上次我们分析了国内对于细纱提速理解的误区,我们认为高效细纱提速是可行的。为此,我们将为大家介绍我们在立达中国用户处进行的细纱提速实例。本期我们将先介绍本次提速实验的具体背景和前期准备。

提速试验的目标锭速及质量控制标准设定
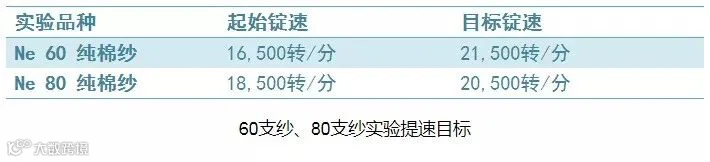
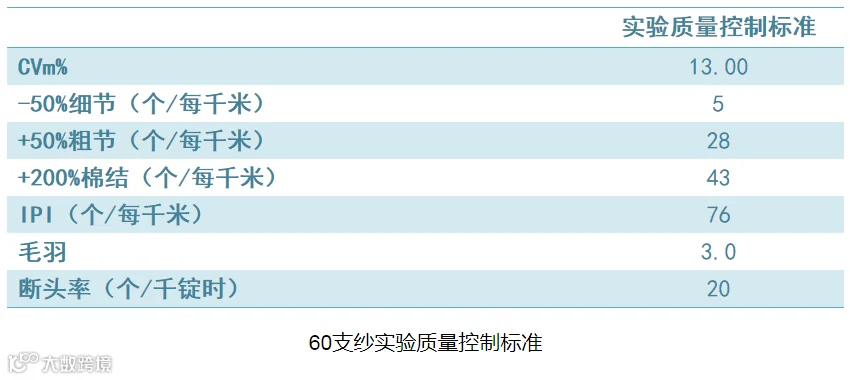
实验选取两个品种来进行提速,分别为60英支和80英支纯棉纱,原料为100%长绒棉,纱支英制捻系数为3.7,实验品种的起始锭速和目标锭速如下图所示。此外,我们还制定了相应的质量参数来作为本次提速试验的试验质量控制的标准。
 因此本实验的目标就是在实验设定的质量控制标准内,将K 42提速至目标速度并记录该过程中的纱线质量、千锭时断头数量及机器能耗,作为试验结束后分析计算成本与收益的参考。
因此本实验的目标就是在实验设定的质量控制标准内,将K 42提速至目标速度并记录该过程中的纱线质量、千锭时断头数量及机器能耗,作为试验结束后分析计算成本与收益的参考。
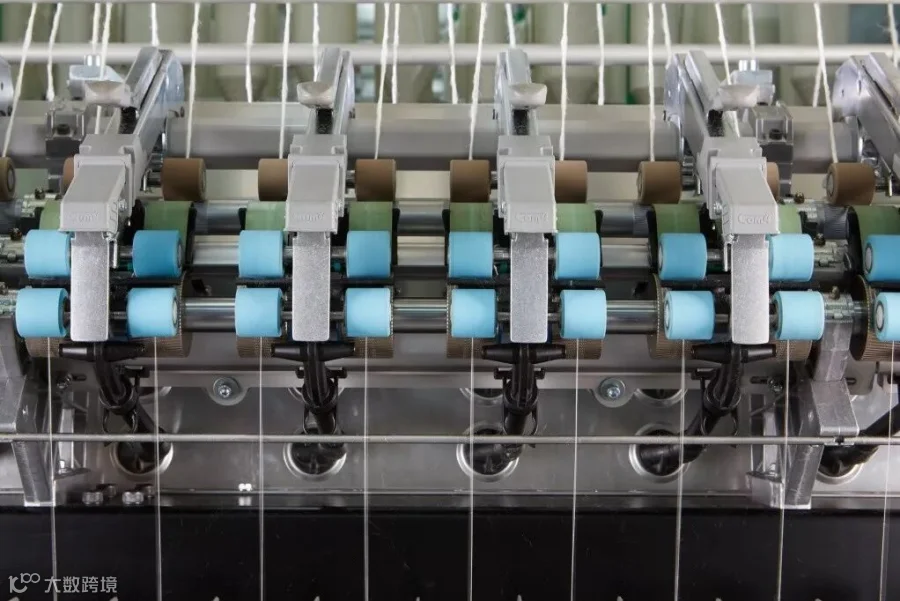
提速前的设备调试及试验中的监控要点
要将机器提速,首先要确保的是机器的硬件状态,在提速开始前的第一步就是将机器进行全面诊断。在检查机器状态后, 立达专业人员对机器进行了以下几点的调整:
机架水平调整;
吸风鼓罗拉位置调节与校准;
钢领板水平和叶子板水平以及高度设置;
喇叭口位置以及粗纱横动动程调节;
三中心调节包括钢领水平;
锭子检查,换油;
落纱臂的检查调整包括步骤确认;
SERVOdisc夹纱盘轨道检查;
按加油周期表给各部件加油。
在以上准备工作完成之后,开始提速。
提速是按1,000转/分为一个阶段循序累积的,在每个阶段性提速的过程中观察机器运行情况:
测定断头;
观察气圈;
检查钢丝圈磨损情况,同时观察飞圈情况,
每个阶段的能耗情况;
每个阶段的成纱进行质量测试,判断是否超出内控标准;
断头率的记录,是否超出20根。
根据第5、6两点作为判定是否继续提速的标准,并在此前提下达到最高锭速。
下期我们将介绍本次提速实验的结果分析,敬请期待。
Q&A环节
欢迎大家在每期的文章下方留言和立达进行互动。我们会摘选部分精选留言于本次专栏的最后一期进行专门的Q&A互动解答。期待您参与到我们的互动中来。