
点击上方蓝色字免费订阅公众号
瓶罐产生的缺陷有100多种,有些缺陷是玻璃熔化缺陷(如结石、条纹),但大多数是在生产成型过程中产生的,这些缺陷瓶如果流到客户那里,可能导致客户生产线停顿,或内容物出现质量问题。因此操作人员必须具备快速识别并解决这些产品缺陷的技能,在生产过程中确保产品质量合格。
处理产品成型缺陷大多采用排除法、极端分析法,由于一种缺陷的产生有几种甚至几十种原因,缺陷的产生可能是其中的一种或者几种原因合力产生,再次遇到相同的缺陷用上次妥妥的方法不一定能处理好,如果不断进行试错排除直至找到正确的处理方法,将对生产造成很大的损失。因此要求现场操作人员具有较高的技能水平,经验丰富的师傅处理起来比较快,经验不够丰富的就慢,还可能整出更多的缺陷来。
上回说过我们要善于将实践经验不断总结提升,找到问题的本质,将复杂的问题简单化。笔者尝试对成型缺陷的产生原理(机理)进行探讨,由于能力有限,希望大家批评指正。
一、对瓶内搭丝(电话线)的看法:
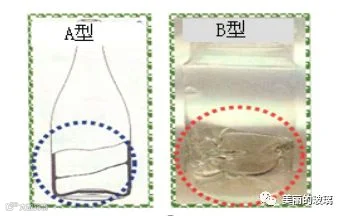
玻璃丝从瓶身的一端连接到另一端,像桥一样(A型)。根据品种不同,也有发生形成块状的(B型)。这样的缺陷在客户生产线进行灌装时,桥上的玻璃破碎,玻璃片会混入进去,是危害消费者安全的致命缺陷。
二、瓶内搭丝产生的原理:

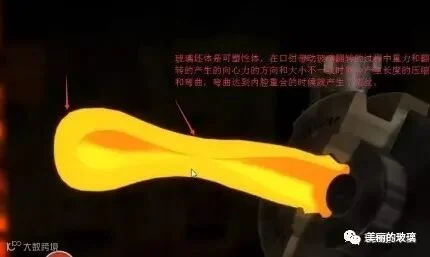
还有一种情形:在翻转过程中料胚已经产生粘连,不过在生产中很少见,即使发生也容易被发现,因为往往伴随着明显偏底、成模夹料停机。(此图片摘自公众号“玻璃技术云”)
三、瓶内搭丝的处理措施:
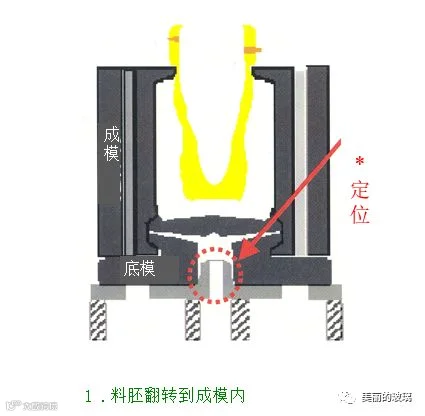
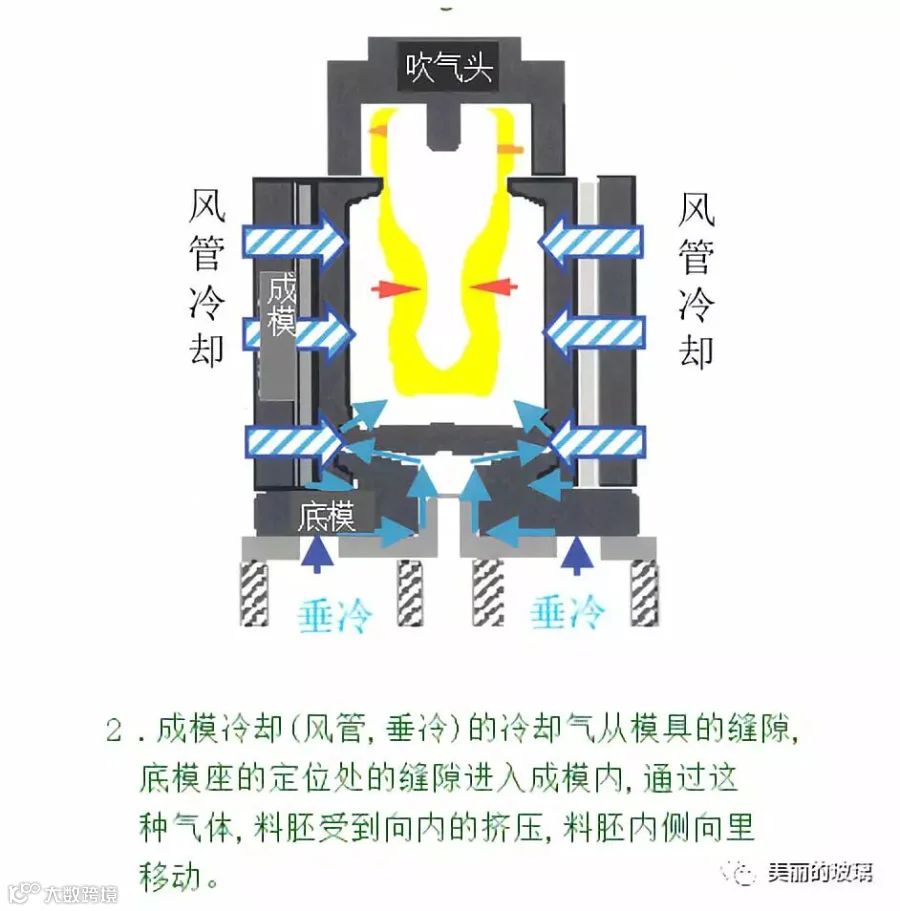
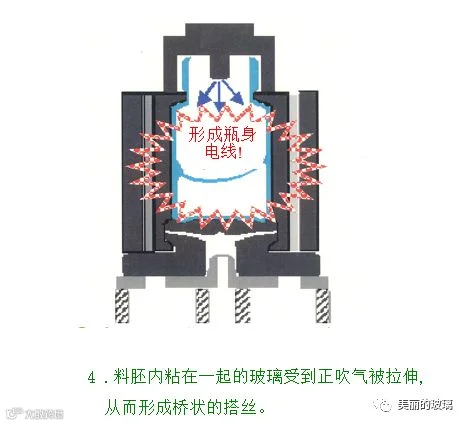
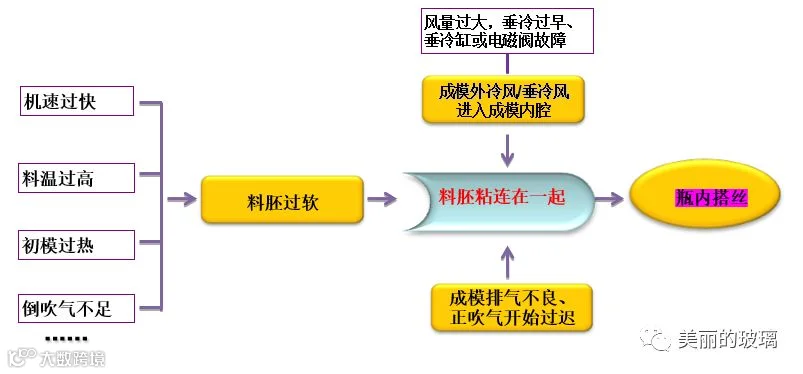
从上图可知瓶内搭丝的产生是由于料胚在成模内吹制定型之前,局部玻璃出现了粘连,吹制时进一步拉伸形成,我们要做的事情就是不让它粘连在一起。粘连的原因有:成模里面有气体进入,或者气体在成模里面排不出去,受热膨胀,将料胚向内挤压;料胚太软了容易被挤压或翻转时变形粘连。再进一步分析为什么会有气体进入成模?是不是垂冷风长吹?垂冷风长吹的原因又有哪些呢?一步步追究下去,很快就能找准问题点。至于料胚是否过软,可以通过观察初模打开时的料胚顶部下塌程度、以及料胚翻转时的弯曲程度进行判断,前提是口钳翻转速度不能过快或过慢(严重的会导致成模夹料)。在处理缺陷之前,先确定是共性的,还是个别的,处理方法不一样。全机组都有的,往往是换产品后重要的工艺参数未设定合理,正常生产过程中个别模号出现的大多是由于设备故障。下图是对瓶内搭丝(电话线)产生原理的归纳总结。
长按下方二维码“识别”关注,再点两次右上角···“置顶公众号”,第一时间接收玻璃制瓶相关资讯。

觉得好看,请点右下方“在看”,以示鼓励!