
日照钢铁有限公司第二炼钢厂5 ~ 10 号板坯连铸机为常规板坯连铸机,以生产普通碳素结构钢为主,在生产过程中塞棒断裂事故在非计划停机事故中所占比例较大,2010 年最为突出,塞棒断裂事故占比达30!. 通过对数据统计分析,并与耐材厂家进行了交流,找到了塞棒断裂的关键原因,提出了优化方案,从而提高了塞棒质量,保证了生产的顺行.塞棒断裂事故逐年减少,2011 年占比15.66%,2012年占比13.30%. 2013 年因更换耐材厂家,塞棒断裂事故再次上升,占比达到2525%,通过规范相关技术指标准及操作要求,2014 年仅发生一次塞棒头部断裂造成的非计划停机事故。
.
目前常见的铝碳质整体塞棒,其棒头材质有高铝碳质、铝锆碳质、镁碳质或其它材质. 5 ~ 10 号机在2011 年之前使用铝碳锆质整体塞棒,与水口配合使用. 结晶器液面控制为涡流式自动控制装置,通过控制塞棒头部到中间包水口的位置来调节进入结晶器的钢水流量,可以通过氩气孔向中间包吹氩以防止水口堵塞. 具有抗冲刷性好、抗侵蚀能力强及抗氧化、强度高的特点,适用于多炉长时间连续浇注,其典型理化指标见表1.
在生产SPHC 钢种时该材质塞棒易出现棒头结渣絮流情况,之后将塞棒头材质改为尖晶石质,改为尖晶石质后多次出现塞棒断裂的事故。
2. 1 塞棒断裂事故统计
通过对A、B、C、D 4 个厂家中间包塞棒质量状况进行统计分析,发生塞棒断裂时所生产的钢种只有一次是CCSB 船板钢,其余都是Q235B 钢,而且D厂家未发生过塞棒断的事故,其它厂家塞棒出现断裂时中间包的寿命和断裂位置有着明显差异,相关数据见表2.
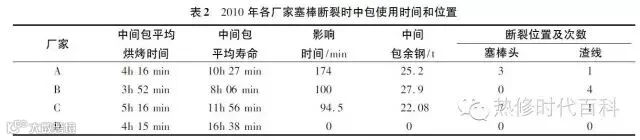
. 2 塞棒断裂处形貌特征
C 厂家塞棒断裂次数最多,且断裂位置在塞棒头部居多. 针对C 厂家的事故塞棒进行测量检验后发现,塞棒头部断裂的位置为距头部5 ~ 10 cm 处.该批次使用后未发生断裂的塞棒经过专用设备进行纵剖后,也可看到明显裂纹。
根据第二炼钢厂5 ~ 10 号机的工艺条件,工艺技术人员针对造成塞棒断裂的原因素进行了总结,
主要有以下4 方面.
3. 1 钢水成份
塞棒的材质要根据钢厂生产的钢种、钢水处理的方式和中间包连浇时间来确定,经过Ca、Si 处理的钢种,Al - C 质或SiO2 - C 质塞棒的头部侵蚀较快,经常会导致无法控制钢流. 当Ca 添加量超过一定量时,Al - C 质塞棒的损毁程度呈增大趋势. 分析主要原因在于Ca 的添加到一定量时,钢中的CaO会与Al2O3反应形成低熔点物质,从而造成了钢中的Ca 对Al - C 质耐材侵蚀增大。
3. 2 塞棒与上水口的安装
塞棒在安装调整时一般要求有一定的啃头,然而在浇铸过程中塞棒易发生偏位,极易出现钢水偏流现象,偏流严重时会造成粘结漏钢事故.
3. 3 中间包烘烤情况
根据中间包包衬及塞棒、上水口的材质特点,5~ 10 号机所采用的烘烤曲线为: 小火烘烤30min,中火烘烤30 min,大火烘烤1 ~ 2 h. 然而,因生产计划的变更,实际生产时所采取的烘烤过程并不能完全按照该烘烤曲线进行. 另外,5~ 10 号机所使用的烘烤气体为转炉煤气,含水量较大,煤气排水设施简陋,排水效果不理想.
3. 4 塞棒的设计及生产制作过程
整体塞棒一律采用等静压成型,其形状和尺寸取决于中间包的容量. 塞棒向上抬升的距离决定了结晶器的液位高度,一般可在启闭器机构侧面的标尺上观察到. 塞棒向上抬升的距离决定了塞棒棒头与水口碗部之间的间隙大小,进而控制钢水进入浸入式水口的流量,这与它们本身的圆弧曲线半径的大小有关. 当塞棒或水口发生侵蚀时塞棒会向下移动,表现为塞棒开口度下降. 塞棒塞头侵蚀严重或不均匀侵蚀,会严重影响塞棒的控流效果. 经过调查,C 厂家提供的棒头尺寸不合适,经常发生棒头断裂的事故,且控流效果差.
塞棒基本生产工艺流程为: 原料准备、配料→混料、造粒→困料、晾晒→等静压机120Mpa 成型→车床车削→梭式窑烧成→辊道式全自动涂料喷涂→X光射线无损探伤仪进行检测. 在配料方面C 厂家控制不合理,造成塞棒头与棒身部位结合不好,烘烤后产生内部应力较大.
4. 1 调整钢水成分,改进脱氧合金化工艺
5 ~10 号机发生塞棒断裂时所生产的钢种多为Q235B 钢,说明该钢种成分与塞棒断裂有一定的关系.因此,对钢水的脱氧合化方式进行了研究并对该工艺过程进行了改进,第二炼钢厂所使用的脱氧合金化材料主要有Si - Mn - Fe,CaBaAlSi( 复合脱氧剂) ,CaSi 线. 合金加入顺序为: CaBaAlSi( 复合脱氧剂) →Si - Mn - Fe( CaBaAlSi 加入量1. 5 ~ 2. 0kg /t,Si - Mn - Fe 加入量根据终点残Mn 进行调整) ,合金在开始出钢至2 /3 之间加完,保证到氩站成分含量进入目标范围. 钢水进入精炼炉后再根据初炼成分进行微调C、Si、Mn,出站前喂硅钙线1. 5~ 2. 0 m/t 钢,喂线速度1. 5 ~ 2 m/min. 喂线结束后,软吹时间≥8 min,黄白渣出钢.改进后钢水与塞棒头材质发生反应的机理被减弱,提高了塞棒头的耐侵蚀能力.
4. 2 改进塞棒安装方法
重新制定塞棒的安装调整方法,调整前检查好开闭器横梁,检查赛棒是否平直,棒杆螺纹是否完好; 将接头套入螺杆,旋紧棒杆螺丝,接头与棒平齐为止; 上棒啃量3 ~ 5 mm,不倒啃、偏啃,开闭器留量不小于30 mm.
4. 3 提高中间包烘烤效果
严格按照烘烤曲线对中间包进行烘烤,保证在1 ~ 2 h 内中间包快速烘烤到1 000 ℃以上,并用红外线测温枪进行测量塞棒和上水口温度,提高烘烤效果.
4. 4 重新设计塞棒头的尺寸
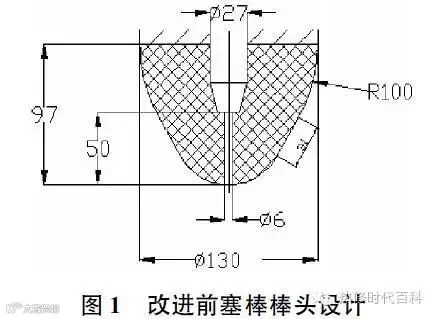
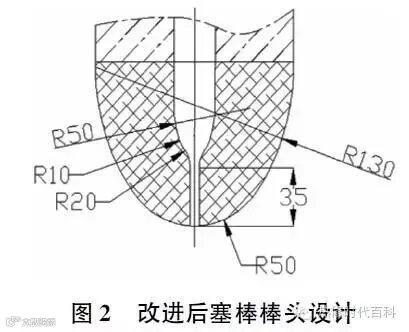
在整体塞棒和浸入式水口的配合设计过程中,常涉及到整体塞棒头和浸入式水口碗部形状的设计. 在设计中首先要确定浸入式水口的流通直径,由此确定水口碗部的形状和开口度; 在此基础上,再确定与其相匹配的整体塞棒头的形状和长度. 根据铸机的生产情况,并借鉴其它厂家经验,工艺技术人员与C 厂家一起对塞棒头做了重新设计,改进前后的赛棒头外形见图1、图2. 同时,对7 ~9 号机塞棒总体长度做了调整,由原来的1 590 mm 改为1 560 mm,减轻了棒身的振动. 在改进塞棒棒头设计后,工艺技术人员又与结晶器液面自动控制厂家进行沟通,对控制程序进行了调整,保证了结晶器液面的稳定
4. 5 优化调整塞棒头的材质
有关试验表明MgO - C 质和ZrO2 - C 质比Al2O3 - C 质的抗侵蚀性能高; 尖晶石- C 质比MgO- C 质和ZrO2 - C 质好; 电熔法的尖晶石一C 质比烧结法的尖晶石- C 质抗侵蚀性能高. 塞棒由于棒身和棒头泥料不同,两者之间的体密、气孔率和强度等指标相差较大,特别是热膨胀系数不一样,如果直接结合,在使用时很容易造成掉头. 故设计过度层料,使两者能很好地结合[4]. 根据5 ~ 10 号机生产情况对塞棒材质进行优化改进,棒身仍为铝碳质,塞棒头由ZrO2 - C 质改为电熔铝镁尖晶石质,对尖晶石配料进行调整并增加石墨的加入量,提高了棒头的热震稳定性( 试验方式为1 200 ℃,循环水急冷) ,热震稳定性次数由原来的3 ~ 4 次提高到6 次.通过以上措施的实施,塞棒断裂事故得到了控制,塞棒断裂事故在非计划停机事故中所占比例逐年减少,2011 年占比15.66%,2012 年占比13.30%,取得了较好的效果. 2013 年因更换耐材厂家,塞棒断裂事故再次上升,占比达到25%. 经过调查研究,新耐材厂家所使用的塞棒头材质不合适,并且中间包上水口尺寸与原设计存在差别,导致借用其它厂家的塞棒后仍有断裂事故发生. 在相关问题得到解决后,塞棒断裂大幅度减少,2013 年12 月至2013年4 月塞棒断裂事故仅发生一次.
造成中间包塞棒断裂的原因除耐材质量问题外,与塞棒长度、棒头设计、塞棒安装调整过程、烘烤效果等也密切相关. 各钢厂的生产情况区别较大,应根据具体情况来采取相应的措施,才能避免塞棒断裂事故的发生.
资料来源:日照钢厂
声明:
文章内容整理自网络,仅供学习和交流,版权归原作者所有;如涉及版权问题,请后台留言,我们会在第一时间进行处理。
正望编辑部欢迎您 !
投稿:zwbjb@hiworld.cn

