

点击上方
关注我们

热恒注塑科技有限公司
为 注 塑 创 造 价 值

PET注塑成型的发雾发白问题
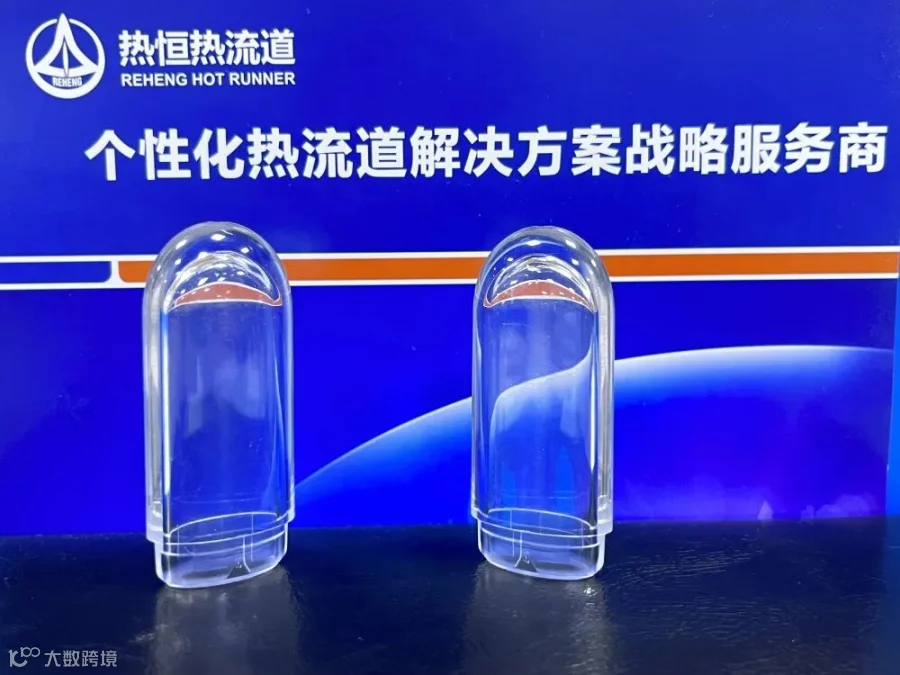
PET是一种高分子材料,全称是聚对苯二甲酸乙二酯。PET塑料分子结构高度对称,具有一定的结晶取向能力,故而具有较高的成膜性。PET塑料具有很好的光学性能和耐气候性,非晶态的PET塑料具有良好的光学透明性。另外PET塑料具有优良的耐磨性和尺寸稳定性及电绝缘性。本文将会介绍PET注塑成型的热流道应用知识。

PET材料在注塑成型时产生的白化现象,这种现象产生分为三个阶段,即模具注塑时白化、模具再加热时表面结晶白化、拉伸吹塑时取向结晶白化。模具成型时的全部表面白化和再加热时全部表面结晶白化的原因基本相同,只是白化的结晶度比发暗的结晶度更高。但对于模具表面的局部结晶块的工艺成因却不尽相同。当模具的冷却效果很好时,可能形成规则或不规则的抛物线状的雾状结晶。这主要是由于各型腔注塑速度、压力、温度协调不一致的结果。高速、高压注射时,熔料与浇口发生剪切,产生热量,熔体流动好,迅速注满型腔,并迅速得到冷却。
如果因为注塑压力小、注塑速度低,一级注射未能注满型腔,则一级注射的料流前锋会因为与模壁接触不好而使温度降不到玻璃化温度以下,从而形成大量晶核;在与二级注射的料流会合时,会吸收二级注射料流的热量而结晶雾化,形状为规则的或不规则的抛物面,且抛物面的厚度有大有小,由于成型温度低而形成这种抛物面形状的雾化现象,当一级注射的行程小到某一临界值,提高温度直到材料分解也无法消除这种抛物面形状的雾化。
热恒热流道在医疗、包装领域有大量PET透明产品的热流道全热注塑案例。对热流道的热量设计,浇口隔热设计,冷却运水的合理排位设计都需要恰到好处。流道的热量需要均匀且剪切很小,模具的温度需要很凉。对于厚壁的产品甚至需要通冰水冷却。
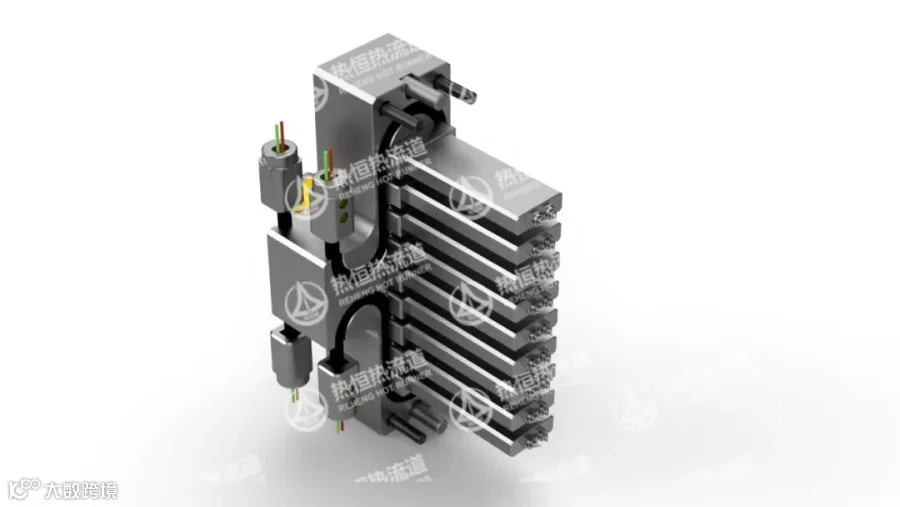
热恒全热系列之
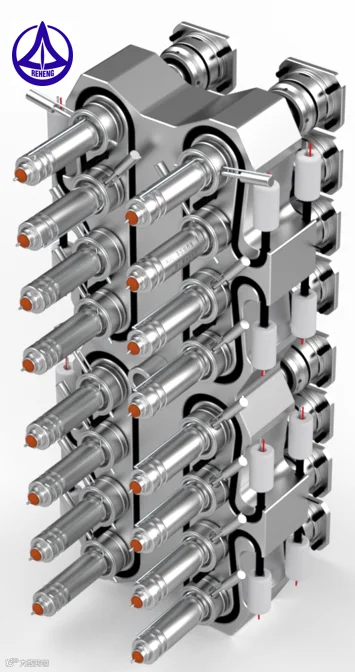
PET针阀式热流道应用

热恒-全热改造的优势
同样的注塑机台,更高效率
同样的模具大小,更多腔数
成型周期缩短,产能提高
减少水口料,提高品质
高效、节能为注塑环节更具市场竟争力
往期回顾

