

木质家具呈现给大家的是色泽和外形,关注的是其用料、工艺,可一件木质家具,究竟是如何从一块木头变成一件家具的?这过程又经过哪些流程、历经了哪些器械的雕琢?且看箭牌衣柜为你解析。
备 料
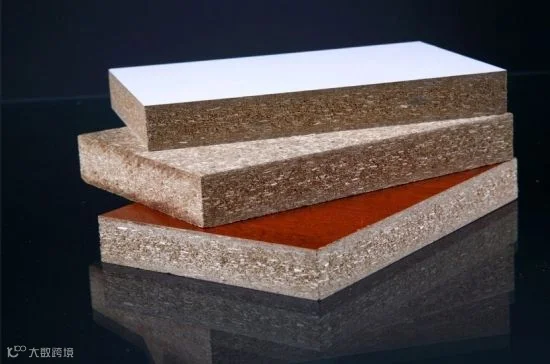
① 木质家具生产从备料和选料开始。
箭牌衣柜均采用禾香板,超越欧洲E1级和日本F4星级标准的环保级别。材料员从众多的木材中挑选出适合制造家具的材料后,与工艺员便根据生产计划进行备料,这过程中,二者会根据限额领料原则测算出木材用量。
② 材料员检测木料的含水率。
根据木料使用地区的不同,选用不同含水率的木料,木料的含水率应不高于实际使用地区的年平均木料平衡含水率。
在实际操作过程中,还会根据不同的月份调整含水率标准,6-9月份木料的含水率控制在10%-15%,其他月份控制在8%-12%。
选 料

① 为了增加木料的利用率,家具生产企业往往会在选料上下功夫。
“先长后短、先宽后窄、先外后内、先表后里”是生产企业多年来总结出的选料原则,先把长料、宽料、好料截出来,短的、窄的、次的木料用在包覆板、齿接板、拼板上,能有效节约木料使用量。
② 按标准挑选优质木料。
在企业的生产标准中,死节的宽度不能超过可见木材宽度的三分之一,直径不超过12毫米。
③ 选料过程必须谨慎。
如果通过肉眼无法确定木料的好坏,就需要对木料表层进行抛光处理后,进行再次判断。
④ 按家具的不同部位选择材料。
家具的前脸选料更为严格,尽可能选用直纹理的材料,这样更容易保证前脸的花纹一致,这样视觉感受更舒服。长度在1.5米以下的门,原则上不能使用齿接料,长度在1.5米至2米的门只能在视线以下部分使用齿接料,而2米以上的门,可以在视线以上和视线以下的部位各有一个接料处。
定尺寸找基准

① 在选料过程结束后,利用截锯将选好的材料横向锯解,进行定长短;利用顺锯顺向锯解木料,进行截宽窄;
② 用平刨找基准,一般情况下以部件两个相邻直角边为基准面,并打号注明;
③ 再通过单面压刨刨削材料的表面,将材料的厚度加工成需要的厚度;最后使用双面压刨使木料尺寸更精准,
④ 只有通过二次加工才能达到所需尺寸的情况下,可选用双面压刨。
开 料

箭牌衣柜从德国豪迈(HOMAG)集团引进全新的4.0代成套木工设备,进口豪迈开料机,有效防止爆边、开裂等现象。
所有开出的板件必需达到质量标准要求才可向下一道工序移交。
封 边

箭牌衣柜采用德国豪迈封边机,采用世界最先进的环保热溶胶涂封技术,可加工各种厚度和材质的封边材料,自动修型、抛光,封边整齐美观,防潮防水,严实密封。
打孔和铣型

① 经过一系列的加工,也就是净料的过程之后,对材料进行打眼。虽然门边、杩头等部位连接的时候也会用到连榫结构,但整体结构大部分还是五金件连接,便于拆卸运输,不易变形。
② 经过打眼儿以后,通过立刨、立铣、加工中心对产品的线形进行加工,这部分完成后相当于部件已经加工完毕。
③ 然后对加工有缺陷的地方进行垫腻子修补,比如坑、眼、缝等瑕疵处进行维修。用砂纸将垫腻子部位表面进行砂光,使表面不平整的地方变平整光滑。
油 漆

① 在开始油漆环节之前,需要对白茬进行再次吹灰检验,然后进行擦底色。根据色板进行擦底色,这个颜色通常比成品的色板浅30%-50%;
② 晾干底色以后,会对白茬进行喷封闭底漆,用封闭底漆对家具表面的木孔进行填充,保证家具表面的光滑;
③ 再进行垫腻子、打磨的过程,因为喷封闭底漆时不可能完全喷到位,为了保证产品质量,漏了的眼进行垫腻子,打磨;
④ 然后喷底漆,根据木材表面的粗糙度,一般喷三到四遍底漆,这个过程中,每一遍喷完底漆,都会有垫腻子、打磨的过程;
⑤ 喷完底漆后进行打磨,增加家具表面的附着力;
⑥ 然后进行修色,也就是二次补色的过程,此时的色度便能符合客户的要求;
⑦ 油漆的最后一步是喷面漆,即清面漆,清面漆是家具的保护膜,使得家具表面变得非常美观光滑。
五金配件

生产好后,配备相应的五金配件。箭牌衣柜使用德国海蒂诗门铰、路轨、门铰开合15万次无障碍,路轨拥有35公斤以上的承重力、抽拉15万次,可使用20年之久,同时配置静音阻尼系统,自动缓冲闭合。
组 装
喷完漆的部件在工厂进行试装,按照材料分析单对产品部件进行分类码放,然后对所有的部件进行砸件,将所有的五金件安装到家具部件上,然后将家具部件组装成家具。
当一件实木家具运送到用户家中后,一块简单的木头才正式完成了从原料到成品的蜕变过程。
![]() 大家正在看
大家正在看
开门的第一道风景,玄关鞋柜就是要这么讲究
纳么会装!让家分分钟敞亮起来,90%的人已收藏
空间大不同,家具现在流行这么摆
装修必用到的图纸,多数业主表示看不懂

箭牌衣柜总部VR全景展厅
点击下图体验~快戳快戳~~

