
天然气提氦技术简介
1 天然气提氦主要工艺路线
1.1 技术应用现状
天然气提氦以副产品提取为绝对主流,单独为提氦建设专用装置的案例全球占比不足5% 。核心原料来自LNG生产过程中产生的闪蒸气(BOG)或天然气加工副产品,这类原料经初步冷凝分离后,氦气会自然富集(气相中氦浓度可达到60%左右),远高于常规天然气的低含量水平,大幅降低提取成本[2]。我国氦气资源数量贫乏且含量低,单纯采用深冷法开采成本极高,而LNG相关产业的发展为天然气提氦提供了经济可行的路径,已投产项目100%以LNG-BOG为原料,提氦后脱氦气体仍可回用为燃料,实现资源循环利用[1]。
1.2 主流工艺路线
1.2.1 低温冷凝法
-
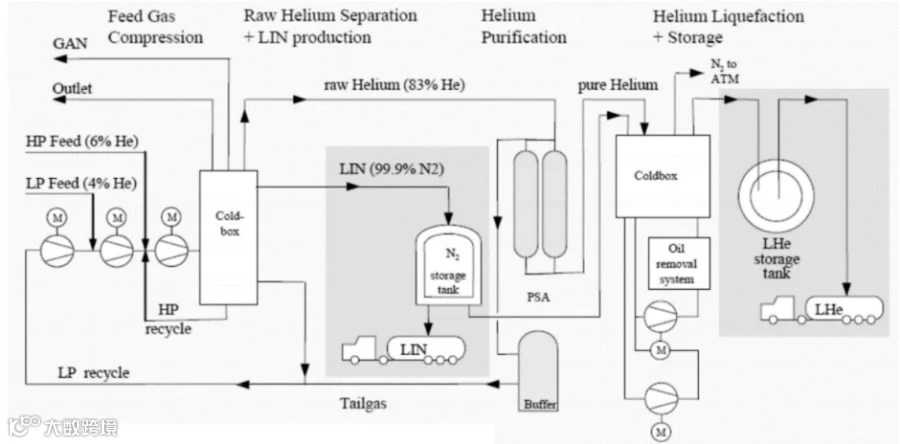
核心分离原理:基于各组分沸点差异,在特定压力下深度制冷至-153℃左右,使甲烷等重组分液化,氦气以气相形式分离富集,再经二次冷凝提纯得粗氦(氦含量60%~90%),后续耦合PSA精制获高纯氦[2]。 -
工艺特点与产业应用:分离效率高,产品纯度最高可达99.99997%,占全球提氦产能80%以上。国内相关项目采用该工艺与PSA耦合,配套大型LNG工厂实现规模化生产,设备成撬化设计可大幅缩减占地面积。通过单塔加两级分离器配合混合制冷剂循环工艺(利用乙烷、丙烷等混合物提升制冷效率),可使氦气收率达97.06%,产品纯度达85.09%,优化后总能耗较现有水平降低16.21%[2]。部分项目从低含量氦原料气中提取氦,回收率达99%,成为LNG-BOG提氦的示范工程。
1.2.2 膜分离法
-
核心分离原理:利用不同气体对膜的渗透性能差异,实现氦气与甲烷、氮气的分离,获富氦气体。膜分离技术的发展为低含量氦气提取提供了新路径,常作为预处理单元与其他工艺耦合[1]。 -
工艺特点与产业应用:能耗仅为低温冷凝法的30% ~ 50%,适合低氦含量原料气预处理。新型高性能聚合物膜(如聚苯并咪唑(PBDI)膜)的He/CH₄选择性表现优异,稳定性可达360小时以上[3]。日本宇部工业开发的双级中空纤维膜系统,从含氦原料气中高效富集氦气,回收率95%;加拿大Mankota工厂采用膜与PSA组合工艺,生产99.999%高纯氦气[1]。
1.2.3 吸附法
-
核心分离原理:根据天然气中各组分在固体吸附剂表面吸附能力的差异分离氦气,限于吸附剂吸附容量,一般适用于杂质含量小于10%的粗氦精制[1]。通过PSA或TSA工艺,利用分子筛等吸附剂优先吸附杂质,氦气穿透吸附床层实现分离。 -
工艺特点与产业应用:操作灵活,适合小规模提氦或精制。近年来发展起来的变压吸附(PSA)属于此类改进型工艺[1]。美国Nitrotec专利通过双级PSA与尾气循环,将氦回收率提升至95%;国内相关项目采用吸附脱氢技术,实现氢氦高效分离,氦气纯度达99.999%以上,同时回收高纯氢气[5]。
1.2.4 组合工艺(产业主流配置)
-
膜分离+低温冷凝:膜分离将低氦原料气氦含量初步提升,再经低温冷凝提纯,降低制冷负荷,该组合工艺经模拟优化后,可在保证乙烷回收率89%的前提下,使粗氦浓度达66.7%,精制氦浓度99.6%,总能耗降低3.301%[1]。 -
低温冷凝法+PSA精制:低温冷凝获粗氦,PSA深度脱氮、氢等杂质,最终氦纯度达99.999%以上,国内百万方级提氦项目采用该工艺实现规模化产能突破[7]。 -
前脱氢+多级膜+变压吸附+低温精制:创新性耦合工艺,适用于低氦含量天然气,山西丰盛公司采用类似组合工艺,产出99.9999%氦气[7]。鄂尔多斯盆地某LNG工厂采用膜分离+PSA联合工艺处理BOG,有效降低设备能耗,提高生产效率的同时获得高纯度氦气[4]。
2 关键工艺参数及产业运行标准
2.1 原料气预处理参数
BOG作为主流原料,预处理需针对其组分特性强化控制,核心参数以行业公认标准为准[1]:
-
脱硫要求:H₂S含量≤4ppm,避免腐蚀低温设备及毒害催化剂; -
脱碳要求:需严格控制CO₂含量,防止低温下形成干冰堵塞管道(无明确统一标准,工业通常控制在极低水平); -
脱一氧化碳要求:CO含量≤100ppm,避免影响后续精制工艺; -
脱水要求:水含量≤1ppm(露点≤-70℃),满足深度脱水需求,避免结冰影响分离[1]; -
脱氢要求:氢含量需严格控制,采用催化燃烧或吸附脱氢技术,可在常温下实现高效分离[5]。
2.2 主分离工艺参数
2.2.1 低温冷凝法参数
-
操作温度:核心冷凝温度约-153℃,适配2.1MPa操作压力下的分离需求[2]; -
操作压力:2.0 ~ 2.1MPa,该压力下氦气富集效果最优,平衡分离效率与能耗[2]; -
回流比:1.5 ~ 3.0,精馏塔采用筛板塔或填料塔,材质选用304或316L不锈钢; -
关键优化:深冷塔和两级分离器的参数设置直接影响氦气收率和纯度,通过支持向量机(SVM)配合改进海鸥算法(ISOA)优化后,预测相对误差可控制在1%以内[2]。
2.2.2 膜分离法参数
-
操作压力:1.0 ~ 4.0MPa,氦渗透速率随压力升高而提升; -
操作温度:20 ~ 50℃,避免高温降低膜选择性; -
膜面流速:1 ~ 3m/s,减少浓差极化,聚酰亚胺膜为工业常用膜材料,分离性能稳定[1]。
2.3 精制工艺参数
-
脱氢温度:300 ~ 400℃,采用铂/钯系催化剂,工业上普遍采用催化氧化脱氢法,氢转化率达99.9%以上[1,5]; -
脱氮温度:-80 ~ -120℃,采用5A分子筛低温吸附或专用脱氮膜; -
产品标准:工业级氦≥99.9%,高纯氦≥99.99%,超高纯氦≥99.9999%,国内已实现99.99997%(6N9级)超纯氦气生产[1,7]。
3 核心工艺设备
3.1 预处理设备
-
脱硫装置:工业常用醇胺法、热钾碱法、砜胺法等酸气脱除工艺,操作温度300 ~ 350℃,可将H₂S含量降至4ppm以下[1]; -
脱水装置:选用分子筛作为精脱水吸附剂,采用两塔交替运行模式,部分项目脱水系统与LNG工厂DCS高度融合,实现自动化控制,脱水深度满足小于1ppm的要求[1,2]; -
脱一氧化碳装置:采用专用吸附剂或催化转化工艺,将CO含量控制在100ppm以内[1]。
3.2 主分离设备
-
低温冷凝系统: -
制冷设备:主流采用混合制冷剂循环(MRC)工艺,利用乙烷、丙烷等混合物提升制冷效率,60年代后期已逐步工业化应用[2]; -
精馏塔:塔径0.5 ~ 3.0m,塔高10 ~ 30m,大型提氦厂采用填料塔与板式精馏塔组合,实现大规模原料气处理[1]。 -
膜分离组件: -
膜元件:以中空纤维膜或卷式膜为主,聚酰亚胺膜应用广泛,多级膜配置为工业常见设计[7]; -
膜壳:碳钢或不锈钢材质,单壳可装填1 ~ 8根膜元件,耐受压力0 ~ 6.0MPa[4]。 -
吸附分离设备: -
吸附塔:塔径0.3 ~ 2.0m,装填分子筛或活性炭,PSA工艺切换时间≤1s,实现快速循环吸附-解吸[5]。
3.3 精制与储存设备
-
脱氢反应器:固定床结构,铂/钯负载量0.1% ~ 0.5%,操作温度300 ~ 400℃,国内首套6N9级超纯氦提取装置采用催化脱氢耦合技术,氖气杂质含量低于0.3ppm[7]; -
储存设备:高压气瓶(15 ~ 20MPa)或低温液氦储罐(-268.9℃),国内已实现液氦罐箱量产,静态蒸发率≤0.1%/天[2]。
4 吸附剂与膜材料
4.1 关键材料类型
4.1.1 吸附剂
-
分子筛:作为核心精脱水与脱杂吸附剂,脱水深度可满足小于1ppm的工业要求,广泛应用于BOG提氦预处理与精制单元[1]; -
专用脱硫吸附剂:适配醇胺法、热钾碱法等工艺,保障脱硫效率,使H₂S含量降至4ppm以下[1]; -
脱氮吸附剂:以5A分子筛为主,用于粗氦深度脱氮,提升氦气纯度[5]。
4.1.2 膜材料
-
聚酰亚胺膜:工业常用膜材料,分离性能稳定,适用于氦气预处理富集[1]; -
陶瓷膜:耐高温(≤500℃)、耐高压,适用于高杂质原料气分离,但成本较高[4]; -
高性能聚合物膜:如聚苯并咪唑(PBDI)膜等新型膜材料,He/CH₄选择性优异,为低浓度氦提取提供新路径[3]; -
复合膜:聚酰亚胺-陶瓷复合膜结合高渗透速率与高选择性,是未来重点发展方向[5]。
4.2 材料失活抑制
-
吸附剂:严格控制原料气杂质含量,TSA再生温度不超过250℃,通过优化吸附周期延长使用寿命[4]; -
膜材料:控制操作温度≤100℃,加强预处理去除腐蚀性杂质,采用氟改性或新型聚合技术提升膜的抗老化性能[3]; -
催化剂:原料气硫含量控制在4ppm以下,定期空气吹扫脱碳,延长铂/钯催化剂使用寿命[1,5]。
5 工艺发展趋势
5.1 工艺优化方向
-
集成化预处理:开发脱硫-脱碳-脱水-脱一氧化碳一体化装置,可减少设备占地面积40%[2]; -
冷能回收利用:天然气液化与高纯氦提取一体化工艺,采用氮气循环系统高效制冷,优化能量回收,减少对原料气直接压缩的依赖,可提升氦气产量15%以上[8]; -
低浓度氦提取:针对低氦含量天然气,开发“膜分离富集+低温冷凝+PSA”三段式工艺,回收率提升至70%以上[1]; -
流程模拟优化:采用Aspen HYSYS等工具结合响应面法或智能算法,实现工艺参数精准优化,降低能耗并提升产品指标[5]。
5.2 产业发展核心趋势
-
国产化替代加速:2025年国内已实现纯度达99.9999%(6N级)、99.99997%(6N9级)的超高纯氦气生产,攻克关键技术壁垒,打破国外长期技术垄断,核心装备交付周期从24个月缩短至12个月[6,7]; -
模块化与小型化:开发分散式模块化装置,适配偏远低氦气田,模块化液氦工厂可实现气态氦就地液化; -
产能快速扩张:全球氦气市场需求持续增长,我国计划降低对外依存度,多个大型提氦项目投产后将显著提升国内产能; -
资源多元化:探索煤层气、化工弛放气等多元原料提氦,拓展氦气资源来源[3,8]。
注:文中部分产业数据、项目信息来自网络公开资料(包括企业公示、行业报告、环评文件等),不能保证准确性和可靠性。
参考文献
[1] 张庆华, 李建军, 王浩. 天然气提氦技术研究进展与工业应用[J]. 天然气工业, 2024, 44(5): 120-128.
[2] 刘敏, 陈明, 赵强. 低温冷凝法天然气提氦工艺优化与数值模拟[J]. 石油学报(石油加工), 2025, 41(2): 356-363.
[3] Liu C, Zhang X, Chen W, et al. High-Performance Polybenzimidazole Membranes for Helium Extraction from Natural Gas[J]. ACS Applied Materials & Interfaces, 2025, 17(34): 30876-30885.
[4] 赵峰, 李刚, 张敏. LNG蒸发气中氦气提取技术及应用[J]. 天然气与石油, 2025, 43(2): 78-84.
[5] 陈燕, 吴涛, 马强. 氦气回收与提纯技术的工业进展综述[J]. 化工进展, 2025, 44(9): 3876-3888.
[6] 中国石化石油化工科学研究院. 超高纯氦气提取技术国产化突破[J]. 石油炼制与化工, 2025, 56(3): 1-5.
[7] 中国石油天然气集团有限公司. 天然气提氦耦合工艺及装备研发成功[J]. 石油学报, 2025, 46(4): 589-596.
[8] 王鹏, 李丽, 张伟. 低含量氦气提取工艺优化与能量回收技术[J]. 化工学报, 2024, 75(8): 3321-3329.
声明
一、原创内容版权说明
本公众号原创内容依据《知识共享署名4.0国际许可协议(CC BY 4.0)》授权,条款如下:
-
使用权限:个人及组织可自由使用(包括商业用途),用于学习、交流、分享、生产、经营等各类合法场景。 -
使用要求:使用时须清晰注明来源为「化工工艺技术包微信公众号」,不得篡改原创内容核心信息或隐去来源标识。 -
禁止行为:严禁未经署名擅自使用、篡改原创内容核心信息后传播等违反署名要求的行为。
二、第三方素材版权说明
本公众号部分素材来自互联网,不适用上述协议,归原版权人所有并受著作权法保护:
-
本公众号仅为分享交流合理使用,使用时需遵守原版权人的相关规定,不得侵犯原版权人的合法权益。 -
若版权人认为侵权,可联系我们,我们将第一时间合规处理(调整、删除等)。
三、技术免责及内容说明
本公众号发布的技术内容(含工艺参数、技术方案、操作指引等),仅用于学习、交流、参考。本公众号及运营者不保证内容准确性、完整性、有效性及适用性,用户使用前需自行验证、评估风险并承担全部使用后果(含经济损失、安全事故等),我们不承担相关损害责任。内容可能未经通知更新修订,或因各类原因被删除,若您喜爱相关内容,可自行选择合适的保存方式。