
01
模面切粒的流程及原理
如下图所示,在模面切粒技术中,该切粒系统主要包括如下设备:换向阀、切割室、模板、带驱动系统的切粒机、冷却管道以及包含水系统的干燥机、振动筛等。随着单线产能的不断提高,目前应用在SAN切粒和ABS切粒生产中的切粒机最大产能高达10000kg/h以上。
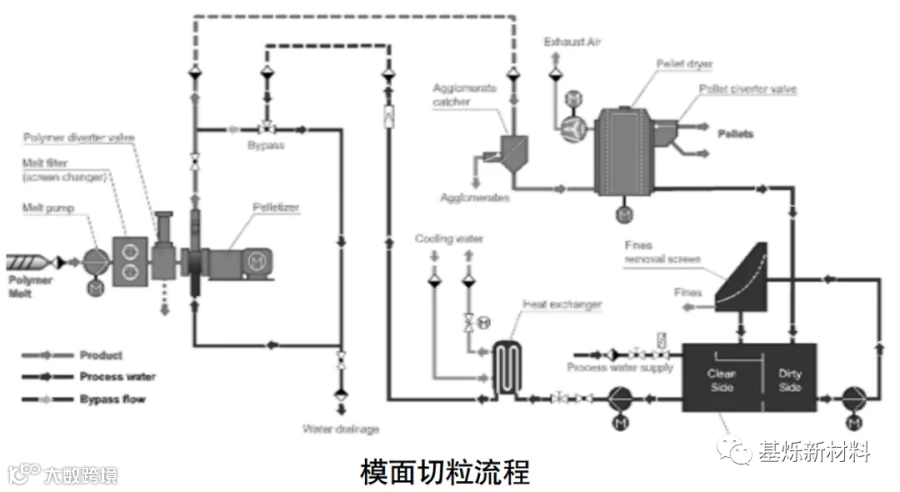
模面切粒系统主要工作原理,即物料通过釜底泵或齿轮泵输送到开车阀和切割室,物料在熔融状态下被带有驱动的切粒机动刀切割,之后粒子在工艺水中冷却,工艺水一般为40~60℃,粒子被工艺水送至干燥机进行干燥,工艺水自循环到水系统进行过滤,换热后重新回到工艺系统循环利用。
02
模面切粒的构造
模面切粒生产的产品呈圆形或椭圆形粒子,生产过程是高温切割,粒子表面迅速冷却,内部热量可以用于粒子自身干燥,对工艺水温度要求不高。切粒机本身占地面积小,充分利用空中空间完成冷却管道排布,总占地空间可降至3~6m。设备可安装在不同楼层,避免直线排布以节约空间。
粒子在熔融状态下切割,表面迅速冷却后在冷却管道、干燥机内输送。圆形或椭圆形粒子接触方式为点对点接触,粒子在输送过程中和管道、干燥机的接触没有棱角,产生粉尘的可能性降低,粉尘含量大约降低10%~15%, 粒子为热态切割且粉尘低,干燥机出口可以不安装旋风分离器。
模面切粒系统为密闭系统,无需安装吸单设备,对环境无污染, 同时不需要额外的辅助废气处理设备,在某种程度上对设备投资和环境保护有重要改进。更换模板、更换刀片可能需要少量排废。更换模板时间为15~30min,更换刀片时间在5min左右。
03
模面切粒操作优势
通常水下拉条切粒需要多名操作工开机,模头处极易断条,模面切粒开机只需要一名操作工,并且一旦开机成功后设备运行稳定性要高很多,基本无异常停机。水下拉条切粒和模面切粒都有非常高的自动化程度。水下拉条切粒相对于模面切粒来说,常用备件的寿命可能要稍短一些,模头孔在生产过程中会产生杂色物质,这就需要操作人员定期停掉生产线,对模头板进行更换,会造成原料上的损耗,增加生产成本,操作人员更换备件频率可能会稍高一些。
04
模面切粒产品优势
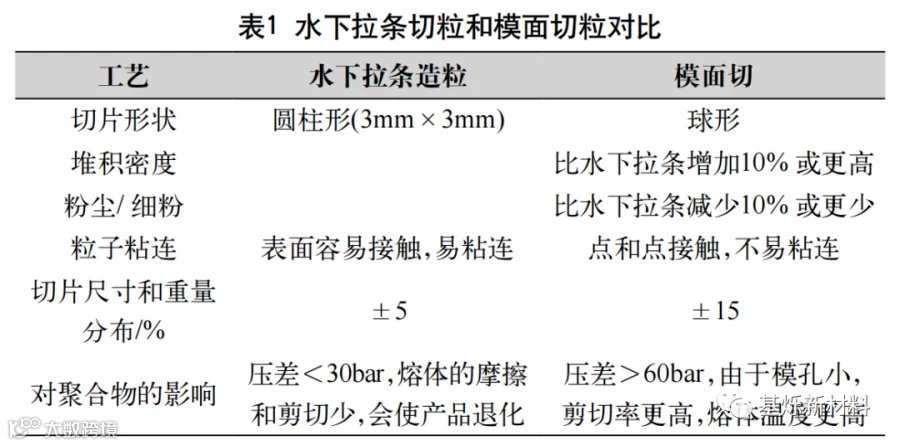
水下拉条切粒生产过程中,动刀切割的条形物料已经具有一定硬度,极易产生粉尘,而模面切粒则是由刀片切割模头处的熔体而成,切粒时产生的粉尘量较水下拉条切粒要少很多;圆形粒子的堆积密度更大,粒子间接触面积更小,产生更少的粉屑,同样质量体积更小,圆形粒子表面光滑,更易于输送。圆形粒子较水下拉条切粒后的圆柱形粒子,没有棱角,所以在互相摩擦时不易产生粉尘,而水下拉条切粒的圆柱形粒子容易产生粉尘,由于表面是球形,在下游工艺对粒子熔融时速度更均匀,使用的能力也越少。具体对比如表1所示。
05
模面切粒的成本优势
模面切粒的刀片成本非常低,因为其刀片材质普通,硬度要求也不高,模面切粒的模头使用完后可以返修,大大节约了成本。
模面切粒水箱的材质要选用加厚的材质,这样水箱不易变形,滚轮的磨损也会降低,后期不需要过多的维护成本。
06
模面切粒的应用
SAN树脂的生产在模面切粒上应用较多,基于模面切粒工艺的特殊性和SAN树脂物料本身的特性,生产过程中的主要问题是SAN树脂中夹带的粉末较多。另外,水箱的选材标准上要改进,如果选材标准偏低、材质不够厚、硬度不够及长时间运转,水箱里的滚筒容易变形,滚轮磨损较大、使用寿命会降低,带动滚筒转动的电机也会损坏,设备不能正常运转,就需要停车维修,生产负荷会随之调整,给生产上带来很多麻烦,生产上的波动也会带来产品质量的影响,会产生大量不合格品,造成生产成本增加。
ABS树脂的韧性比较大,所以在切刀选型上要不同于SAN树脂,通常会选用具有角度的斜刀,具体材质要根据不同牌号来确定,对挤出机的要求是模头入口压力80~120bar,换网器入口压力180~220bar,增压泵入口压力为正压即可,一般同向啮合双螺杆挤出机均可满足。
免责声明:本文内容来源于网络,只出于传递信息和分享知识之目的,并不意味着本公众号赞同其观点或证实其内容的真实性。如涉及侵权或有任何不妥,请联系进行处理!
