
High-speed machine tool development
The advantages of high-speed CBN grinding can only be realized in an effective manner if the machine tool is adopted to operate at high cutting speeds. In order to attach very high cutting speeds, grinding wheel spindles and bearings are required to operate at speeds in the order of 20,000 rpm. The grinding wheel/spindle/motor system must run with extreme accuracy and minimum vibration in order to minimise the level of dynamic process forces. Therefore, a high level of rigidity for the entire machine tool. Balancing of high-speed grinding wheels is also necessary at high operating speeds using dynamic balancing techniques. These techniques are required so that workpiece quality and increased tool life is preserved.
Another important consideration s the level of drive power required when increases in rotational speed become considerable. The required total output is composed of the cutting power, Pc, and the power loss, PI:
P total= Pc+Pl
The cutting power is the product of the tangential grinding force and the cutting speed:
Pc=FtVc
The power loss of the drive is comprised of the idle power of the spindle, PL, and power loss caused by the coolant, PKSS, and by spray cleaning of the grinding wheel, PSSP, thus
P1=PL+PKSS+PSSP
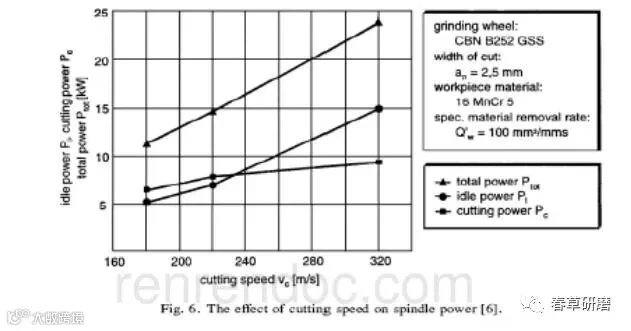
The power measurement shown in Fig. confirm the influence of the effect of cutting speed on the reduction of cutting power. However, idling power has increased quite significantly. The grinding power, Pc, increases by a relatively small amount when the cutting speed increases and all other grinding parameters remain constant. However, this means that the substantial power requirement that applies at maximum cutting speeds results from a strong increase in power is due to rotation of the grinding wheel, the supply of coolant, and the cleaning of the wheel.
A Shoe nozzle, or supply through the grinding wheel, enables coolant to be directed into the workpiece+- wheel contact zone. A substantial reduction in volumetric flow can be achieved in this way. In comparison to the shoe nozzle, supply through the grinding wheel requires more complex design and production processes for the grinding wheel and fixtures. An advantages of this supply system is that it is dependent of a particular grinding process. Both systems involve a drastic reduction in supply pressures as the grinding wheel effects acceleration of the coolant. A more effective reduction in the quantity of the coolant results in minimal quantity coolant ‘supply amounting to several millilitres of coolant per hour. As the cooling effecting is reduced, dosing nozzles are used exclusive to lubricate.
中文翻译见更新
东莞市春草研磨科技有限公司
地址:东莞市塘厦镇河畔路九号
主要业务:手机外壳,中框,笔记本外壳,电子烟外壳,无线充电外壳镜面等研磨抛光自动化设备
联系电话 微信 丁先生:186-6602-0555
陆先生:136-8884-4455
