量控制和提高的途径[J].纺织器材,2001,28 (1).49-50.
[2]姜立新,姜卫兵,尹冬冬.提高弹性盖板针布梳针握持力的探讨[J].纺织器材,2010,37(1):18-22.
[3]秦帧俊.现代梳棉机梳理技术[J].棉纺织技术,2006,34(2):61-64.
[4]石翠,刘锋.盖板针布磨针工艺的改进[J].纺织器材,2009,36(4):13-15.
[5]刘国涛.现代棉纺织技术基础[M].北京:中国纺织出版社,棉1995,49-52.
往期精选

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
既然在看了,就点一下吧!!