无论是实木成品家具这样的标准产品,还是实木定制家具及实木门等定制产品,业内长期难以彻底解决的就是各种各样的品质售后问题。在这些问题中,比较集中和有代表性的是黄变、开裂和变形,这些问题都和木材有很大关系。下面将重点叙述开裂问题
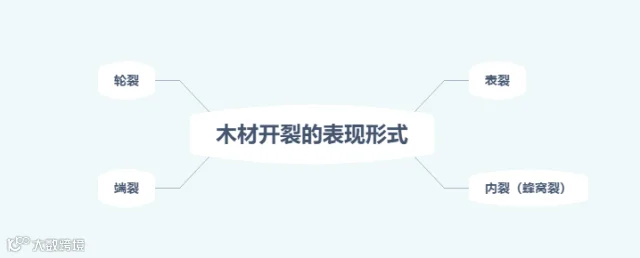
表裂
1
指表面裂纹,表裂是指原木材身或成材表面的裂纹。
微观原因
木材干燥时,首先从表面蒸发水分,当表面层含水率降低至纤维饱和点以下时,表层木材开始收缩,但此时邻接的内层木材的含水率尚在纤维饱和点以上,不发生收缩。表层木材的收缩受到内层木材的限制,不能自由收缩,因而在木材中产生内应力:表层木材受拉,内层木材受压。
如果表层的拉应力超过木材横纹抗拉强度,则木材组织被撕裂,由于沿木射线组织的抗拉强度较邻近的木纤维的强度小,所以裂缝首先沿木射线产生。


内裂
2
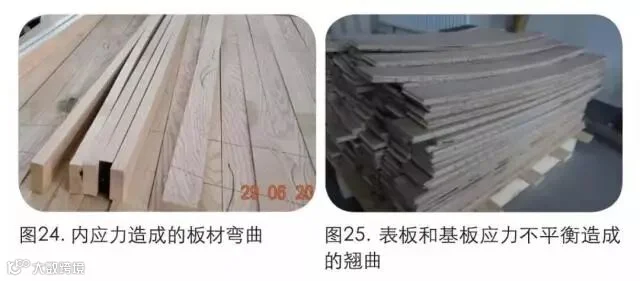
内裂是由于木材内层的拉应力所引起。
内裂产生于干燥后期,有时产生于干燥材料存放时期。通常不易从木材外部发现,但严重时,可由材面的凹陷来判断。
微观原因
木材干燥前期,木料表层在拉应力的作用下,不仅产生伸张的弹性变形,同时还产生伸张的残余变形(塑性变形)。由于这种残余变形使外层木材的尺寸大于自由收缩的尺寸。到干燥后期,内层木材的含水率降至纤维饱和点以下时,内层木材开始收缩,但由于已经伸张了的外层木材的限制不能自由收缩,于是在材料中发生与干燥前期相反的内应力:内层木材受拉,外层木材受压。如果内层的拉应力超过木材横纹抗拉强度,则木材组织被撕裂,木材的内裂因此产生。
端裂
3
端面裂纹,端裂或仅限于木材的端面,或延伸至端部的一侧或两侧,后者通常称为劈裂。
微观原因
由于木材顺纹方向的导水性远远大于横纹方向,当木材干燥时,水分从端面的蒸发要比从侧面蒸发快得多。端部含水率低于中部,端部的收缩受中部木材的限制,因而在端部产生拉(伸张)应力,当拉应力超过木材的横纹抗拉强度时,端面发生开裂。
轮裂
4
裂缝沿生长轮方向发展,常扩展到相邻的几个生长轮
微观原因
轮裂通常发生于干燥初期,出现于木材的端面,随着干燥的进展裂纹加深、加长。有时发生于内部,但出现于干燥后期,是由于严重的内部拉应力所引起的。

如何解决?
1————机械法防裂(防裂环、钉板)
2———————改进制材时下锯的方法(“去心下料”、多生产径切板)
3——————————涂刷防水涂料
4————————采用高温定性处理
5——————用防水剂进行浸注处理

高温定性处理
减少木材内裂的方法可采用高温定性处理,产生内裂的木材表层伸张残余变形可以在干燥过程结束前对木料进行高温高湿处理来消除。
在处理时,木料表层因加湿膨胀而产生压缩残余变形,与原有的伸张残余变形抵消,处理后多余的水分被蒸发,随内层木材一起收缩,因而木材中可以不产生残余变形,木材内裂也因此而消除。
实木家具备料如此复杂,如何能适应现今实木家具定制化的市场需求?
东森原木重组板的出现,让实木家具板式化结构方案得以实现,为实木家具生产企业提供了稳定的一站式实木备料方案。
通过东森创新的HPR木材重组工艺(中国实用新型专利技术)生产的三层纯实木拼板,产品从内应力上解决了传统实木拼板及指接板易开裂、变形的缺陷,完美地呈现原木的自然质朴且完全具备板式结构的优越性能。