热熟化模塑软泡的主要原料是相对分子质量3000到3500的聚醚三元醇及TDI 80/20。然而,在生产高硬度制品时,常用相对分子质量为5000的活性聚醚和TDI 65/35。为了调整制品的硬度,也可以使用多官能团起始剂(如季戊四醇)或二官能团起始剂(如乙二醇、丙二醇)的聚醚多元醇或混合起始剂的聚醚多元醇与聚酯三元醇复配使用。
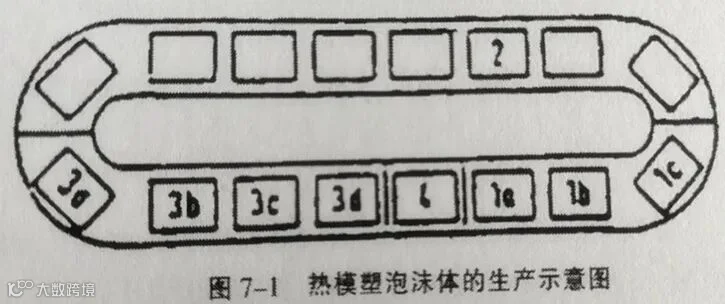
在热熟化模塑制品中一般使用水和异氰酸酯反应放出的C02作为发泡剂,100份聚醚多元醇的水用量多在4份以内,常用量为2.5~3.5份。有时为了降低密度计硬度也可加入适量的物理发泡剂(二氯甲烷或HCFC-141b)。辅助发泡剂能改善膨胀泡沫的流动性、稳定性和开孔率,得到密度和硬度较低而弹性较高的模塑制品。和块料泡沫生产一样,热模塑制品在配方调整时也必需注意聚合和发气反应的平衡,使得到的泡沫体具有开孔结构,配方调整原则也和块料相仿。热熟化泡沫所具有模具由钢板、铝板或铸铝制成,一般来说,钢或铸铝制成的模具更为人们所欢迎。热模塑中模具使用率是比较低的,初期热模塑生产周期大40min,制品脱模后在110℃下要熟化2h。今天热模塑生产周期已缩短至20~40min。如果模具烘道温度提高到250~300℃,其脱模周期还可缩短到10min,但当温度提高到250℃以上时,泡沫容易氧化并变色,热量浪费也很大。常用的温度为150℃至230℃,脱模时间仅12min,模具循环周期20~35min。