

本文发表在2025年出版的第43期《梳理技术》杂志上,更多好文章期待您的投稿。投稿/赠阅咨询邮箱:shulijishu@geron-china.com或致电13862860500杨女士
摘要:为了探究全固定盖板与回转盖板梳棉机梳理原理的差异,验证全固定盖板梳棉机在多元纤维混合梳理方面的可行性;结合数值模拟与工艺试验,对比分析了全固定盖板和回转盖板梳棉机锡林—盖板间气流速度分布差异以及其对混纺纱梳理效果的影响。结果表明:全固定盖板梳棉机锡林—盖板间的气流分布更有利于纤维的差异化运动,梳理效果更佳;当其他工艺参数相同时,全固定盖板梳棉机纺制混纺比为36∶30∶20∶10∶4的二醋酸纤维/粘胶纤维/热收缩腈纶纤维/细旦腈纶纤维/羊毛14.76 tex混纺纱,纱线的CVm、-40%细节、+35%粗节、+50%粗节、毛羽指数H平均值均小于活动盖板梳棉机,棉结+140%平均值大于活动盖板梳棉机,纱线质量与生条质量分析结果与数值模拟得到的仿真结果一致。
关键词:梳棉机;全固定盖板;回转盖板;锡林;针布;仿真模拟;多元纤维混合;混纺纱
0 引言
梳棉在整个纺纱工序中发挥着重要的作用,是纺纱的核心[1]。随着纺织行业的快速发展,梳棉机的产量持续提升[2]。近年来,传统回转盖板在提高梳理效能方面缺乏重大突破,弹性针布在坚牢性和使用寿命方面也存在不足,限制了梳棉机产量的进一步提高[3]。相比之下,全固定盖板梳棉机采用金属针布,可提高固定盖板齿密,使梳棉机可以处理更高密度的纤维量,兼顾产量和梳理质量[4]。
He[5-6]等曾对弹性盖板梳理区进行数值模拟,指出锡林针/齿结构的改变会引发主梳理区梳理流场的变化。所以,金属针布的使用也可能会使气流发生变化。梳棉机加工使加工对象均处于单纤维状态,锡林—盖板间的气流会影响到纤维的运动[7]。由于气流具有黏性,流动时会产生摩擦力,故锡林高速旋转时会产生附面层,该附面层有助于实现纤维束的单体化并排除相应的杂质,因此研究气流在锡林—盖板区域中的流动十分必要[8]。虽然前人针对全固定盖板梳棉机开展了诸多有价值的实验研究[9],但尚未进行相关原理分析。笔者及团队结合数值模拟结果,对比分析全固定盖板与回转盖板梳棉机用锡林针布与盖板针布间气流的差异及其对梳理效果的影响。
此外,随着市场需求和科技水平的提升,化学纤维在纺织领域的应用受到广泛关注,纤维的多元混合能满足客户对最终产品服用性能的指定要求。根据客户要求,笔者及团队选用二醋酸纤维[10]、粘胶纤维、热收缩腈纶纤维、细旦腈纶纤维和羊毛为原料,以混纺比为36∶30∶20∶10∶4纺制线密度为14.76 tex的纱线,分别采用配置金属针布的全固定盖板和配置弹性针布的回转盖板梳棉机进行生产,并对半制品生条和最终成纱进行性能测试与对比分析,以探究全固定盖板梳棉机在处理此类差异化混合纤维的应用可行性,为全固定盖板梳棉机的应用提供理论与实践参考。
1 数值模拟分析对比
1.1 模型建立
采用Solidworks软件分别建立2种梳棉机锡林—盖板的物理模型。
1.1.1 全固定盖板梳棉机用锡林—盖板的物理模型见图1。该物理模型上部分为部分盖板针布,长度和宽度均为30 mm;下部分为锡林针布,锡林整体直径为1288 mm。该模型为整体锡林滚筒上截取的一部分,长度和宽度均为3 0mm。锡林模型左右对称放置,盖板模型略微倾斜,控制锡林—盖板入口隔距为0.9 mm,出口隔距为0.3 mm。

图1 全固定盖板梳棉机用锡林—盖板的物理模型
1.1.2 回转盖板梳棉机用锡林—盖板的物理模型见图2。该物理模型上部分为部分弹性盖板针布,长度为21.17 mm,宽度为29.44 mm;梳针为U型,植针高度为7.9 mm,植针方法为4×6斜纹;下部分为锡林针布,锡林整体参数以及锡林—盖板隔距与全固定盖板梳棉机相同。
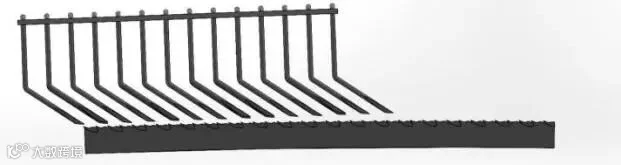
图2 回转盖板梳棉机用锡林—盖板的物理模型
1.2 边界条件
将整个流域划分为上下两个子区域进行设置。壁面设置为3层边界层;在子区域间建立Interface面,进行数据的传递;网格大小为0.006 mm~0.060 mm;计算方法采用改进的压力耦合的半隐式算法(SIMPLEC),以获得较高的求解效率;湍流模型选用Realizablek-epsilon模型,因其对旋转剪切流、边界层流动的适应性更优且求解快速高效。
1.3 仿真对比结果
鉴于探讨重点在于不同盖板类型之间气流的差异,在Fluent软件中进行模拟计算,主要对盖板附近的气流流速进行分析。巴普洛夫认为,梳棉机中的高速回转件与表面罩壳形成了类似泰勒涡流的运动,而盖板金属针齿间的轴向流动破坏了泰勒漩涡的发展[11]。故在隔距相同位置处的轴向截面Z轴的负方向上提取计算结果云图,气流分析数据提取位置见图3。

a) 全固定盖板梳棉机用金属针布

b) 回转盖板梳棉机用弹性针布
图3 气流分析数据提取位置
实验提取的气流速度分布云图见图4。锡林转动产生的附面层气流在盖板处被针齿破坏,针齿附近形成附面层气流的速度波谷。可以看出,金属针布附近的气流附面层宽度小于弹性针布附近的附面层宽度,气流的速度差也更小,使得在该方向上受到气流影响的纤维增多。
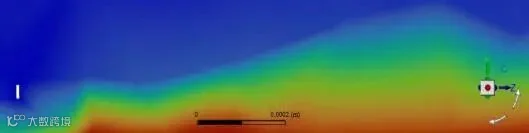
a) 全固定盖板梳棉机用金属针布
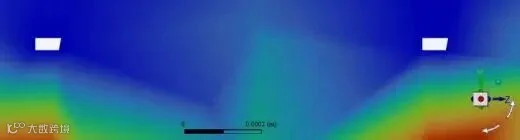
b) 回转盖板梳棉机用弹性针布
c) 颜色映射对应范围
图4 气流速度分布云图
在流场分布中运动的纤维,假设其运动速度为v,取纤维的d段,该处的气流速度为v,则在该段上气流的作用力见式(1)。
F =0.5Cdρ(v-vf)2dfdlsinθ
式中:
F—段上的气流作用力/N;
Cd—摩擦因数;
ρ—流动气体的密度/(kg·m-3);
vf—运动速度/(m·s-1);
v—气流速度/(m·s-1);
df—纤维直径/m;
dl—纤维段的长度/m;
θ—纤维与流线切线的夹角/(°)。
由于弹性针布气流附面层的宽度较大,有更多纤维会在针齿的轴向移动。同时,因气流附面层的速度差更大,故纤维运动过程中横向受力更大,产生更多的位移,导致纤维间的横向联系增多,产生更多的棉结。
而金属针布气流附面层宽度小,纤维在梳理过程中受离心力作用,易使纤维与流场中的针齿壁面直接接触,产生机械曳引力和机械阻力,使纤维的速度降低,增大了纤维和气流、纤维和纤维之间的阻力和作用力。又因纤维整体受到的张力增大,使纤维更易处于平行伸直的状态,梳理强度得到提高,梳理效果更好。但此过程中,纤维受到的张力增大,可能造成纤维的损伤,导致短绒率上升。
2 工艺试验
2.1 试验材料
用二醋酸纤维/粘胶纤维/热收缩腈纶纤维/细旦腈纶纤维/羊毛等混纺14.76 tex纱的原材料为:二醋酸纤维36%(伊士曼化工公司),粘胶纤维30%(唐山三友远达纤维有限公司),热收缩腈纶纤维20%(吉林奇峰化纤股份有限公司),细旦腈纶纤维10%(吉林吉盟腈纶有限公司),14.29 tex羊毛4%(产地澳大利亚)。纤维原料的基本参数见表1。
表1 纤维原料的基本参数
纤维原料 |
长度/mm |
线密度/dtex |
强力/cN |
断裂伸长率/% |
强度/(cN·dtex-1) |
回潮率/% |
二醋酸 |
38.0 |
1.20 |
2.41 |
31.39 |
1.81 |
6.2 |
粘胶 |
38.0 |
1.33 |
3.49 |
21.44 |
2.62 |
10.7 |
热收缩腈纶 |
38.0 |
1.24 |
4.68 |
24.03 |
3.77 |
1.5 |
细旦腈纶 |
38.0 |
0.89 |
3.54 |
35.53 |
3.97 |
1.6 |
羊毛 |
82.2 |
3.30 |
5.47 |
44.50 |
1.66 |
12.9 |
2.2 生产工艺
在纺纱工艺试验中,机型选择和工艺参数配置均经过企业实践优化,按照纺织企业生产最优工艺配置。在其他工艺参数和纺纱流程相同的条件下,采用配置金属针布的全固定盖板梳棉机和配置弹性针布的回转盖板梳棉机,分别纺制二醋酸纤维/粘胶纤维/热收缩腈纶纤维/细旦腈纶纤维/羊毛14.76 tex混纺纱,混纺比为36∶30∶20∶10∶4;两种梳棉机方案各纺制20个纱管作为测试试样。
14.76 tex混纺纱的捻系数为345,捻向为Z捻,具体工艺流程为:清梳工序采用清梳联合机组,梳棉工序加工成生条,并条工序采用三道并合工艺,再经过粗纱、细纱工序加工成纱。
其中,梳棉分别采用配置全固定盖板的FA201B型梳棉机和配置回转盖板的FA201B型梳棉机进行,梳棉主要工艺参数见表2。头道并条和二道并条均采用JWF1310型并条机,头道并条的条子并合根数为8,二道并条的条子并合根数为6,两道并条的条子定量均为23 g/(5 m);末并采用RSB-D22C型并条机,条子并合根数为6,条子定量为21 g/(5 m);粗纱工序采用FA497型悬锭粗纱机,粗纱定量为4.5 g/(10 m),总牵伸倍数为4.67,粗纱捻系数为75;细纱工序采用JWF1510型细纱机,定量为1.48 g/(100 m),总牵伸倍数为69.06。
表2 梳棉主要工艺参数
项目 |
工艺参数 |
生条定重/[g·(5 m)-1] |
23 |
出条速度/(m·min-1) |
60 |
刺辊转速/(r·min-1) |
650 |
锡林转速/(r·min-1) |
200 |
锡林—回转盖板隔距/mm |
0.23×0.20×0.20×0.20×0.23 |
锡林—固定盖板隔距/mm |
0.20×0.23×0.23×0.25×0.25×0.30×0.33×0.43 |
2.3 生条质量测试
结合生条质量检测方法[12]及多元混合纤维的特点,本实验每台车称取试样0.5 g,两手将棉条从左右撕开呈棉网状,对棉结进行检验计数,结果取10台车平均值。短绒率测试采用相同的取样方法,通过手排短绒计算生条短绒率,每种梳棉机测试2次,取平均值。
2.4 纱线质量测试
对该二醋酸纤维/粘胶纤维/热收缩腈纶纤维/细旦腈纶纤维/羊毛混纺14.76 tex纱的强力、条干指标进行测试,测试环境温度为20 ℃、相对湿度为65%。
条干测试采用乌斯特公司的Uster ME100型条干仪,按照GB/T 3292.1—2008《纺织品纱条条干不匀试验方法 第1部分:电容法》测试该混纺纱的条干。试样有效测试长度为200 m,测试速度为400 m/min,每种方案纺制20个管纱,每管测试1次,共20次,取平均值。
强力测试采用陕西长岭纺织机电科技有限公司的YG063G型单纱强力仪,按照GB/T 3916—2013《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定(CRE法)》测试该混纺纱强力。试样有效测试长度为500 mm,拉伸速度为 500 mm/min,预加张力为0.5 cN/tex,每种方案纺制20个管纱,每管测试5次,共100次,取平均值。
3 结果与讨论
3.1 生条质量分析
不同梳棉机方案所纺制的生条质量测试结果对比见表3。
表3 生条质量测试结果对比
梳棉机方案 |
棉结/[个·(0.5 g)-1] |
数均短绒率/% |
||
平均值 |
显著性 |
平均值 |
显著性 |
|
回转盖板 |
4.3 |
0.236 |
8.90 |
0.348 |
全固定盖板 |
3.8 |
11.70 |
||
由表3可见,每0.5g生条中,全固定盖板梳棉机方案的棉结为3.8个,回转盖板梳棉机方案的棉结为4.3个,全固定盖板梳棉机方案棉结数略有减少,显著性为0.236,不存在显著差异,说明全固定盖板梳棉机去除棉结的能力略有增强,但是增强效果不显著。这可能是由于化纤棉结含量较少,难以产生显著去除效果所致。在数均短绒率方面,全固定盖板梳棉机为11.70%,回转盖板梳棉机为8.90%,全固定盖板梳棉机数均短绒率增加2.8个百分点,显著性水平为0.348,不存在显著差异。这可能是由于全固定盖板略有过度梳理导致纤维损伤、短绒率增加,但增加并不明显,与前述数值模拟结果一致。
3.2 纱线质量分析
不同梳棉机方案所纺制的纱线质量测试结果对比见表4。
表4 纱线质量测试结果对比
项目 |
全固定盖板 |
回转盖板 |
增减率/% |
显著性 |
CVm/% |
11.51 |
11.69 |
-1.54 |
0.039 |
-40%细节/(个·km-1) |
38.0 |
41.5 |
-8.43 |
0.591 |
+35%粗节/(个·km-1) |
99.75 |
125.50 |
-20.52 |
0.011 |
+50%粗节/(个·km-1) |
7.0 |
8.5 |
-17.65 |
0.418 |
+140%棉结/(个·km-1) |
76.75 |
67.75 |
+13.28 |
0.160 |
毛羽指数H |
3.90 |
3.93 |
-0.76 |
0.436 |
断裂强力/cN |
185.33 |
184.87 |
+0.25 |
0.831 |
断裂强度/(cN·tex-1) |
12.49 |
12.46 |
+0.24 |
0.831 |
断裂伸长率/% |
9.28 |
9.46 |
-1.90 |
0.555 |
由表4可作分析如下。
a) 当其他工艺参数相同时,全固定盖板梳棉机方案所纺制纱线的CVm值、-40%细节、+35%粗节、+50%粗节、毛羽指数H值均小于回转盖板梳棉机方案,+140%棉结平均值大于回转盖板梳棉机方案。但根据显著性结果判断,全固定盖板梳棉机方案的CVm值和+35%粗节指标的显著性水平小于0.05,存在显著性差异。其他指标虽然平均值存在差异,但显著性水平大于0.05,不存在显著差异。
b) 纱线条干CVm值和生条短绒率有关[13]。全固定盖板梳棉机和回转盖板梳棉机方案所纺制生条的短绒率不存在显著性差异,纱线CVm值的明显改善可能是由于梳棉机梳理能力提高、生条的分梳度提高,致使纱线不匀显著降低。
c) 粗节的存在主要是由于梳棉机梳理过程中梳理不充分导致。全固定盖板梳棉机方案纱线的+35%粗节明显小于回转盖板梳棉机,可能由于全固定盖板梳棉机的梳理强度增加、生条分梳度改善,这与前面数值模拟的结果吻合。
d) 短纤维的增多一般会造成纱线毛羽的增加[14],但最终全固定盖板方案纱线的毛羽指数H值显著性水平大于0.05,不存在显著差异。说明全固定盖板生条短绒率虽然上升,但其梳理强度增加、生条分梳度可能改善,未造成最终纱线的毛羽指数H值指标恶化。
e) 细节的形成通常是由于短纤维增多。两种梳棉机方案的-40%细节指标差异不大。一方面说明全固定盖板梳棉机的梳理能力比较强,纤维的分梳度较好,在后续过程中不易形成细节[15];另一方面也间接证明了生条短绒率均值的上升并未引起后续过程中细节的增加,与显著性检验结果一致。
f) +140%棉结的增减率为13.28%,但显著性水平大于0.05,不存在显著性差异。这可能是由于全固定盖板梳棉机的梳理能力过强,导致部分纤维受损,损伤产生的短纤维相互缠绕,形成新的棉结所致[16-17];但生条短绒率上升无显著性差异,最终+140%棉结也没有显著增加,两部分结果一致。
g) 从全固定盖板和回转盖板梳棉机方案的纱线强力指标来看,两种梳棉机的断裂强力、断裂强度和断裂伸长率显著性水平都大于0.05,不存在显著差异。一般情况下,生条短纤维含量较高,成纱强力相对较低。这也说明生条短绒率均值的上升并未造成纱线强力的下降,故纱线细节减少,断裂强力和断裂强度均有所增加。全固定盖板梳棉机方案的断裂伸长率小于回转盖板梳棉机,则可能是由于梳理能力过强导致的生条数均短绒率上升、断裂伸长率下降,与上文生条质量分析的结论一致。
4 结语
通过Solidworks软件对全固定盖板梳棉机和回转盖板梳棉机的锡林—盖板分别建模,并运用Fluent软件模拟计算,分析两种盖板梳棉机主梳理区的气流分布特点;同时开展实验探讨两种不同的盖板对于二醋酸纤维/粘胶纤维/热收缩腈纶纤维/细旦腈纶纤维/羊毛混纺14.76 tex纱(混纺比为36∶30∶20∶10∶4)混合梳理效果的影响,得出如下结论。
4.1 全固定盖板气流速度形成稳定的分布,纤维更容易在气流的影响下发生运动;气流横向扰动更多,纤维受到梳理的次数增多,故全固定盖板梳棉机对于纤维的梳理能力更强。
4.2 生条质量测试结果表明,每0.5 g生条中,全固定盖板梳棉机方案的棉结数为3.8个,回转盖板梳棉机方案的棉结数为4.3个,显著性为0.236;在数均短绒率方面,全固定盖板梳棉机方案为11.70%,回转盖板梳棉机方案为8.90%,与数值模拟得到的仿真结果一致,说明全固定盖板梳棉机梳理及去棉结能力强,但可能因梳理过强致纤维损伤,短绒率上升。
4.3 纱线质量测试结果表明,全固定盖板梳棉机方案生产纱线的CVm值和+35%粗节指标明显优于回转盖板梳棉机,其他指标虽存在差异但总体不明显;全固定盖板梳棉机方案生产纱线的+140%棉结指标高于回转盖板梳棉机,但差异性不显著,推测是过度梳理导致短绒率升高造成,与生条质量分析及数值模拟得到的仿真结果一致。
参考文献:
[1] 朱中华,严旭新,卢陵.宽幅梳棉机的应用和维护保养[J].纺织器材,2024,51(1):37-41.
[2] 郭东亮,董志强.国外现代梳棉机及梳理技术的发展概述[J].棉纺织技术,2015,43(10):79-84.
[3] 孙鹏子,曹继鹏.全固定盖板梳棉机的研究进展[J].纺织学报,2009,30(5):137-141.
[4] GERHARD MANDL.改善梳理的新技术[J].江慧,译.国际纺织导报,2005,33(4):10-16.
[5] HE Shanshan,CHENG Longdi,XUE Wenliang,et al.Three-dimensional Numerical Simulation of Air Flow and Fiber Dynamic in Carding Region in Carding Machine[J].Textile Research Journal,2019,89(19-20):3916-3926.
[6] HE Shanshan,CHENG Longdi,XUE Wenliang,et al.Card Clothing with Misaligned Teeth for the Card:Carding Mechanism and Application[J].Textile Research Journal,2023,93(1-2):124-132.
[7] 肖建明,曾一平,戴羡磊.全固定盖板梳棉机的研发和试验[J].棉纺织技术,2018,46(6):67-73.
[8] 陈玉峰.全固定盖板梳棉机工艺原理及纺纱效果探析[J].纺织导报,2022(3):80-83.
[9] 王瀚巍,张志强,赵建奎,等.全固定盖板梳棉机应用效果分析[J].棉纺织技术,2023,51(4):48-52.
[10] 金雪,顾颖婕.二醋酯纤维与莫代尔混纺针织家居服面料开发[J].针织工业,2024(2):5-8.
[11] (苏)巴甫洛夫TT.纺织工艺工程与设备的空气动力学[M].周慈念,邢声远,译.北京:纺织工业出版社,1988.
[12] 刘荣清,王柏润.棉纺试验[M].3版.北京:中国纺织出版社,2008.
[13] 曹继鹏,张志丹,张明光,等.生条中短纤维含量与成纱指标的相关性分析[J].纺织学报,2018,39(12):30-36.
[14] CUI Yuemin,CHENG Longdi,HE Shanshan,et al.Modeling and Simulation of Fiber Movement in the Drafting Zone Based on the Iterative Method[J].Textile Research Journal,2022,92(1-2):33-46.
[15] 张淑慧,程隆棣,薛文良,等.梳棉机刺辊与锡林针布的新型结构设计与试验[J].上海纺织科技,2020,48(9):39-42.
[16] 李霞龙,杨巧云.影响再生纤维素纤维梳理质量的因素分析[J].棉纺织技术,2022,50(5):48-52.
[17] 程桂芳,杨效青,侯月云,等.半成品工序降低棉结的措施[J].纺织器材,2024,51(1):42-46.