

乙烯装置核心设备:裂解气压缩机(CGC)
裂解气压缩机(CGC)是乙烯装置的“心脏设备”——在百万吨级乙烯装置中,其处理量可达30万 ~ 60万立方米/小时(标准状态),出口压力通常升至3.5 ~ 4.5MPa,占装置总能耗的15% ~ 20%,是处理流量最大、能耗最高的旋转设备之一。其核心作用是将裂解炉排出的高温复杂裂解气“逐级升压+级间净化”,脱除重液与水分、防控结垢与喘振风险,为下游深冷分离单元提供合格压力、洁净的原料气,是乙烯、丙烯等高价值产品生产的关键前置环节。
一、CGC核心技术解析
(一)基本定位与典型规格
-
处理对象:裂解炉产出的热裂解气(组分含H₂、C1 ~ C8烃类、蒸汽、少量CO₂/S等,入口温度80 ~ 120℃,入口压力0.1 ~ 0.15MPa)。 -
核心指标:总压缩比30 ~ 40(从入口0.1MPa升至出口3.5 ~ 4.5MPa),单级压缩比1.5 ~ 2.5(避免单级压缩温度过高);典型采用3-4级分级压缩模式,适配工业实际工艺需求。 -
驱动方式:几乎全部采用高压蒸汽透平驱动(蒸汽参数:10 ~ 12MPa、530 ~ 560℃),单台透平功率可达10000 ~ 18000kW(百万吨乙烯装置)。
(二)多级压缩工艺流程
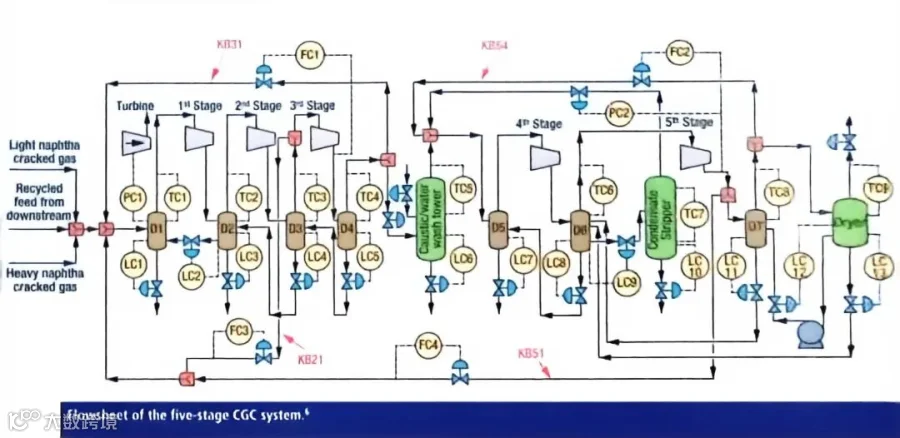
CGC通过“压缩→级间冷却→分液”的循环实现升压与净化,典型为3-4级流程(工业主流配置,如意大利新比隆GB-201压缩机为两缸四段结构),细节如下:
-
入口环节:裂解炉出口的热裂解气(80 ~ 120℃、0.1MPa)经裂解气总管(含过滤器)进入第一级入口,避免大颗粒杂质进入压缩机。 -
第1级:大流量初压+粗净化 -
压缩:采用双流式叶轮(适配大流量),将气体压力升至0.25 ~ 0.35MPa,温度升至150 ~ 200℃(压缩放热)。 -
级间冷却:进入管壳式冷却器,用循环水将气体冷却至40 ~ 50℃(使重烃、蒸汽冷凝)。 -
分液:进入卧式分液罐,脱除重质凝液(C5+烃类)与冷凝水,液相送凝液汽提单元回收轻烃,气相进入第2级;同时通过内置过滤器同步分离固体杂质。 -
第2 ~ 3/4级:逐级升压+精细脱液:每级重复“压缩→冷却→分液”循环,压力每级升至前一级的1.5 ~ 2.5倍(如第2级出口0.6 ~ 0.8MPa,末级出口3.5 ~ 4.5MPa);压缩后温度升至140 ~ 180℃,冷却后回落至40 ~ 50℃;分液量逐步减少,后期主要脱除微量水与轻凝液(C3 ~ C4)。 -
末级:终压调节+功能拓展:最终将气体升压至3.5 ~ 4.5MPa(匹配乙烯精馏塔压力);部分装置末级会接入丙烯制冷系统(充当热泵,回收压缩热),或处理脱甲烷塔回流气,优化热量利用。 -
级间注水工艺(结垢防控):在第1 ~ 2级入口/级间注入除氧水(注水量为裂解气流量的0.5% ~ 1%),冲洗叶轮表面防沉积、降低压缩温度抑制二烯烃聚合。(注:级间注水是裂解气压缩机防结垢的常见工艺,在行业实践中广泛应用)
(三)关键组件与技术细节
-
离心叶轮:前几级用双流式闭式叶轮(大流量、高效率),后几级用单流式闭式叶轮(适配小流量、高压力);材质为铬钼钢(3Cr1Mo)或不锈钢(304),耐温耐蚀抗冲蚀。 -
压缩机缸体:大型CGC多采用两缸或三缸结构(如四段压缩机对应两缸配置),缸体为水平剖分缸(方便检修),材质为铸钢(WCB);轴端采用干气密封(减少泄漏,适配高压工况)。 -
级间冷却器:管壳式换热器,管束材质为碳钢(前几级)或不锈钢(后几级);低流速设计,避免凝液冲刷,设排液口防积液。
(四)核心运行挑战与应对措施
1. 结垢问题(最频发故障)
-
结垢机制:裂解气中丁二烯等二烯烃高温聚合,重烃冷却后冷凝,共同沉积在叶轮/流道表面。 -
危害:叶轮动平衡破坏(振动超标)、流道缩小(流量下降)、效率降低(每结垢1mm,效率下降3% ~ 5%)。 -
应对:在线水洗(每2 ~ 4周一次,高压水冲洗);离线检修(每2 ~ 3年停车,机械/化学清洗);级间注水防控。
2. 喘振风险(最危险工况)
-
喘振原理:流量低于喘振流量时,叶轮出口压力低于下游管路压力,气体发生“倒流→再压缩→再倒流”震荡,产生强烈机械冲击。 -
危害:叶轮变形、轴承损坏、干气密封失效,严重时转子断裂,触发全厂停车。 -
应对:配备流量-压力联锁防喘振系统,流量接近喘振线时自动打开回流阀;实时监测级间压差、轴振动,超限时报警联锁。
3. 腐蚀问题
-
腐蚀源:裂解气中H₂S、CO₂与水形成酸性介质,腐蚀叶轮与缸体。 -
应对:关键部位采用不锈钢材质,或喷涂碳化钨等耐蚀涂层。
(五)日常运行与维护要点
-
运行监控:重点监测轴振动(≤25μm)、轴瓦温度(≤90℃)、级间压力/温度、注水量;跟踪压缩效率,效率下降10%以上需在线水洗。 -
维护周期:每周检查注水管线、分液罐液位;每3个月校验防喘振阀、清理冷却器;每2 ~ 3年停车检修,更换密封、检查叶轮磨损。
二、国内外核心厂商及业绩案例
(一)国际厂商及其核心业绩
国际厂商长期垄断高端CGC市场,技术成熟、业绩丰富,核心企业包括埃利奥特、三菱重工、西门子能源等。
1. 埃利奥特(Ebara Elliott):全球乙烯压缩机龙头
-
市场地位:全球近50%的乙烯产能使用其设备,40%以上百万吨级乙烯装置采用其产品,累计安装700+台压缩机。 -
代表性项目:
2. 三菱重工(Mitsubishi Heavy Industries):高端技术领导者
-
市场份额:乙烯装置领域占全球约50%市场份额,石化和炼油领域占25%,产品远销60+国家。 -
核心业绩: -
中国独山子石化:100万吨/年乙烯项目,提供裂解气压缩机,高效稳定运行超10年,维护成本降低30%。 -
沙特阿美:多个大型乙烯项目,采用高压比、高效率多段压缩技术,能耗比行业平均水平低12%。 -
中国福建古雷:与沈鼓集团合作,为150万吨/年乙烯项目提供部分高端组件,共同打造“中沙标准”。
3. 西门子能源(Siemens Energy):创新型透平机械供应商
-
技术优势:自1948年发明整体齿轮压缩机以来,全球安装2200+台,流量范围达100万m³/h,单机效率高达98%。 -
经典案例: -
镇海炼化:百万吨级乙烯项目,压缩机采用多缸多段结构,出口压力达3.65MPa,脱除99%重烃和水分,能耗降低20%。 -
澳大利亚APLNG:提供10套压缩机组(含2台压缩机+蒸汽轮机/套),用于30年煤层气开发,展现超长寿命和低维护特性。
4. 其他国际知名厂商
(二)国内厂商突破与业绩
国内厂商通过自主研发与技术引进,逐步打破国际垄断,沈鼓集团、杭汽轮等企业已实现百万吨级CGC国产化,核心部件自给率大幅提升。
1. 沈鼓集团:中国CGC技术“破局者”
-
里程碑突破: -
2011年:自主研发的首台百万吨级乙烯压缩机试车成功,打破美日德50年技术垄断,使中国成为全球第四个掌握此技术的国家。 -
2024年:为中沙古雷150万吨/年乙烯项目(最大负荷180万吨)提供裂解气压缩机,该项目预计2026年建成投用,是“一带一路”倡议与沙特“2030愿景”深度对接的重要实践,创全球最大规模乙烯装置配套压缩机纪录,被誉为“中国心”。 -
先后完成100万吨级、120万吨级、140万吨级和150万吨级机组的研发,实现从24万吨到180万吨产能等级的全覆盖。 -
核心业绩: -
中石化武汉80万吨项目:2013年首次实现百万吨级“三机”总成套,设备国产化率95%,年创效527万元。 -
中海油惠州120万吨项目:2018年投产,压缩机振动控制在18μm以内,优于行业标准。 -
广东石化120万吨项目:2025年产量突破140万吨,创国内国产化乙烯装置运行纪录,压缩机为“国内最大功率蒸汽裂解装置用压缩机”。 -
天津南港乙烯项目(2024年):实现97%国产化率,标志着我国高端装备制造领域的重大突破。 -
国内项目:已应用于12个以上百万吨级乙烯项目,市场占有率显著提升,截至2011年累计创造经济效益超50亿元。 -
国际市场:中东地区已获3个新增订单,产品可靠性获国际认可,为“一带一路”沿线项目提供“中国方案”。
2. 杭汽轮(杭州汽轮机股份):透平与压缩机协同龙头
-
技术路线:与西门子合作,引进吸收先进技术,国产化率超90%,成为国内工业汽轮机龙头。 -
关键项目: -
三江化工:烯烃综合利用项目,提供CGC驱动汽轮机(型号EHNK71/80/130),与艾里奥特压缩机完美匹配,实现低能耗、高稳定性运行。 -
中海油海南炼化:100万吨乙烯项目,提供蒸汽轮机+压缩机组集成解决方案,热效率提升5.2%。
3. 其他国内厂商与产业链配套
三、国内外技术对比与国产化进程
(一)技术差距演变
-
2000年前:国际巨头垄断,国内CGC 100%依赖进口,单台价格高达2-3亿元,维护成本昂贵。 -
2011年后:沈鼓技术突破,国内厂商加速追赶,关键技术差距从15年缩短至5年;2010年左右,沈鼓百万吨级乙烯压缩机成功应用,推动乙烯装置国产化率从42%提升至78%。 -
2024年现状: -
性能参数:沈鼓CGC已达国际同类产品先进水平,采用多缸多段叶轮结构,压缩比30-40,高效叶轮气动效率超85%,与埃利奥特、三菱产品差距<3%。 -
可靠性:国内机组大修周期从1年延长至3-4年,与国际先进水平持平。 -
国产化率:2024年天津南港乙烯项目已实现97%国产化率,核心部件(叶轮、轴系)国产化率95%,仅高端轴承、控制系统部分依赖进口。
(二)典型项目对比分析(中沙古雷150万吨/年乙烯项目)
该项目为沈鼓CGC与国际厂商产品的直接对标案例,核心优势如下:
-
技术特点:采用多缸多段压缩,级间注水防结垢,末段与丙烯制冷系统集成,能量回收效率提升15%。 -
性能优势:满负荷工况下能耗与国际同类产品相当,高效叶轮气动效率超85%,适配项目150万吨年产能、180万吨最大负荷需求。 -
成本优势:设备总造价较进口方案降低30%,维护周期延长至4年,全生命周期成本降低40%。
四、CGC技术发展趋势
-
智能化升级: -
沈鼓推出预测性维护系统,通过多参数监测提前6个月预警故障,避免非计划停机。 -
西门子开发数字孪生压缩机,实时模拟运行状态,优化操作参数,能耗再降5%。 -
绿色低碳转型: -
三菱开发多级压缩热回收系统,将压缩热用于下游分离单元,综合能效提升12%,年减少CO₂排放2.2万吨。 -
沈鼓研发无油压缩技术(电磁轴承),消除润滑油污染风险,同时降低能耗7%,已在多个项目成功应用。
五、总结
裂解气压缩机(CGC)作为乙烯装置的“心脏”,已实现从“完全依赖进口”到“自主可控”的历史性跨越。沈鼓集团等国内厂商通过技术创新,在大型CGC领域打破国际垄断,先后攻克100万吨级至180万吨级机组技术,产品性能达国际先进水平,2024年天津南港项目更是实现97%国产化率,标志着我国高端装备制造的重大突破;国际厂商则凭借技术积累和品牌优势,仍占据高端市场一席之地。未来,随着国产化率进一步提升、智能化与绿色化技术加速落地,中国CGC设备将在全球市场占据更重要地位,为能源化工行业高质量发展提供强有力支撑。
参考文献
[1] 中华人民共和国国家标准. GB/T 10479–2009 离心压缩机[S]. 北京: 中国标准出版社, 2009.
[2] 中华人民共和国石油化工行业标准. SH/T 3143–2012 石油化工离心式压缩机施工及验收规范[S]. 北京: 中国石化出版社, 2012.
[3] American Petroleum Institute. API Standard 617: Axial and Centrifugal Compressors and Expander-compressors for Petroleum, Chemical, and Gas Industry Services[S]. 9th ed. Washington, DC: API Publishing Services, 2022.
[4] 王为民, 李建伟, 张宏. 乙烯装置压缩机组技术与应用[M]. 北京: 中国石化出版社, 2015.
[5] 张洪信, 刘军. 离心压缩机设计与运行维护[M]. 北京: 化学工业出版社, 2018.
[6] 李艳, 赵亮, 王强. 百万吨级乙烯裂解气压缩机国产化技术突破[J]. 乙烯工业, 2012, 24(2): 1–6.
[7] 陈勇, 孙伟. 裂解气压缩机结垢防控技术研究与应用[J]. 石油机械, 2016, 44(8): 89–93.
[8] 刘振宇, 周健. 大型离心压缩机喘振控制策略优化[J]. 流体机械, 2019, 47(5): 45–49.
[9] 沈阳鼓风机集团股份有限公司. 百万吨级乙烯裂解气压缩机技术白皮书[R]. 沈阳: 沈鼓集团技术中心, 2024.
[10] Elliott Company. Ethylene Compression Solutions: Global Project Portfolio 2023[R]. Philadelphia: Elliott Technical Publications, 2023.
[11] Mitsubishi Heavy Industries, Ltd. Centrifugal Compressor Technology in Petrochemical Applications: Case Studies from Saudi Aramco and China[R]. Tokyo: MHI Energy Systems Division, 2023.
[12] Siemens Energy AG. Digital Twin and Predictive Maintenance for Large-Scale Process Compressors: Technical White Paper[R]. Munich: Siemens Energy Compressors Division, 2024.
[13] 中国石油和化学工业联合会. 中国乙烯装备国产化发展报告(2024)[R]. 北京: 中国石化联合会装备工作委员会, 2024.
[14] 工业和信息化部. 首台(套)重大技术装备推广应用指导目录(2024年版)[Z]. 北京: 中华人民共和国工业和信息化部, 2024.
[15] Nuovo Pignone (Baker Hughes). GB-201 Cracked Gas Compressor Technical Datasheet and Application Guide.
声明
一、原创内容版权说明
本公众号原创内容依据《知识共享署名4.0国际许可协议(CC BY 4.0)》授权,条款如下:
-
使用权限:个人及组织可自由使用(包括商业用途),用于学习、交流、分享、生产、经营等各类合法场景。 -
使用要求:使用时须清晰注明来源为「化工工艺技术包微信公众号」,不得篡改原创内容核心信息或隐去来源标识。 -
禁止行为:严禁未经署名擅自使用、篡改原创内容核心信息后传播等违反署名要求的行为。
二、第三方素材版权说明
本公众号部分素材来自互联网,不适用上述协议,归原版权人所有并受著作权法保护:
三、技术免责及内容说明
本公众号发布的技术内容(含工艺参数、技术方案、操作指引等),仅用于学习、交流、参考。本公众号及运营者不保证内容准确性、完整性、有效性及适用性,用户使用前需自行验证、评估风险并承担全部使用后果(含经济损失、安全事故等),我们不承担相关损害责任。内容可能未经通知更新修订,或因各类原因被删除,若您喜爱相关内容,可自行选择合适的保存方式。