J6自动化主焊线 节拍优化项目实施表
对J6主焊线进行作业观察,调整合理的干涉区来减少机器人互相等待时间。 对各工位机器人焊点进行分流优化,提升主焊线平衡率。通过机器人程序完善,实现机器人特殊焊接或作业路径优化。通过持续的自动化改善,J6主焊线主力车型作业节拍大幅降低,实现了J6线“火车头”的拉动作用。


J7车门装调工位改善
在J7各人工上料口广泛应用抓手传感器技术,实现了自动识别、抓取单件物料。同时结合各工位现场环境和物料尺寸,设计制作多套适应自动抓取物料的工位器具,实现了上料口工位多料叠放,设备自动单件抓取的改善成果,消除了人工上料工位单次只能配送一件物料的作业困难,解决了操作者每个作业循环都需要上料作业的动作浪费,降低了瓶颈工位操作人员作业节拍时间,提升了J7生产线平衡率。

J7车门装调 自动升降防护栏
通过自主设计、制作车门吊运辅助器具,增加了车门装调工位的稳定性、安全性。同时对工位布局进行改善,减少了操作者走动浪费,降低瓶颈工位作业节拍。设计、制作自动升降防护栏,提升生产操作安全性。

J7地板班自动叠放改善

J7顶盖自动化改善项目
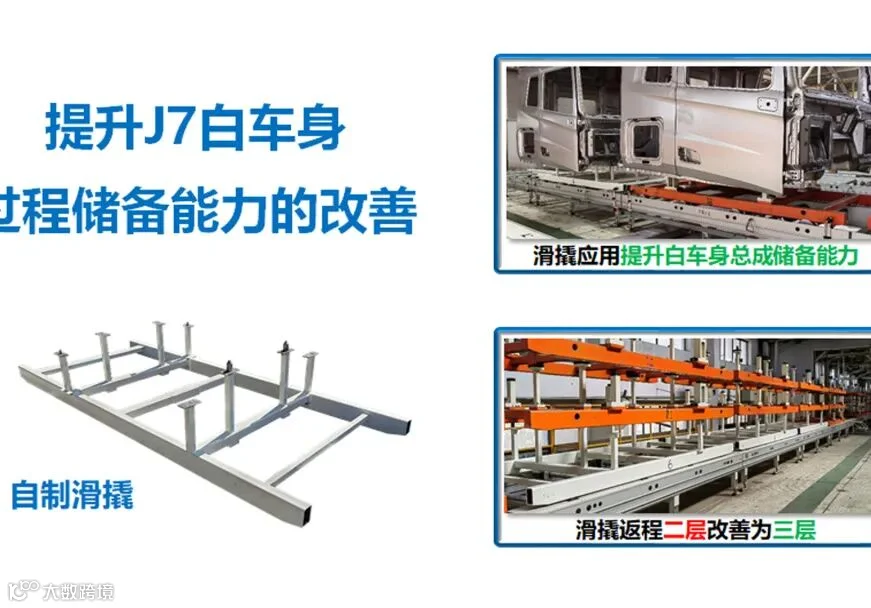
J7空中储备

左右侧围多层叠放自动化改善
根据J7滑撬形状及尺寸,自主设计制作滑撬胎盘模具,通过模块化生产快速完成12台自制滑撬制作。开展返程多层滑撬程序系统优化,根据程序优化完成增加激光检测开关的机械改善,实现空滑撬返程由双层变三层。增加了驾驶室存放区域总成储存能力,降低了设备故障停歇给下序生产单位造成影响的风险。
2023年焊装车间通过持续自主改善,不仅实现了设定的改善目标,同时自主改善过程中充分利用闲置设备,自主开发应用程序,大大节约改善成本。丰富的改善课题和成果,也进一步拓宽了车间自动化改善的思路、方法和能力。未来,焊装车间将对一系列设备智能化改善进行总结横展,实现改善方法标准化。
撰稿 | 邢昕鹏 文/图
审校 | 李 勇
初审 | 尤 丽 马 琳
终审 | 刘 畅