前段时间,飞宝跟大家一起了解了复合材料制作工艺的相关知识,知道了复合材料制作中的原材料、工艺辅助材料和铺贴技术。那么当这些准备工作都做好,如何“烘培”出一道复合材料“大餐”呢?今天,飞宝跟着工程师继续请大家一起“品味”创造与科技的故事~话不多说,GO!
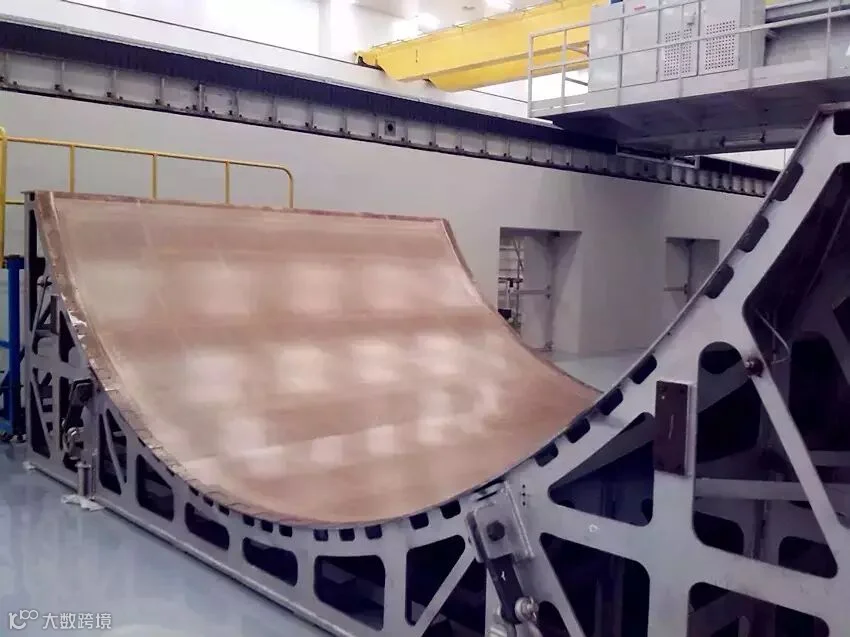
如果说复合材料是餐饮艺术中烘烤的精品,那么成型模具就是做工精良、选料考究的烤盘,重点考虑模具膨胀与复合材料固化变形、热量传递等技术问题。
复合材料固化变形是因材料本身热胀效应导致的一种构件变形现象。复合材料构件的固化成型温度一般远远高于室温,构件在常温下的形状与成型形状之间因热胀效应造成差异是一种普遍现象。树脂凝胶前,预浸料铺层尺寸不固定,模具热膨胀不会引起内应力产生。
当复合材料构件在高温下固化、定形时,其形状与同一时刻的模具形状相一致,若继续升温,模具与复合材料之间的热膨胀系数不匹配将导致内应力产生。在降温阶段,由于热胀效应,模具在该时刻的形状与模具的室温形状(原形)之间存在差异。随温度的下降,模具形状回复到原形,但复合材料构件由于具有与模具不同的热胀系数,其形状无法随模具同步回复,产生较大的内应力,导致结构变形。因此,为制备高精度的复合材料结构,通常选用与复合材料结构件热膨胀系数相当的材料制备成型模具,如复合材料模具或因瓦钢模具。如果考虑量产,要求模具多次使用,因瓦钢模具是首选。
烘烤工艺中,为提高烤盘的温度均匀性及升温速率,其设计也独具匠心。在满足模具刚度及强度的前提下,模具工作面设计为薄壁结构,以减少热容,保证传热均匀;模具支座设计为开放的框架式结构,利于气体对流,确保有效传热。
一般来说,糕点等烘焙类食品的制作要求疏松多孔,确保口感柔软绵密。这点在复合材料的制作商却恰恰相反。为保证复合材料的品质,孔隙率要求至少小于2%。“烤箱”,即热压罐或固化炉,便是控制烘烤火候、确保复合材料结构品质的关键。
热压罐兼具“烤箱”和“高压锅”的功能,能对预浸料铺层进行抽真空、加压、加热。由于预浸料铺层由真空袋封装在模具上,真空袋内抽真空确保夹杂空气排出;在热压罐外加压力的作用下,真空袋内外形成压力差,确保预浸料铺层压实并减少孔隙缺陷;同时在高温气体的循环作用下,加热预浸料铺层,促进其固化成型。对于常见的民用航空环氧树脂预浸料体系,其固化温度约为180℃,热压罐压力约为0.6MPa。对于热压罐本身,要求其工作温度达到250℃,罐内温度均匀性、工作压力都有严格的控制。
相对于热压罐,固化炉更趋近于传统的“烤箱”,仅能对预浸料铺层进行抽真空及加热处理。对于非热压罐预浸料体系,固化炉就能满足其固化需求。非热压罐预浸料体系采用了先进的技术,无需热压罐外加压力便能保证预浸料铺层的压实,确保纤维体积分数,同时有效排除夹杂空气,控制孔隙生长,达到工程应用要求。固化炉的设备投入成本仅为近似尺寸大小热压罐的1/10~1/7,因此,非热压罐工艺是复合材料低成本制造技术的重要方向。
在压力、火工与时效的作用下,使不同质地的原料,达到“入味透彻”的效果,纤维与树脂完全交融为一体,既相得益彰,又能体现原汁原味,本色本味。
从“烤箱”出来,复合材料“色香味俱全”,已称得上“美食”,但距“佳肴”还有“形”的距离。当然,复合材料结构固化成型后,首先需对结构进行无损检测,常见方法是超声波C扫描技术,对制件内部缺陷,如孔洞、气泡、分层、夹杂等进行非破坏性检测。检测合格后,利用数控机床对制件进行机加“分切”,去除工艺边界。装配型架,即为与复合材料零件相得益彰的“盛器”,其本身也是一件艺术品,无不体现“厨师”们对细节的雕琢。
经过“厨师”对多个零件巧夺天工的“装盘”后,此时的复合材料才算得上“色香味形俱全”的佳肴。
(图文来源:中国商飞公司新闻中心《大飞机报》第24期,文/辛朝波 摄/张学鹏)