
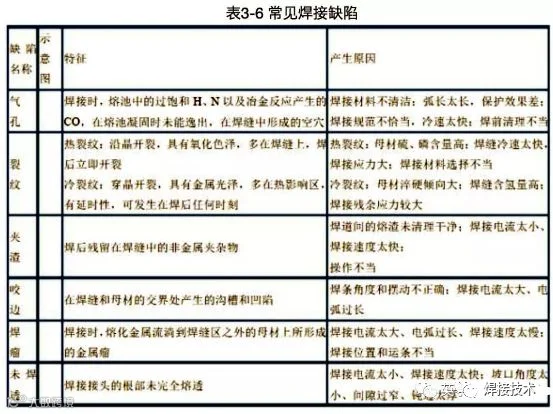
(3)焊缝内部缺陷:如气孔、夹渣、裂纹、未熔合、夹钨、双面焊的未焊透等。
(4)焊接接头性能不符合要求:因过热、过烧等原因导致焊接接头的机械性能、抗腐蚀性能降低等。

(2)缩短使用寿命
(3)造成脆裂,危及安全
工件焊后一般都会产生变形,如果变形量超过允许值,就会影响使用。
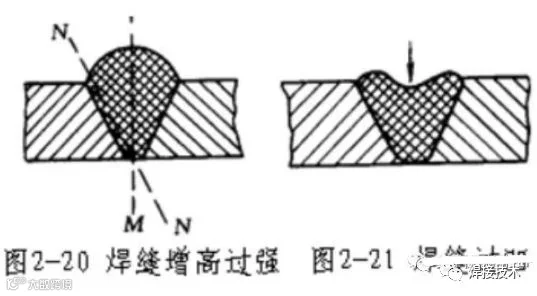
1.焊缝增强过高
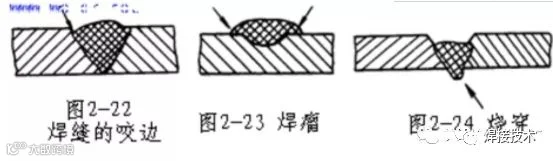
4.焊瘤
(三)焊缝的内部缺陷
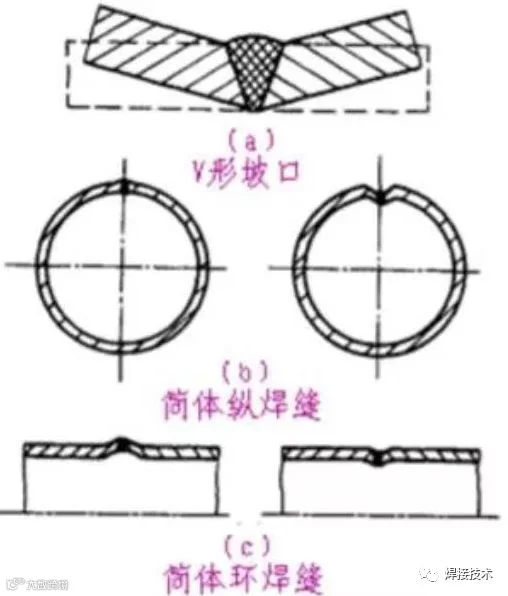
1.未焊透
2.夹渣
3.气孔
4.裂纹
4.1热裂纹
4.2冷裂纹
(一)外观检查
外观检查一般以肉眼观察为主,有时用5-20倍的放大镜进行观察。
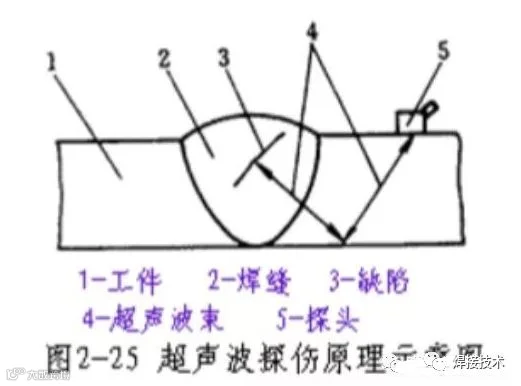
(二)无损探伤
隐藏在焊缝内部的夹渣、气孔、裂纹等缺陷的检验。
X射线检验是利用X射线对焊缝照相,根据底片影像来判断内部有无缺陷、缺陷多少和类型。再根据产品技术要求评定焊缝是否合格。
对于离焊缝表面不深的内部缺陷和表面极微小的裂纹,还可采用磁力探伤。
(三)水压试验和气压试验
对于要求密封性的受压容器,须进行水压试验和(或)进行气压试验,以检查焊缝的密封性和承压能力。
(四)焊接试板的机械性能试验
无损探伤可以发现焊缝内在的缺陷,但不能说明焊缝热影响区的金属的机械性能如何,因此有时对焊接接头要作拉力、冲击、弯曲等试验。这些试验由试验板完成。
· END ·
长按关注


点击 "阅读原文" 查看更多