
简介
ALK 是生产可再生H2商业最成熟技术,通常包括常压和加压,每种设计在压缩和灵活性方面各有利弊。ALK电解槽具有成本优势,采用丰富材料和耐用隔膜。在高压条件下,ALK电解槽面临设计限制(特别是波动性可再生能源(VRE)),且电流密度低于PEM(在相同H2产量下,体积更大),ALK电解槽是可再生制氢项目一个具有竞争力选择。
PEM电解槽在 20世纪60年代首次由美国国家航空航天局(NASA)探索,因其紧凑性而受到重视,但高昂成本和耐久性阻碍其大规模部署。21世纪初,膜化学、催化剂开发和系统工程方面突破,可再生能源成本下降、支持性政策以及制造规模扩大共同推动PEM电解技术走向商业化,成为全球制氢关键技术。
SOEC技术起源于20世纪60年代燃料电池研究。陶瓷材料、电堆设计和系统集成方面进展提高SOECs在高温(700-850℃)下效率。SOECs在高效制氢方面具有广阔前景,尤其适用于能够获取大量废热或高温蒸汽能源密集型行业。
AEM电解是一项新兴技术,结合ALK电解槽的成本优势以及PEM系统的紧凑设计和高电流密度特点。AEM技术仍面临着膜耐久性差、使用寿命有限以及小规模部署等挑战。
ALK电解槽
ALK 是生产可再生H2商业最成熟技术,通常包括常压和加压,每种设计在压缩和灵活性方面各有利弊。ALK电解槽具有成本优势,采用丰富材料和耐用隔膜。在高压条件下,ALK电解槽面临设计限制(特别是波动性可再生能源(VRE)),且电流密度低于PEM(在相同H2产量下,体积更大)。在膜材料、催化剂、结构和控制系统等方面开展研发工作,不断提高效率、降低成本并增强项目可融资性。ALK电解槽是可再生制氢项目一个具有竞争力选择。将电解槽集成到工厂中经验也在不断积累,关于如何利用储能电池促进ALK电解槽与可再生能源耦合也在增加。新建工厂已采用ALK和PEM技术组合。ALK电解槽在压力、电流密度以及单槽或电解堆层面的控制等方面的设计存在差异。在比较产品报价时,需要考虑这些规格细节。
概述
ALK电解槽于20世纪初首次在工业规模上应用,为化肥生产提供H2,逐渐发展成为电解槽市场中应用最广泛技术。全球最大可再生制氢项目正在采用ALK电解槽建设,沙特阿拉伯的NEOM项目,蒂森克虏伯将为该项目提供超过2GW电解装置用于制氢,转化为氨用于出口,该项目计划于2026年底投产。远景能源位于中国赤峰500MW项目自2025年投入运营,是全球最大离网可再生制氢和制氨。该项目结合常压ALK和PEM技术,由可再生能源供电,采用了人工智能技术,并集成电池储能。中石化位于内蒙古鄂尔多斯项目正在进行调试,该项目设计年3万吨H2/年,采用390MW电解装置,由风能和太阳能供电,H2供应给附近煤化工综合体以减少碳排放。中石化位于新疆库车项目自2023年投入运营,采用260MW的ALK电解系统,该项目为炼油和电网掺氢试点供应H2,早期运行数据为系统性能提供宝贵见解。瑞典斯特格拉(Stegra)公司正在安装超过700MW的ALK电解槽,为钢铁厂直接还原铁提供H2,于2025年安装完成,标志着工业脱碳一个里程碑。
技术基础
ALK电解槽采用液态碱性溶液(KOH)作为电解质,以促进离子在电解槽内的传导,阳极产生O2,阴极产生H2,由充满电解质的多孔隔膜分隔。ALK电解槽在中温段(60-80°C)下运行,采用镍等非贵金属电极,电解槽结构简单、耐用且成本效益高特点。
常压与加压设计
ALK电解槽通常有两种制造配置:常压和加压,常压在1-2bar下运行,下游应用需要额外H2压缩。加压在15-20bar下输送H2,减少了下游压缩需求和相关平衡装置成本。蒂森克虏伯努和Nel等欧洲设备制造商主要提供常压设计,而派瑞和隆基等中国制造商主要提供加压配置。
低电流设计与高电流设计
ALK根据电流密度分为两类—低电流密度型和高电流密度型。电流密度是衡量单位面积生产效率指标。低电流密度(LCD)运行电流为0.2- 0.4A/cm²并且依靠镍基催化剂以及多孔聚合物陶瓷隔膜。LCD设计得益于低成本材料、可靠性能以及较低维护要求,在注重可靠性而非紧凑性应用中颇具吸引力,但需要更大电极面积以及更完善ALK电解槽基础设施,导致资本支出增加。
高电流密度(HCD)电解槽通过零间隙设计、更薄膜以及从氯碱工业中改良先进催化剂,在实验室条件下实现0.8-2A/cm2,通过设计提高单位面积和体积H2产量,提高H2生产效率。HCD系统通常会采用铂或钌基涂层,结合铈等元素以增强反应动力学和耐久性。由于铂族金属(PGMs)引入提高材料成本,催化剂对杂质(尤其是铁)的敏感性要求更严格材料标准,使用钛双极板,增加系统复杂性和成本。
灵活性与运行限制
ALK电解槽技术在动态响应和负载跟随能力方面相对于PEM 系统有限。传统加压ALK 设备通常在额定负载30-100%内运行,不太适合间歇性可再生能源。在常压设计方面进步,将最低负载阈值降低到5%,增加与可再生能源电力兼容性。单个堆栈可能仍难以应对快速负载变化,模块化操作,即多个堆栈和模块协同运作,可以提高整个系统灵活性。这种方法使得部分运行、交错逐步提升以及更好地与电力供应情况相匹配成为可能。动态运行模式在实际应用中经验仍然有限,在频繁启停使用下对组件耐用性影响仍不确定。
材料与组件成本
AKL通常由价格低廉且资源丰富材料制成,如镍、钢以及聚合物陶瓷隔膜。降低了资本支出受价格波动和供应链限制。先进的HCD的ALK设计可能会添加少量如钌以提高性能,但其含量与PEM 设计相比极低,极化板须使用更昂贵材料(镍或钛)。
膜和隔膜材料方面技术进步增强了ALK耐久性、效率和经济可行性。早期使用石棉隔膜,具有化学稳定性,但存在机械降解、高气体渗透率以及健康方面缺陷。环境和健康法规意味着石棉逐步淘汰。现代ALK系统采用聚合物-陶瓷复合材料,例如锆基增强聚硫(Zirfon),具有结构完整性、低电阻和在苛刻碱性条件下具有化学稳定性。根据系统设计和负载情况在运行寿命达10,000- 90,000h,提供更高氢纯度、更低气体交叉率和减少部件更换频率,最大限度地减少停机时间,提高整个系统可靠性。
商业堆栈和模块
ALK堆栈是其核心单元,电力驱动水分解为氢气和氧气。ALK模块则是一个更大封装单元,将堆栈与运行所需系统组件集成在一起。模块关键优势在于某些设备可以在多个电解槽堆之间共享,降低整个系统成本。模块是制造商出售标准构建单元,组合这些模块可以建造完整的制氢厂。
ALK 电解槽商业化已围绕标准化多MW电解槽堆规模达成共识,可组合成更大模块化撬装设备。扩大堆叠规模仍面临技术挑战,更大堆叠会遇到电流分布不均、气体交叉、密封应力、更高过电位以及热管理复杂性等问题,会影响效率和耐久性。超大尺寸堆叠和模块还可能超出标准运输尺寸,给物流、测试和现场安装带来复杂性。
向标准化模块转变降低了工程复杂性,加快部署时间,可在不同项目和地区采用的基准。对于投资者而言,向多MW级模块化组件转变有助于提高可复制性、采购确定性以及制造规模经济。模块化降低了工程、采购和施工(EPC)风险,并减少了财务模型中不确定性。模块化设计简化运营和维护(O&M)规划,标准化的备件、服务流程和保修可以应用于多个单元。
改进途径
在性能和成本方面,ALK电解槽仍有改进空间。传统镍电极和聚合物隔膜,在高电密下运行高内部电阻导致能耗较高,升级到更先进材料(先进隔膜和催化剂)可以将能耗降低5-10%,电解堆寿命延长至超过90,000h,并减少更换频率。总体运营成本降低,系统可靠性增加。提高ALK性能不仅是使用更好材料,还可以通过采用更智能设计和系统集成来实现。在组件层面,诸如零间隙配置和优化流场设计等创新有助于更高效地管理传质,降低内部电阻并提高效率。Nel将其加压ALK电解槽能耗降至50kwh/kg以下。在系统层面,下一代控制平台将能够处理波动性电力,能支持预测性安全监测和实时性能优化,使ALK电解槽系统更具响应性、更安全,更适合与波动能源供应集成。
截至2025 年,只有87 个超过5 MW项目、约一半5 至10 MW的项目以及一半10 MW以上的项目已运行至少一年。秘鲁卡希马约工厂,自1965年以来一直持续运营,是全球运行时间最长商业绿色制氢设施。通过在线传感器持续监测气体纯度,并采用自动排放协议来保持质量,H2工厂必须纳入冗余、排放管理和安全裕度。维护工作主要集中在分离器性能、电解质管理和结构平衡上,静态ALK膜需要长周期但可预测翻新。耐久性数据表明,碱性膜使用寿命达到15年以上,在产品纯度下降时(氧气输出往往率先恶化,在运行16万小时后会低于97.5%阈值)才需要更换,ALK是绿H2制备主流且最成熟商业技术。
PEM电解槽
PEM电解槽正在迅速发展:全球范围内已有 1.3GW产能投入运营或正在建设中。PEM技术采用固体聚合物电解质,在高电流密度和压差下运行,实现更紧凑系统,更够与波动可再生能源耦合。PEM电解槽主要挑战包括对稀缺铱催化剂、基于全氟磺酸膜以及钛基材。催化剂设计、回收利用、替代膜以及涂层不锈钢部件进步能够降低生产成本,并提高电解槽耐用性。PEM电解槽以模块化配置部署,并作为2-20 MW的标准单元,支持快速部署和集成到大规模制氢厂中。
概述
PEM电解槽在 20世纪60年代首次由美国国家航空航天局(NASA)探索,因其紧凑性而受到重视,但高昂成本和耐久性阻碍其大规模部署。21世纪初,膜化学、催化剂开发和系统工程方面突破,可再生能源成本下降、支持性政策以及制造规模扩大共同推动PEM电解技术走向商业化,成为全球制氢关键技术。
技术基础
PEM电解槽在50-80℃运行,超纯水为原料,电解槽核心部件是固体聚合物电解质膜(Nafion™),能保证气体高纯度,在压差下运行,系统紧凑,响应迅速,运行灵活—适合与间歇性可再生能源耦合。酸性环境使用贵金属催化剂(Pt和Ir),资本成本高,供应链敏感。高电流密度运行,电极面积仅为ALK的1/5-1/10,即可实现同等H2产量,并能快速响应负载变化。PEM技术更适合与可再生能源直接耦合。
灵活性和运行限制
PEM 技术主要技术特点为动态负载响应能力。在低至额定负载10%下运行,并能在数秒内提升功率,而ALK系统响应时间则较慢。与间歇性可再生能源的整合至关重要,PEM在可再生能源发电占比高市场中极具吸引力,其运行灵活性可直接减少对电网支撑基础设施依赖。
材料与组件成本
PEM电解槽一个关键成本是稀缺且昂贵材料依赖,特别是电化学堆中。阳极铱为OER催化剂,全球最稀有元素之一铱供应量不到8吨/年。阴极使用铂,而堆则依赖钛基多孔传输层和双极板,对贵重材料使用构成主要成本部分。
在不降低性能情况下减少贵金属使用量,PEM技术通过纳米结构催化剂及先进MEA设计,使铱使用量减少40%,不影响效率或耐久性。回收计划也逐渐受到关注,闭环回收系统有望稳定铱长期供应并减少环境影响。在硬件方面,对涂层不锈钢和替代合金研究旨在减少对钛依赖,降低材料成本。
潜在影响是PFSA膜使用,在欧洲拟议的PFSA法规受到限制。增强型PFSA膜和低PFSA含量离子体树脂正在研发中,不含PFSA仍处于研究阶段。DOE设有回收利用项目,将大型工业集团聚集在一起,共同研究非PFSA膜替代方案。
商业堆和模块式
PEM电解槽基于堆栈结构,即核心单元将水分解为H2和O2。每个堆栈包含多个单槽,在高电流密度下运行使用PEM膜和贵金属催化剂。堆栈被整合进模块中,模块包含水净化、电力控制、冷却系统和气体处理单元等基本系统组件。PEM电解槽在2-50MW模块化,以便在更大规模工厂中进行复制,模块化能够实现灵活部署、简化工程流程并加快项目进度。
未来提升途径
使用高活性和经济性催化剂、更先进膜以及能够减少能量损失水/热管理系统,可以提高PEM电解槽效率。通过开发更坚固材料来解决耐久性问题,在频繁的启-停循环和高电流密度条件下保持稳定。通过减少对贵金属依赖、扩大制造规模以及标准化系统设计以实现规模经济,降低成本。PEM电解槽在大规模H2生产中更可靠和经济性。电解槽制造方面最新进展现在更多地集中在自动化以降低生产成本和扩大产能上。开发卷对卷(R2R)薄膜电极组装涂覆和连续双极板制造系统,用于PEM电解槽生产。涂覆、干燥、层压和切割这些工序被整合到一条生产线上,减少操作次数、废品率和人工需求,直接降低资本支出。
混合ALK和PEM系统
PEM系统具有更快功率调节速度和更低最小负载,适合与可再生能源直接耦合。ALK系统资本支出较低,电堆寿命长,供应链成熟。将这两种技术结合起来,可以发挥互补优势。
对于一个由风力-太阳能光伏混合供电的130MW系统,ALK + PEM配置制氢成本比仅使用ALK系统低10%,比仅使用PEM低20%。在电力系统方面,发现混合配置额外益处,在以风力为主微电网中部署ALK + PEM +电池系统,ALK + PEM +电池系统频率偏差降低25%,频率调节时间缩短80%,储能需求也有所减少,电解槽运行受益于更稳定电力供应。
稳定性对于整合连续化学生产过程(如合成氨)尤为重要,需要稳定氢气流量。大型项目已经采用混合架构。远景能源500MW赤峰工厂和吉林大安项目(195MW的ALK+50MW的PEM)均采用混合技术组合进行运营。液化空气集团在鹿特丹港的200W的ELYgator项目将部署ALK+PEM混合系统。对ALK + PEM混合架构,随着时间推移收集运行数据对于确定预期灵活性和性能优势是否能超过在耐久性、资本支出和系统复杂性方面权衡至关重要。
SOECs
SOECs在与工业级热量结合使用时是最高效电解技术。与低温系统相比,该技术有望降低20 - 30%电力消耗,能够与氨和钢铁生产行业高温过程相结合。SOECs依赖先进陶瓷膜以及不锈钢和尖晶石双极板,高成本组件需要复杂高温制造工艺来确保耐久性。需要提高电堆耐久性性、减少铬中毒以及优化热管理,使用寿命延长20,000-30,000h以上。
概述
SOEC技术起源于20世纪60年代燃料电池研究。21世纪初,欧洲和美国研发加速该技术发展。陶瓷材料、电堆设计和系统集成方面进展提高SOECs在高温(700-850℃)下效率。SOECs关键区别在于其能够利用高温热量,工业废热还是工艺蒸汽,可以降低电解水所需电能,电能效率可提高至90%。在高效制氢方面具有广阔前景,尤其适用于能够获取大量废热或高温蒸汽能源密集型行业。
SOEC技术已从实验室规模原型发展到KW级别试点示范项目,像Sunfire、Bloom Energy和FuelCell Energy等公司推动该技术创新,验证SOEC性能,为商业部署奠定了基础。Bloom Energy在爱达荷国家实验室进行与核能耦合SOEC测试,在NASA艾姆斯研究中心安装的一个4MW模块。在德国,Sunfire的GrInHy3.0项目将SOEC电堆集成到萨尔茨吉特的钢铁厂,利用工艺蒸汽支持绿色钢铁生产。反映了SOEC技术的发展势头,凸显在筹备中强大工业规模计划,SOEC系统商业应用记录有限。
技术基础
SOEC系统在700-850℃下运行,采用陶瓷电解质,以蒸汽为原料传导氧离子。高温过程大幅降低电力需求,SOEC系统在富含废热或高温蒸汽能源密集型行业中更具吸引力。SOEC系统能够以高可用性和高效率提供氢气。与PEM或ALK系统相比,该技术运行灵活性较差,耐用性也较低,典型使用寿命为20000-30000h。
灵活性和运行限制
SOEC系统在稳定基本负荷条件(蒸汽充足)下效率较高,较高运行温度会产生热惯性,阻碍快速升负荷。波动运行会引入机械应力影响寿命。SOEC系统适合稳定应用场景,如工业热集成或混合系统,最低负荷灵活性重要性低于在恒定运行条件下保持效率和性能。当电价飙升时,SOEC可以切换到燃料电池模式,使该技术能够利用氢气、氨和甲醇等发电。
材料和组件成本
SOEC系统使用稀土氧化物,其主要成本来自钇、铈和镧,以及钙钛矿和电极中使用钴和镍,SOEC系统材料成本低于PEM技术。SOEC系统采用先进陶瓷和金属材料,能够在高温下制氢。显示出强大效率提升潜力。电解质通常是氧化钇稳定的氧化锆(YSZ)或钆掺杂的二氧化铈(GDC),可在两个电极之间传导氧离子:一个是镍- YSZ金属陶瓷燃料电极,另一个是由镧锶钴铁氧体(LSCF)或镧锶锰酸盐(LSM)制成钙钛矿型氧电极。铁素体不锈钢互连件(涂有导电尖晶石以防止氧化,而玻璃陶瓷密封件则保持气密性。
SOEC电解槽能够达到较高电效率,耐用性存在挑战。电极中镍颗粒会随着时间推移而粗化,降低电化学活性;钙钛矿氧电极可能会发生锶偏析和界面反应;金属互连件存在铬蒸发风险,会毒害电极表面。密封完整性也限制热循环耐受性,不过对涂层和阻挡层的研究正在提高其使用寿命。
商业电池堆和模块
SOEC系统仍处于商业化早期阶段,主要专注于试点规模系统,旨在验证性能和可扩展性。托普索公司正在推进一种灵活模块化架构,该架构围绕可扩展的核心单元构建,而非固定额定功率。每个6MW的模块由八个12电堆核心组成,模块设计用于在数十兆瓦到数百兆瓦工业规模项目中复制。
未来改进途径
SOEC技术要更快实现商业可行性,需优先关注四个方面:耐用性、材料优化、现实效率目标和可银行融资可扩展性。开发高稳定性氧电极、实施阻挡层以减轻铬中毒,以及确定可控运行窗口,以减少氧化还原循环和热应力造成损坏。改善热管理对于减缓电压衰减也至关重要。系统级建模表明,更平缓负载曲线和均匀温度分布可以延长维护间隔,即使这意味着要牺牲峰值效率。这种权衡在运维规划中具有重要意义,可用性假设和生命周期成本是投资决策基础。
AEM电解槽
AEM电解是一项新兴技术,结合ALK电解槽的成本优势以及PEM系统的紧凑设计和高电流密度特点。AEM技术仍面临着膜耐久性差、使用寿命有限以及小规模部署等挑战。针对先进聚合物、催化剂和标准化测试协议的研发工作可能会推动该技术的发展。最大的运行项目功率达到5MW,该技术的可融资性仍需在实际应用中得到性能验证。
概述
AEM电堆规模仅限于2.5KW实验室级别。设备制造商(OEM)正在推进25KW级别电堆开发。到2025年,最大的AEM运行装置功率在4-5MW之间,还有一座20MW正在建设中。
AEM电解槽在碱性环境中运行,使用非贵金属催化剂以及较廉价材料来制造双极板和电极等部件。AEM电解槽成为降低制氢成本有前景的解决方案,还能保持高效率和灵活性。AEM技术特别适合与可再生能源集成,它响应速度快,且具备调整运行可能性。该技术仍处于早期发展阶段,在广泛商业应用之前还需要进一步改进。
技术基础
AEM电解核心在于阴离子交换膜,能够选择性地传输氢氧根离子(OH⁻),同时阻挡其他离子。该膜将阳极和阴极分隔开来。在阴极,水分子被还原生成氢气和氢氧根离子。氢氧根离子穿过膜迁移到阳极,被氧化形成氧气和水。与PEM电解槽不同,AEM在碱性介质中运行,可以使用低成本材料如镍和铁作为催化剂,不锈钢作为双极板,可以降低资本成本。与PEM相比,AEM的资本支出可以降低30-50%。
膜稳定性和电堆使用寿命是AEM电解槽局限性。DOE将AEM视为一条“有前景但尚未商业化”技术,需要开展研发工作,以提高在高碱性条件下机械强度、离子传导性和化学稳定性。寿命通常在5000-10000h。设计挑战十分复杂,AEM膜必须同时满足三个关键性能标准:低溶胀率、高离子传导性和化学稳定性。所谓“性能三角”问题在商业规模上尚未得到解决。
灵活性和运行限制
AEM在低至额定容量3-10%运行,其灵活性与PEM系统相当。具备快速升降负荷能力,能够有效处理可变功率输入。与间歇性可再生能源集成以及低负载运行方面具有吸引力。AEM的长期耐久性仍然有限,且应用记录较少,大规模部署和投资者信心带来不确定性。
AEM电解槽面临运行挑战,膜稳定性和离子传导性在较高温度和长时间运行时是关键问题。AEM在40-75℃运行,膜在60℃以上会出现性能下降。使用纯水而非碱性溶液会减慢反应动力学并降低性能。气体交叉和动态运行也会影响效率和耐久性,需要优化运行条件。
材料和部件成本
AEM电解槽使用聚合物膜,该膜通过连接在碳氢化合物主链上阴离子基团传导氢氧根离子(OH-),主链由催化剂层中类似离子聚合物支撑。其化学稳定性仍是一个挑战,氧化条件和二氧化碳暴露会降解或碳酸化膜,降低其导电性。AEM主要使用非贵金属催化剂,例如镍钼合金和镍铁或钙钛矿氧化物,有时会使用少量的铂族金属(PGM)如钌或铱来提高性能。其金属部件通常为不锈钢或镍泡沫,进一步降低成本。
AEM堆栈比 PEM便宜,但比传统碱性系统要高,但其耐久性仍受膜和催化剂降解限制。在界面工程方面取得了进展,纯水操作提高稳定性。AEM电解槽提供了一个有前景中间地带,将低成本、无铂族金属材料与PEM技术紧凑设计和更高效率相结合。要使AEM技术达到成熟水平,其长期耐久性需要提高。
商用堆栈和模块
商用AEM电解槽堆栈设计为模块化和可扩展,适用小规模试点项目到大型工业系统各种应用。Enapter和Power to Hydrogen开发紧凑、可堆叠模块,可集成到更大系统中。系统供应商强调模块化扩展、标准化电力电子设备以及与分布式选址兼容的简化水和气体管理。
未来改进途径
在多个方面快速进展正在解决AEM耐久性和性能。重点在于材料稳定性、催化剂耐久性和膜导电性,以实现可再生能源波动长期运行。镍铁泡沫结构和缺陷工程尖晶石催化剂,在高频负载循环期间具有抗腐蚀和抗衰减能力,延长堆栈寿命,并在系统运行中集成中常见波动功率输入保持高电流密度效率。
膜使用寿命在连续负载下仍低于10,000h-规模商业采用AEM电解槽最大瓶颈。除非AEM 系统能持续运行20,000-40,000h,否则项目将依赖于基于拨款融资、公共示范项目和优惠信贷额度,而非传统项目融资。
耐久性测试协议标准化正在提高不同实验室结果可比性,使性能和退化率的透明基准测试成为可能。例如DNV的标准DNV-RP-J302:电解槽系统的性能和测试。耐久性测试该步骤对于银行评估至关重要,为投资者和保险公司提供了有关可靠性的量化数据,以支持早期项目融资。
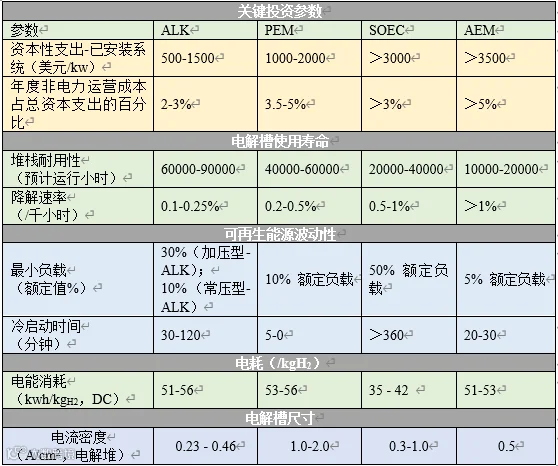
2025年电解槽技术特征对比
关键投资参数
电解槽总资本支出(CAPEX)代表建设并调试电解槽工厂所需全部前期投资,包括堆栈、辅助设备、安装、土木工程以及所有支持性基础设施。电解槽非电力运营支出(OPEX)指是电解槽设施持续运营成本,包括维护、水处理、人工、消耗品和堆栈更换等。全球电解槽市场显示,ALK技术在CAPEX 和OPEX方面均具有成本优势,PEM随着技术成熟,其竞争力也在不断增强。SOEC和AEM技术仍处于较早发展阶段,与ALK和PEM系统相比,成本差距较大。
电解槽使用寿命
对于投资者而言,电解槽的使用寿命是一个关键考量因素:使用寿命长短会影响运营和维护(O&M)成本以及项目长期收入稳定性。衡量耐久性的两个指标是:堆栈耐久性,以总运行小时数来衡量;性能下降率,即堆栈性能下降速度(性能下降超过10%时,堆栈更换)。耐久性更低或性能下降快意味着堆栈更换频繁,运营和维护成本更高,氢气产量更低,会削弱项目财务稳定性。在现有技术中,ALK具有最长使用寿命和最低性能下降率。PEM系统紧随其后,而SOEC和AEM耐久性方面仍处于落后地位。由于运行数十年电解槽数量有限,所有这些估计仍存在不确定性。
与可再生能源耦合
电解槽动态运行能力对投资者来说很重要。动态运行使系统能够高效应对可再生能源(VRE)供应变化,利用低成本电力,最大限度地提高氢气产量,并支持稳定收入。另外两个参数有助于评估不同技术与可再生能源匹配情况。一是最低运行负荷,它表明电解槽在仍能产氢情况下可将输出降低到何种程度。最低负荷能够更好地利用波动可再生能源输出,并支持更可预测现金流。二是冷启动时间,即系统在断电一段时间后重新启动速度。冷启动对于工厂可用性和收入稳定性至关重要。PEM和AEM技术提供最大灵活性,可以在低负荷下运行。现代常压ALK系统具有灵活性,但不如PEM和AEM技术灵活。PEM因其快速冷启动而脱颖而出,非常适合动态可再生能源耦合。
能耗需求(kWh/kgH2)
电力是绿色氢气生产中最大成本驱动因素,占氢气平准化成本50-70%。电解槽能耗(kWh/kgH2)是决定运营成本、收入稳定性和整体项目可行性关键因素。SOEC系统实现最高电解效率,现场需要有高温热源,限制其部署位置和方式。ALK、PEM和AEM电解槽效率范围相似,仅就耗电量而言,没有明显优势。
电解槽尺寸
电解槽物理体积会影响土地需求、安装成本和工厂布局。对于预计可用土地不足的项目,比如炼油厂或港口,尺寸就很重要。评估给定氢气产量堆栈尺寸重要参数是电流密度(A/cm2),更高电流密度能够提高氢气体积功率,减少设备体积和整体占地面积。对于给定输出,ALK系统需要更大堆栈,对土地和土木工程要求高于PEM系统,PEM系统紧凑堆栈使其更适合空间有限场所。SOEC系统具有紧凑电解槽,需要大型热辅助设备。AEM目前每单位氢气产量使用堆栈较大,但预计通过多模块阵列实现可扩展性。
电解槽系统组件
对电解槽技术和制氢项目持续评估需要明确系统边界。以下对四种不同系统边界进行解释:(1)电解槽堆栈(2)平衡槽(3)平衡盘和(4)安装。每个部分涵盖的技术组件范围不同,并且具有不同的成本影响。
表1-1电解槽系统组件概述
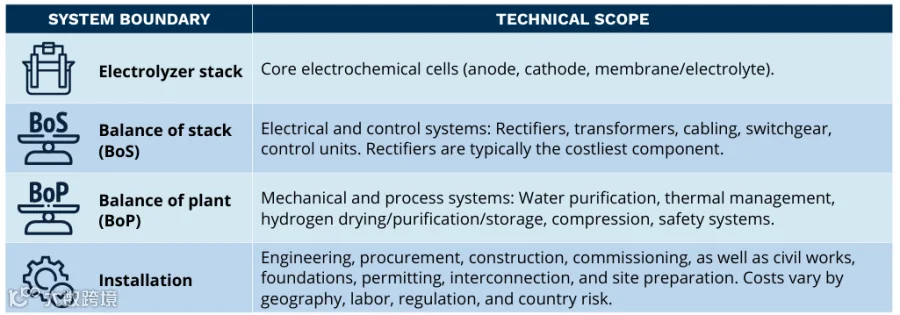
电解槽堆栈
电解槽堆栈是制氢系统核心,发生电化学场所,水分子通过电化学方式分解为氢气和氧气。从结构上看,堆栈由多个电化学单槽组成,每个单槽都有阳极、阴极以及固体聚合物膜或液体电解质。
堆栈技术选择对材料成本有重大影响。ALK堆栈采用镍基电极和多孔隔膜,以及钢制硬件—成本较低。PEM使用PFSA膜和贵金属以及钛基多孔传输层和双极板,成本较高。比ALK资本密集度更高。SOEC采用陶瓷电解质,并在高温下运行,需要耐热材料。AEM使用非贵金属催化剂降低生产成本。AEM耐久性仍是一个挑战。从性能角度来看,电解槽价值由三个相互依存参数决定—效率、电流密度和耐久性,会影响制氢成本(LCOH)、运营支出,最终影响项目收益:
• 效率影响电力消耗—制氢主要成本因素。
• 电流密度影响工厂占地面积和资本支出需求
• 耐久性决定更换周期、运营和维护成本以及质保可信度—所有这些对于构建长期债务结构都至关重要
电解堆栈系统(BoS)
电解堆系统涵盖为电解槽堆栈供电和运行所需电气和控制基础设施。电解槽系统的关键组件包括整流器、变压器、电缆、开关柜和自动化控制单元。所有类型的电解槽都需要整流器将交流电转换为直流电,变压器降低电压,通用电气和控制设备,用于安全分配电缆和开关柜,以及用于监测和调节运行的控制系统(可编程逻辑控制器[PLC]和监控数据采集)。
所有这些组件都共享电解槽系统模块,整流器和控制设置因电解槽技术而异,取决于堆栈对电能质量敏感程度以及其对变化响应速度。从财务角度来看,BOS成本对规模敏感:在较小规模或分布式项目中,单位成本要高得多,缺乏规模经济,而大型集中式系统通过优化整合实现成本效益。
电解辅助系统(BoP)
电解系统设施包括水净化装置、热管理系统(冷却和热回收)、氢气干燥、提纯和储存、压缩基础设施以及控制和安全系统。BoP配置因技术而异,ALK系统的辅助设施设计取决于电解槽是常压或加压运行。
加压系统需要电解后压缩较少,常压设计则需要大量下游处理和压缩。电解槽都有共同辅助设施需求:超纯水供应和处理、热管理和冷却系统、氢气干燥和提纯、压缩和储存设备以及安全和控制系统。系统之间差异与各自运行原理有关:
• ALK需要额外设备来处理碱性电解质,包括碱液储存、循环和气液分离器。
• PEM辅助系统重点在于超纯水和气液分离,整体流体处理更为简单。
• SOEC系统独具特色,其辅助系统必须输送和回收高温蒸汽,通过隔热材料和预热器来管理热流,热集成是关键。
•AEM系统介于ALK和PEM,大多数仅需超纯水,但有些设计仍会循环稀碱溶液,其辅助系统可能包含小型电解质回路。
在多个辅助系统组件中仍存在瓶颈。大型电力变压器是其中最为受限:采购等待时间80-210周,2025年美国变压器供应将短缺30%,欧洲和亚洲也面临类似压力,变压器成为氢气项目成本上升和进度风险主要限制因素。对于氢能源开发商而言,变压器采购因此已成为首要日程风险。高压(HV)电缆也承受着同样严峻压力。采购标准高压电缆的等待时间平均为两到三年,而高压直流电缆的等待时间则可能超过五年,价格自2019年翻了一番。像耐克森(Nexans)和NKT 这样的主要制造商报告称,订单已排到2029年,促使法国输电系统运营商RTE提前数年签订数十亿欧元合同。氢能源开发商在内的工业用户,若不尽早锁定供应,就有可能被挤出市场。SOEC系统更为复杂,必须整合高温蒸汽供应、隔热管道以及能够承受热膨胀的特殊基础。AEM系统在布局上与PEM系统类似,如果使用少量碱性溶液,需要进行化学物质储存和防护工作。
参考文献
[1]Energy Sector Management Assistance Program (ESMAP). 2026. Electrolyzers for Hydrogen Production: Technical and Economic Characteristics.