
点击上方蓝色字加关注 | 将微信置顶
--- 星星之火 成就你我 ---
文 | 谢诗仰
本文就精密塑胶齿轮产品、精密模仁加工、齿轮模具的概念及制造过程的要点做了一些简要分析,希望这些分享对模具人员有所帮助。虽然只是简单介绍,但只要掌握了要点,对齿轮模具的跟进将是触类旁通,游刃有余。

1. 精密齿轮在参数尺寸及性能要求上非常高。参数包括齿顶圆外径、齿根圆直径、模数、公法线、分度圆齿厚、压力角、斜齿螺旋角度、齿轮精度等级、齿圈跳动公差等方面;性能上包括材料的选用和其它装配尺寸上的精度要求。
2. 在运用方面:有代表性的产品如打印机复印机内部传动件;常见的有汽车部件、家用电器、碎纸机、智能电子、按摩器、复印机、玩具、医疗器械等等。如果齿轮达不到精密要求,就会出现支架进出动作不稳定,伴有振动或摇摆式幌动,嗓音大等问题。通过此文我们可以对精密的概念及其必要性有个感性上的认识。

3. 应对不同的功能需求,齿轮的传动也多种多样。因构造比较简单,传动可靠,速度准确,使用周期长,动力损失小,齿轮于现代工业领域有着不可或缺的地位。
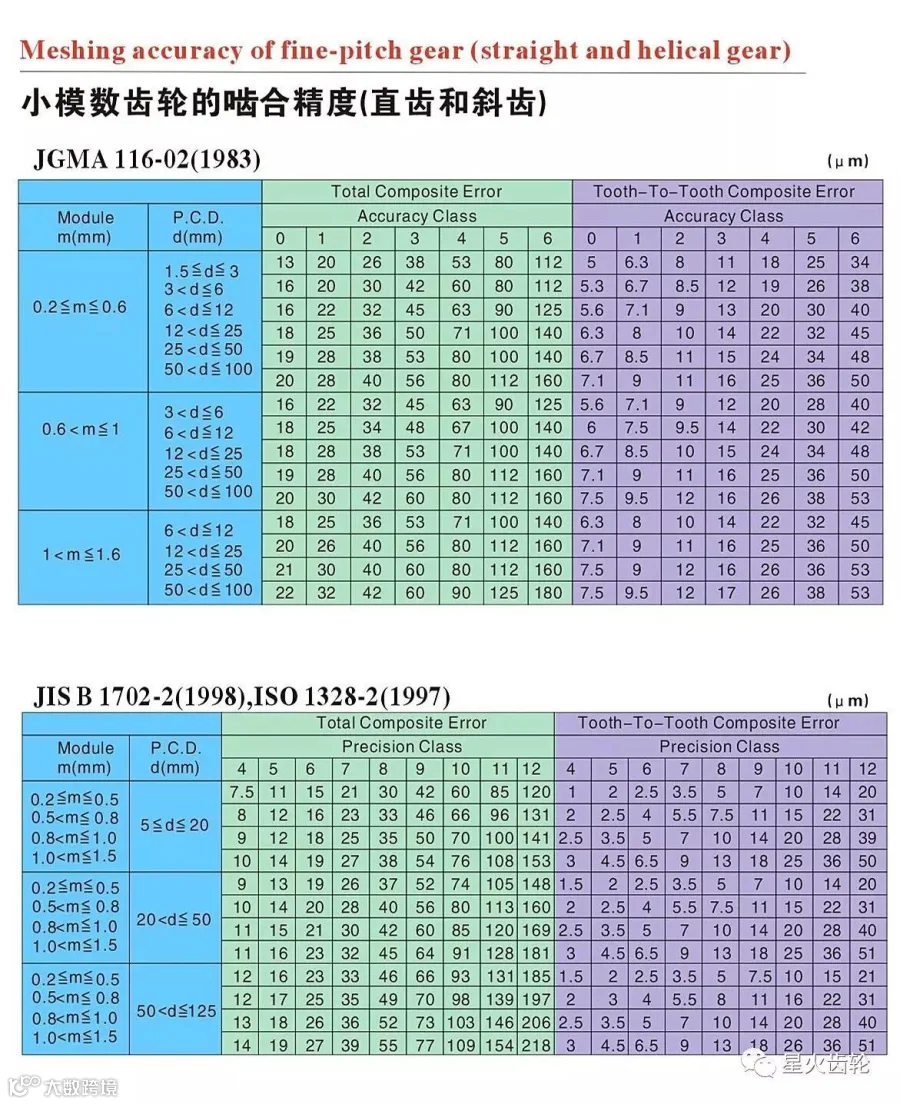
4. 齿轮精度常用的标准有:国际标准—ISO-1328-1:1995(E),中国标准—GB/T 10095,日本标准—JIS B 1702-2(1998) / JGMA 116-02(1983),美国标准—AGMA 2000-A88,德国标准—DIN 58405等等。
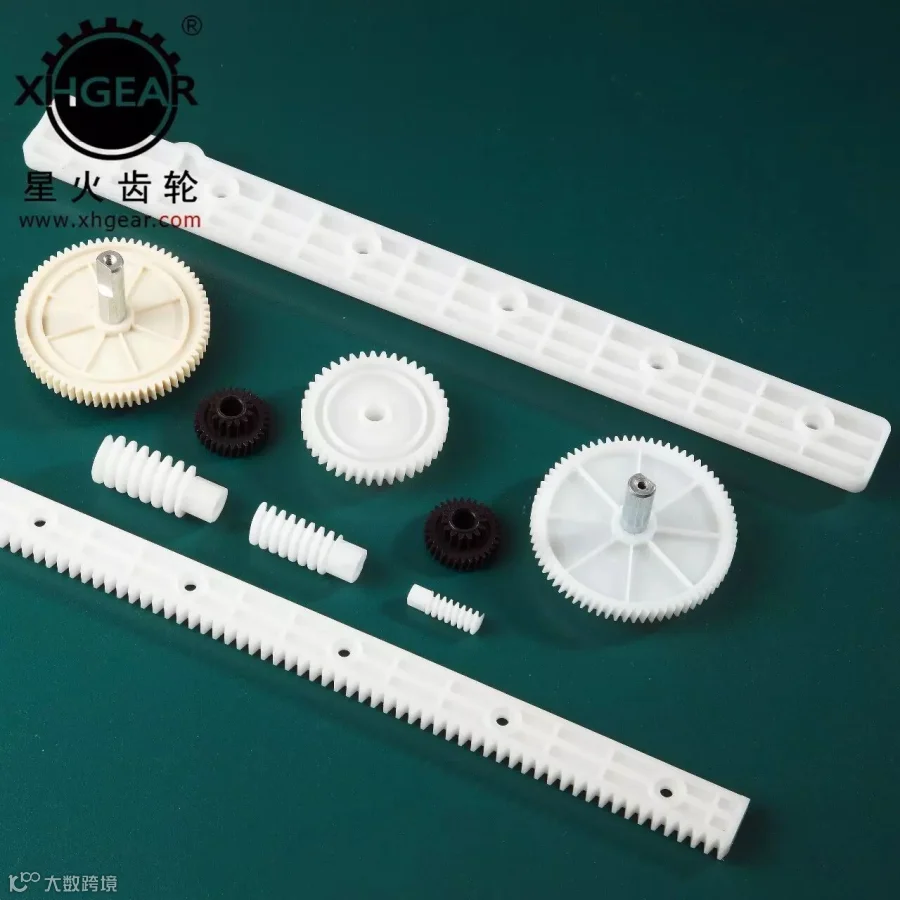
1. 从齿形的轴向倾斜角度分:直齿轮、斜齿轮、蜗杆、皇冠齿轮、直锥齿轮、螺旋锥齿轮、组合齿轮。组合齿轮是指两个或以上齿轮在轴向上阶梯分布,一次注射成型。
2. 从传动的方面主要有两种:啮合传动齿轮和皮带传动齿轮。

模胚的精度会直接影响到模具的制造及注塑精度,也会影响模具的寿命。经验表明,通用的模胚精度一般很难达到精密齿轮模的要求。


1. 塑胶齿轮常用原料主要有两种:POM和尼龙(尼龙+GF%)。不排除其它原料,如:TPEE、消音POM等。首选POM与尼龙原料的最根本的原因:POM、尼龙制品表面具有良好的自润滑性。
2.其它共同原因:耐磨性好、耐冲击好及抗疲劳;其次,POM制品刚性大,抗蠕变性优良;尼龙制品韧性好,必要时可填加GF%以增强其刚性。一般情况POM齿轮可以相互啮合传动使用,尼龙齿轮同POM齿轮啮合传动使用。
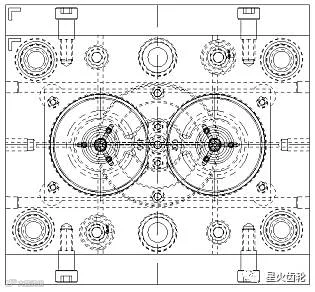
1. 浇口:一般采用3点或6点式平衡进浇,对微型齿轮通常只有采用单点进浇。
2. 模腔排位:常见有1*2 、1*4腔。小型齿轮可以达到6或8腔;不同形状的齿轮可以组成 3腔。最有代表性的为4腔。
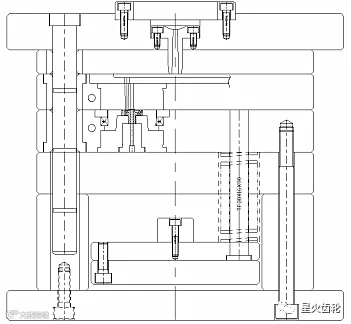
3. 出模方式:常见有中心司筒及顶针顶出。对斜齿轮,须加轴承辅助顶出,轴承的位置有套在司筒针上和套在模CORE芯上两种,两种出模原理是一样的。因齿轮精度高顶针板需加中托司及EGP。蜗杆出模以马达带动出模、同步螺纹套、来复线等较为常见。以下以轴承套在CORE上为图例,可以认识更具体些。
4. 前后模仁及镶件一般采用圆柱形,以便加工保证产品的同轴度。材料一般选用SKD61/S136,加硬到HRC48-52°。首选SKD61、S136是因为:
a. 该料加硬后,变形微小,热处理余量少,在半精加工中自然节约成本及时间;
b. 加硬后,耐磨性高,针对齿轮无拔模角度脱模,耐磨自然重要;
c. 热作模具钢,随温差变化,钢材性能稳定,适合长时精密注射成型;
c. SKD61、S136含Cr量高,并且经过“电渣再熔”处理,磷(杂质)的含量由0.03%降至0.001%,因此在电加工后,镜面效果好;
e.加硬后,耐磨蚀性好,尤其是对POM分解甲醛气体有耐蚀性。
5. 在关键部位的司筒及司筒针或中心小镶针的精度上,通常设计精度要求同轴度 0.005mm,有的要求更高。另中心司筒针或镶针的上端部位要做圆柱直型管位设计,插入前模镶件定位,以达到前后模胶位更高的同轴度。
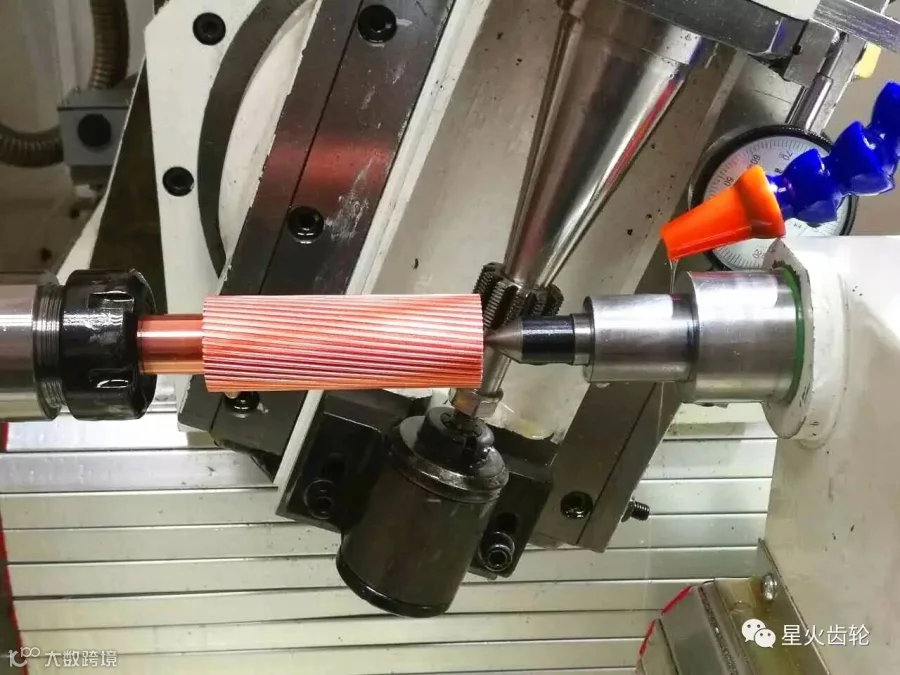
1. 齿形加工:直齿采用慢走丝精密加工,至少选用1修3刀,达到齿形表面较光的粗糙度;斜齿圈采用齿轮电极螺旋放电加工——用带C轴镜面火花机加工。制作斜齿电极的精度要求非常之高,星火齿轮采用日本小笠源滚齿刀即日本滨井滚齿机、数控滚齿机来达到电极精度要求,用夏米尔镜面火花机保证齿圈精密镜面要求。

2. 分型面圆型管位块的加工要求A、B板同时慢走丝加工,才能确保同轴精确定位。
3. 圆柱形模仁及镶件需用内外圆磨床加工,A、B板的模腔一定要求用坐标磨床加工。否则在圆柱度,直圆度,垂直度上及粗糙度上达不到要求。产品无法保证“精密”。
4. 一般齿圈镶件,在齿形加工后,工件厚度不充许再用磨床加工,否则会导致齿面上横向毛刺,工件也就报废了。实在需要的情况下,只有采取EDM加工降面。
5. 省模:齿形面及边缘是绝对不充许省模或抛光(省模会导致齿形精度丢失),相关粗糙度只有通过镜面放电加工一次加工达到。同时模具一般是注塑成型的时间越长,钢料齿面会更光滑。

1.测量齿外径,一般可以选用千分尺,但对齿数为3倍数和5倍数齿轮,则要用奇数千分尺。
2.齿轮精度检测必须要齿轮检测中心/齿轮啮合仪检测,将齿轮样办装上标准齿相互嚙合,再输入所需求齿轮相关参数,啮合仪自动将检测数据显示,包括齿轮的全齿误差、单齿误差径向跳动等参数(JGMA报告)。将齿轮铜公装上齿轮检测中心检测出齿形齿向齿距等误差数据(JIS报告)。

如果此文对您有帮助,请多多转发哦!


长按右图二维码
识别关注我们

