
清梳联流程最重要的因素是原料利用率。节省1 %的可纺纤维就能带来显著收益。
位于印度南部的一家客户利用一次难得的机会,对清梳联的落棉进行了直接对比测试。来自立达的清梳联和另一家清梳联并行运行,两者的制造年份和产能也几乎相同。对比中,梳棉机产量是关键。在纱线质量相同的前提下,梳棉机C 70的目标产量是提高75 %。
试验条件
印度各地原棉,含杂率3 %。
两条清梳联线所生产的梳棉机棉条,在相同的后道工艺流程— 并条机、粗纱机和环锭细纱机上进行纺纱 — 最终产品为Ne 30的普梳针织纱(图1)。
 图1. 流程图— 对比的生产线用彩色标注。
图1. 流程图— 对比的生产线用彩色标注。
试验效果
试验结果令人印象深刻。与另一家清梳联相比,立达VARIOline柔性开清和梳棉机C 70的清梳联达到了以下效果:
• 梳棉机产量提高了75 %(图1);
• 生条和成纱质量相同(图2)(这些数值在纺纱厂正常的波动范围内);
• 节能达27 %(图3);
• 节省落棉达1 %(图4)。

图2. 保证生条和成纱质量相同条件下,立达清梳联产量显著提高。
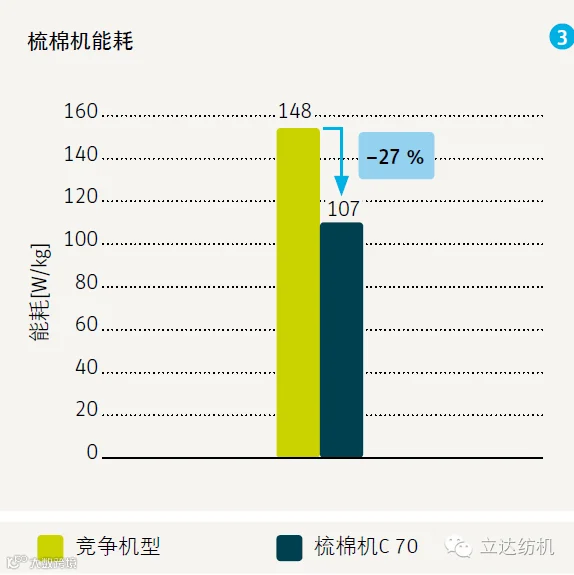
图3. 梳棉机C 70,每千克梳棉机生条可节能27 %。

图4. 立达生产线可减少1 %落棉。
这些卓越的试验效果是如何实现的?立达开清工序确保在最高产量下,纤维柔和开松,高效除杂和全面混合,主要得益于以下特点:
• 棉束细小为高效除杂奠定基础;
• 渐进式除杂;
• 根据原料情况,除杂模块可做间道(图5);
• VARIOset在线调整,设置简单。
 图5. 配备R模块的多仓混棉机UNImix B 72设置间道,图中可以看到间道跳过了除杂模块。
图5. 配备R模块的多仓混棉机UNImix B 72设置间道,图中可以看到间道跳过了除杂模块。
梳棉机C 70的一个显著特点是具有最大的有效梳理面积,可以实现高产优质。通过以下部位的选择性除杂,可以确保高产的同时实现高效除杂:
• 刺辊;
• 预梳理区和后梳理区;
• 盖板速度连续可调。
有效节能
本案例中,立达清梳联生产线能耗较低,单线产量1 000 kg/h,电费以每度10美分计算,每年可节约3.25万美元。
单线产量1 000 kg/h,棉花价格为每千克1.48美元时,减少1 %落棉,所节省原料相当于每年节省12万美元。
