
点击上方"合盛杭萧",关注我
钢结构连接普遍采用焊接,且对于一些重要焊缝一般都采用全熔透焊接。金属焊接时在局部加热、熔化过程中,加热区的金属与周边的母材温度相差很大,产生焊接过程中的瞬时应力。
冷却至原始温度后,整个接头区焊缝及近缝区的拉应力区与母材在压应力区数值达到平衡,这就产生了结构本身的焊接残余应力。
此时,在焊接应力的作用下焊接件结构发生多种形式的变形。残余应力的存在与变形的产生是相互转化的,认清变形规律,就不难从中找到防止减少和纠正变形的方法。
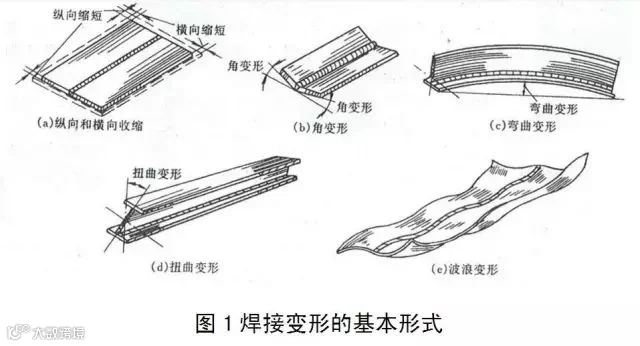
一、焊接变开的形式与原因

二、影响焊接结构变形的因素:

三、防止和减少结构变形的措施:

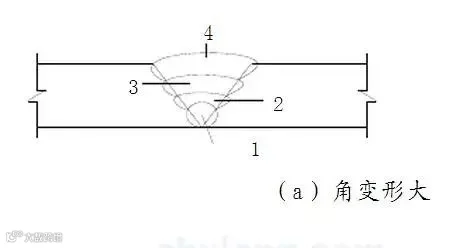
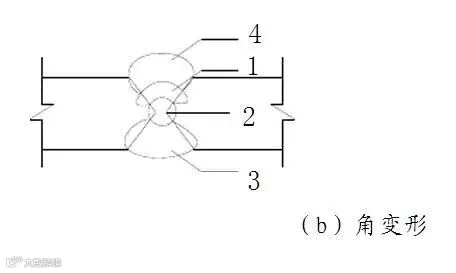
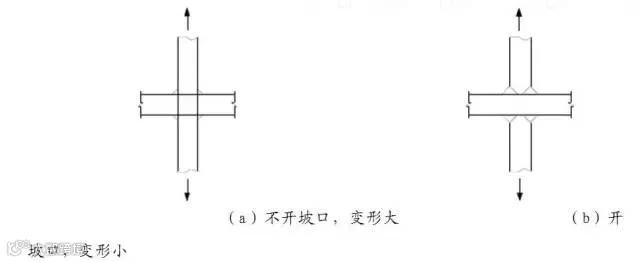
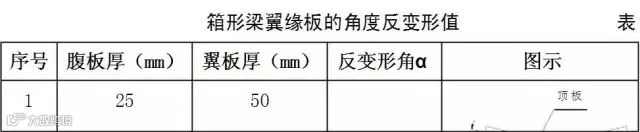
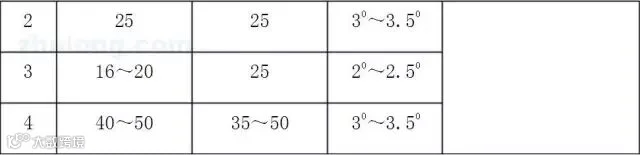
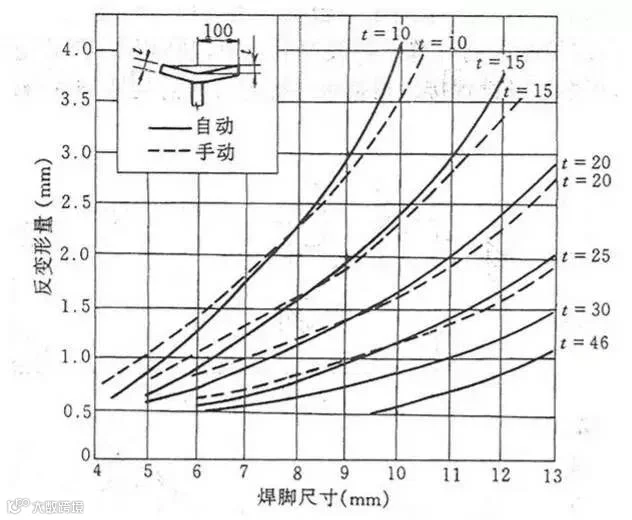 图4 H形钢焊接前翼缘的反变形量参考值
图4 H形钢焊接前翼缘的反变形量参考值
四、焊接变形的焊后矫正方法:


在利用加热矫正的同时,为了提高矫正效果,也可在加热过程中施加外力矫正,火焰矫正时,加热点的冷却有两种方法:即自然冷却和水冷却。采用水火矫正法能使结构矫正收效快,并可以使矫正量大于自然冷却的矫正量。如矫正大截面的H型钢
文章转自钢结构设计,如有侵权请联系我们。
· END ·
长按关注


点击 "阅读原文" 查看更多