

本文发表在2025年出版的第43期《梳理技术》杂志上,更多好文章期待您的投稿。投稿/赠阅咨询邮箱:shulijishu@geron-china.com或致电13862860500杨女士
摘要:为了满足纸尿裤用热风非织造布的生产需求,探讨双组分纤维差异与热风非织造布性能间的关系,采用同一工艺路线、不同线密度及不同亲水类型的双组分复合纤维制备相同克重的热风非织造布,通过实验测试分析双组分纤维差异对热风非织造布力学、柔软性、蓬松性、液体穿透时间及反渗量等性能的影响。结果表明:纤维线密度与亲水性对热风非织造布性能影响显著;提高纸尿裤性能需重点研究热风非织造布孔隙率与柔软度的平衡关系、穿渗时间和回渗量及反渗量关系。
关键词:双组分纤维;热风非织造布;线密度;亲水性;纸尿裤;力学性能
0 引言
随着我国经济社会快速发展,人民生活水平不断提高、卫生意识不断增强,一次性卫生用品已成为日常生活必需品。其中,一次性纸尿裤在婴幼儿和老年失禁人群中应用广泛,市场渗透率持续上升,加之近5年来,生育政策放开、城镇化进程加速、老年人口增加以及庞大的人口基数等因素,共同推动了纸尿裤市场不断发展。
在国内纸尿裤市场占有率攀升的同时,消费者对其产品质量的要求也越来越严格,热风非织造布作为纸尿裤主要组成材料,受到广泛关注[1]。然而,由于国内热风非织造布在产业用纺织品中所占比例较小,其与纸尿裤性能关系的相关研究也较少,有关纸尿裤的前沿技术多被美国金佰利、宝洁、强生以及日本尤妮佳、花王等国外大公司掌握。
由于国内部分生产制造人员对纸尿裤理论知识缺乏了解,导致所生产的非织造材料及其功能未能达到设计目的,难以满足下游卫生用品的使用要求。此外,相同克重条件下,热风非织造布的厚度约为其他工艺非织造材料的3倍,因纤维受热卷曲产生错综复杂的空间结构增加了纤维间的空隙,而一定的蓬松度又影响了穿渗液体的上升通道,故热风非织造布非常适合作为阻碍液体反渗的材料,能显著降低吸收液体的反渗量。故亟需对不同双组分复合纤维与纸尿裤用热风非织造布性能间的关系进行更深层次的分析研究。
基于此,笔者公司采用同一工艺路线、不同线密度及不同亲水类型的双组分复合纤维制备相同克重的热风非织造布,通过实验测试分析探讨双组分纤维差异对纸尿裤用热风非织造布的力学、柔软性、蓬松性、液体穿透时间及反渗量等性能的影响,为纸尿裤用热风非织造布生产提供参考。
1 热风非织造布生产概述
1.1 原料选择
热风非织造布大多以皮芯型双组分复合纤维(ES纤维)为原料,该纤维制备常用的3种高分子聚合物原料有聚乙烯(PE)、聚丙烯(PP)和聚酯(PET)。其中,PE/PET类型的ES纤维模量相对较小,所制备的热风非织造布手感更好,故选择PE/PET类型的ES纤维作为原料。其中,复合纤维皮层成分为PE,熔点约为130 ℃;芯层成分为PET,熔点约为240 ℃。
1.2 生产工艺流程
热风非织造布的生产利用高分子聚合物材料的热塑性,使用高于130 ℃的热风气流穿透纤网,使双组分复合纤维中低熔点的皮层组分发生软化、熔融、黏结,芯层组分熔点较高则作为支撑,其生产工艺流程见图1。
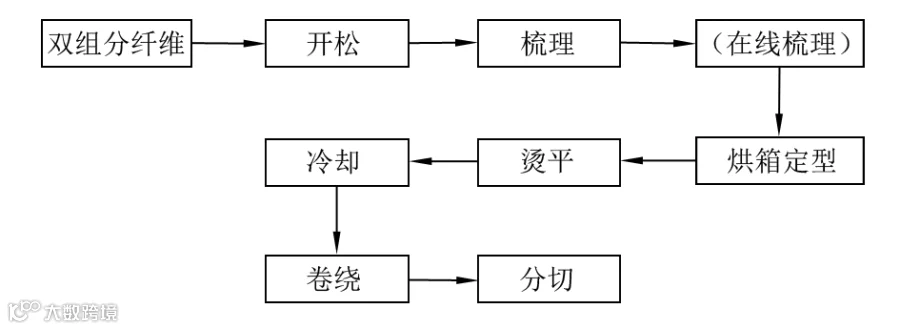
图1 热风非织造布的生产工艺流程
工艺流程具体为:将双组分纤维喂入开松机,经气压棉箱输送到1台或2台双锡林双道夫梳理机进行梳理成网,形成的双组分纤维网铺叠送至平网式热风烘箱内,在一定温度和速度的热风作用下,皮层熔化在纤维交接处黏合加固,再经烫平、冷却、卷绕、分切等处理,最终得到热风非织造布。根据用途,可选择不同双组分纤维,加工出亲水型或拒水型热风非织造布。通常,亲水型热风非织造布用作纸尿裤面层,可提升纸尿裤的触感和吸液性能;拒水型热风非织造布经过PE透气膜复合后用作纸尿裤底层[2]。亲水型热风非织造布根据所用纤维类型又有单次亲水型、多次亲水型和弱亲水型之分。在此,笔者主要探讨不同类型纤维制备的热风非织造布用作纸尿裤面层对产品性能的影响。
2 实验设计
2.1 实验材料及试样制备
为避免增加变量干扰,实验选取的不同类型热风非织造布的单位面积质量均为20 g/m2,由山东德润新材料科技有限公司生产。
双组分纤维选取不同线密度、不同亲水性油剂的PE/PET皮芯型复合纤维,试样参数见表1。双组分纤维原料全部由泉州市霞美纤维制品有限公司提供。
表1 试样参数
试样编号 |
纤维线密度/tex |
纤维油剂类型 |
1号 |
0.22 |
多次亲水型 |
2号 |
0.22 |
单次亲水型 |
3号 |
0.22 |
弱亲水型 |
4号 |
0.17 |
多次亲水型 |
5号 |
0.17 |
单次亲水型 |
6号 |
0.17 |
弱亲水型 |
7号 |
0.13 |
多次亲水型 |
8号 |
0.13 |
单次亲水型 |
9号 |
0.13 |
弱亲水型 |
注:纤维长度均为38 mm。 |
||
热风非织造布生产车间的温度、相对湿度的变化会对最终产品性能数据产生重要影响,故要求试样制备现场环境尽可能控制在温度为(25±2)℃,相对湿度为(65±5)%。
将双组分材料按照上述热风非织造布的生产工艺流程制备热风非织造布。
2.2 性能测试方法
采用Z01B型圆盘取样器,按照GB/T 24218.1—2010《纺织品 非织造布试验方法 第1部分:单位面积质量的测定》测试试样单位面积质量;采用YG814D型数字式织物厚度仪,参照GB/T 24218.2—2010《纺织品 非织造布试验方法 第2部分:厚度的测定》测试试样厚度;采用YG026H-50型电子强力机,按照GB/T 24218.3—2010《纺织品 非织造布试验方法 第3部分:断裂强力和断裂伸长率的测定(条样法)》测试各试样的纵/横向断裂强力及伸长率;采用DRK119型柔软度仪,按照GB/T 8942—2002《纸柔软度的测定》测试试样柔软度;采用YG814D型液体穿透性试验仪,按照GB/T 24218.13—2010《纺织品 非织造布试验方法 第13部分:液体多次穿透时间的测定》测试试样液体穿透时间;采用WETBACK型回渗测试仪,参照GB/T 24218.14—2010《纺织品 非织造布试验方法 第14部分:包覆材料返湿量的测定》测试试样反渗量。
3 结果与分析
3.1 测试结果
热风非织造布试样性能测试结果见表2。
表2 热风非织造布试样性能测试结果
项目 |
1号 |
2号 |
3号 |
4号 |
5号 |
6号 |
7号 |
8号 |
9号 |
厚度/mm |
0.383 |
0.414 |
0.350 |
0.390 |
0.370 |
0.400 |
0.390 |
0.360 |
0.360 |
纵向断裂强力/N |
31.30 |
31.53 |
31.86 |
29.90 |
29.87 |
30.03 |
27.27 |
28.81 |
28.93 |
横向断裂强力/N |
6.32 |
6.39 |
5.57 |
7.59 |
7.03 |
6.41 |
5.57 |
6.03 |
5.87 |
纵向断裂伸长率/% |
61.3 |
77.0 |
60.5 |
69.0 |
71.1 |
66.8 |
63.3 |
75.5 |
71.8 |
横向断裂伸长率/% |
91.5 |
105.2 |
95.2 |
91.0 |
93.2 |
90.3 |
75.0 |
99.3 |
90.3 |
纵向柔软度 /mN |
103.7 |
108.7 |
106.3 |
81.6 |
85.5 |
84.9 |
64.8 |
66.1 |
66.3 |
横向柔软度 /mN |
68.0 |
71.0 |
70.0 |
63.6 |
69.1 |
68.8 |
60.7 |
61.3 |
59.9 |
第1次液体穿透时间/s |
0.82 |
0.90 |
1.42 |
1.04 |
1.21 |
1.59 |
1.12 |
1.23 |
1.63 |
第2次液体穿透时间/s |
1.82 |
2.04 |
2.47 |
2.25 |
2.33 |
2.51 |
2.35 |
2.43 |
2.60 |
第3次液体穿透时间/s |
2.48 |
2.61 |
3.15 |
2.62 |
2.74 |
3.24 |
2.89 |
2.91 |
3.38 |
反渗量/g |
0.100 |
0.098 |
0.055 |
0.090 |
0.083 |
0.053 |
0.086 |
0.079 |
0.049 |
3.2 结果分析
3.2.1 纤维线密度对热风非织造布性能的影响
热风非织造布作为面层材料,直接与婴幼儿皮肤接触,对材料质地柔韧性要求较高[3-4],故不能采用线密度偏高的纤维,本例选择纤维线密度参数时应对下述性能进行综合考虑。
3.2.1.1 厚度(蓬松性)
通过对不同线密度纤维制得的热风非织造布进行厚度测试可知,纤维差异对热风非织造布的厚度即蓬松性影响不大;热风非织造布的厚度主要取决于热熔粘合的工艺配置,如烘箱温度对双组分复合纤维的皮层熔化后纤维收缩应力带来的布面收缩变化大小、烫平机处理对热风非织造布表面短纤毛羽的平整效果以及冷却机作用时间对纤维之间立体结构的冷却定型效果。
3.2.1.2 断裂强力与柔软度
在断裂强力方面,随着纤维线密度的减小,热风非织造布的断裂强力略有降低。这是因为相同克重的热风非织造布,纤维线密度越小,纤维之间的黏合点面积较小,导致强力略有下降。各试样的纵向拉伸断裂强力均大于横向,说明热风非织造布的成网方式采用直铺形式,纤维排列方式以纵向为主,具体表现为纵向拉伸断裂强力大于横向拉伸断裂强力,纵横向强力差距较大,但纤维网的均匀度好,故实际测试过程中每组试样的强力差异不大。
柔软度是表征纸尿裤舒适性的重要指标。在柔软度方面,随着纤维线密度的减小,热风非织造布的柔软度也在降低,表明材料发生弯曲所需要的外力减小,这说明双组分纤维越细,热风非织造布的柔软性越好。
3.2.1.3 液体穿透时间与反渗量
在液体穿透时间方面,相较于线密度为0.22 tex的纤维,线密度为0.17 tex和0.13 tex的纤维所制备的热风非织造布液体穿透时间长、穿透慢。反渗量方面,线密度为0.22 tex和0.17 tex的纤维比线密度为0.13 tex的纤维所制备的非织造布液体反渗量高。主要是因为热风非织造布具有立体的空间三维结构,且贯通材料内部的空隙较多,液体利用纤维间的毛细管效应下渗扩散被吸收芯体吸收。在一定外界压力作用下,液体容易被析出造成反渗量较大,而纤维线密度减小,非织造布的孔隙率降低[5],由于纤维分布过于紧凑,纤维表面致密性提高,使纤维间的空隙大幅减少。这种结构变化增大了液体向下层扩散时的阻力,导致液体下渗速度减缓;同理,当液体完成下渗后,因纤维间的空隙小,反渗量也会降低。
3.2.2 纤维亲水性对热风非织造布性能的影响
3.2.2.1 厚度(蓬松性)
通过对不同亲水性纤维制得的热风非织造布进行厚度测试可知,不同纤维原料对热风非织造布的厚度即蓬松性的影响不大。
3.2.2.2 断裂强力与柔软度
在断裂强力与柔软度方面,不同亲水性纤维对制得的热风非织造布的断裂强力与柔软度影响较小。
3.2.2.3 液体穿透时间
比较不同亲水性、相同纤维规格制备的热风非织造布的液体穿透时间发现,多次亲水型热风非织造布的液体穿透时间比单次亲水型热风非织造布短,单次亲水型热风非织造布的液体穿透时间比弱亲水型热风非织造布短,这是油剂的亲水能力决定的。单次亲水型热风非织造布在第1次液体穿透后,纤维表面亲水油剂已被液体传输带走,因此在穿透时间上,第2次比第1次长,第3次比第2次长。多次亲水型热风非织造布的纤维表面亲水性较好,故液体穿透时间明显较短,但随着纤维表面亲水油剂的逐渐脱落,第2次和第3次的液体穿透时间也逐渐增加。弱亲水型热风非织造布的亲水性较弱,每次液体穿透时间相对都较长且在逐次增加。
3.2.2.4 反渗量
从反渗量方面看,由相同纤维规格、不同亲水油剂的纤维制得的热风非织造布,多次亲水型热风非织造布的反渗量略大于单次亲水型热风非织造布,单次亲水型热风非织造布的反渗量大于弱亲水型热风非织造布,说明多次亲水型油剂纤维与单次亲水型油剂纤维制备的热风非织造布的回渗量接近。弱亲水型油剂纤维制备的热风非织造布的回渗量表现较好,但多次亲水型油剂纤维制备的热风非织造布的第2次穿透时间更短,穿透速度更快,进一步验证了多次亲水型油剂纤维热风非织造布作为面层材料时更易被受压后反渗上来的液体渗透使回渗量增加,导致纸尿裤的干爽性较差。
4 结语
4.1 随着纤维线密度增加,热风非织造布的孔隙率增大,导液迅速、穿透快、反渗量高,但柔软度数值也随之增大,即材料柔软性下降,故关于孔隙率与柔软度的平衡关系值得工艺技术人员进行更多的研究。
4.2 单次亲水型热风非织造布的3次穿透时间高于多次亲水型热风非织造布,但回渗量低于多次亲水型热风非织造布。理论上,混合型热风非织造布的穿渗时间和回渗量都介于二者之间。
4.3 反渗量是直接反映热风非织造布用作纸尿裤面层材料使用时干爽性的指标。热风非织造布主要起液体穿渗透作用,而使用弱亲水型油剂纤维制得的热风非织造布可在保证液体穿透速度的同时减少反渗量。
参考文献:
[1] 陈康振.纺熔非织造布在纸尿裤上的应用及技术发展趋势[J].生活用纸,2017,17(4):61-63.
[2] 康桂田,高超,黄配文,等.双组分热风非织造材料的热成型工艺对性能的影响[J].产业用纺织品,2019,37(4):14-18.
[3] 叶心彤,方瑞峰,武晓莺,等.不同亲水型热风非织造材料对纸尿裤面层性能影响初探[J].产业用纺织品,2020,38(3):41-45.
[4] 王娅.蚕丝纸尿裤面层材料的开发及性能研究[D].上海:东华大学,2014.
[5] 施纯秒.热风非织造布对纸尿裤吸液性能的影响[J].国际纺织导报,2019,47(9):12-18.