
点击上方↑↑↑蓝色字关注,免费订阅。
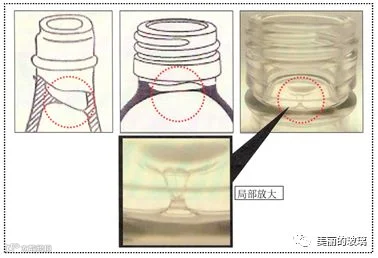
在吹吹法生产中有一种缺陷,在口内壁如拉丝一样呈桥状,或有尖刺横向突出(常见形态)。这种缺陷在客户生产线进行填充时玻璃片有掉入的可能性,属于致命缺陷,对人体带来危害。需要早期发现,早期采取有效的对策。在中国日用玻璃协会瓶罐玻璃专业委员会编制出版的《玻璃瓶罐成型缺陷手册》没找到这种缺陷的介绍,这里称为“芯子粘料。
发现此缺陷后操作人员会检查芯子有没有发红,芯子下有没有到位,倒吹气有没有来迟了等。发现芯子过热就把它调冷,换芯子、口模、套筒,延长芯子与玻璃的接触时间,适当提前倒吹气,如果是芯子机构、配气阀、电磁阀的故障问题则进行处理,采取行动后往往都能把问题解决。
问题解决之后我们再进一步思考,为什么采取这些措施而不是别的?依据是什么?由于瓶口里面的玻璃凝固不足,玻璃下垂而粘丝?由于芯子下降不到位,倒吹气通道变小,倒吹不足,口内玻璃下垂了?提前倒吹气是为了在口内玻璃下垂前,尽早的做成料胚吗?
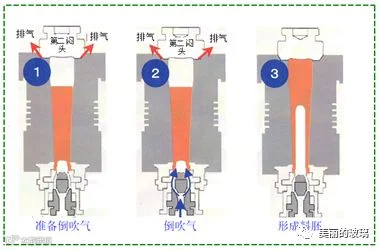
料胚形成示意图:
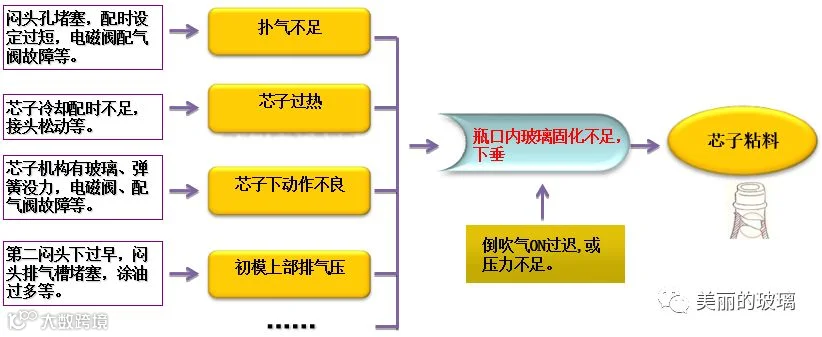
芯子粘料产生原理探讨:
1:扑气时间、芯子冷却、芯子接触时间等不足,导致瓶口内面玻璃凝固不足,玻璃下垂而粘丝。
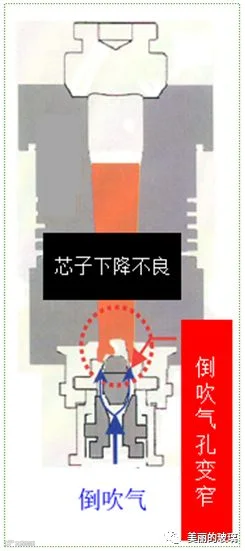
2:由于芯子下降动作不良使倒吹气孔变窄,倒吹气进入变得不好,倒吹气开启过迟,于是口内玻璃一部分发生下垂,从而粘在一起。
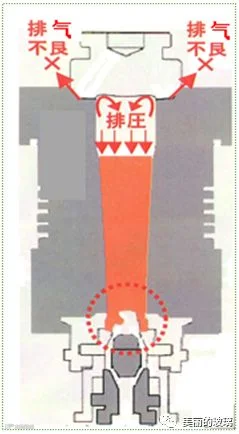
3:闷头排气效果不好的话,倒吹气ON之前的初模内的料胚上部空间残留的空气受热膨胀,从而发生排气压,受到排气压的影响,料胚口内部的玻璃下垂,一小部分发生粘丝。(这种情况只在低机速、初模内腔上部大喇叭状的产品发生)
小伙伴们记住红色那两个字了吧?没有那点东西掉下来的话,岁月静好。
总结一下:
由于芯子过热、扑气不足、芯子接触时间不足等,口内玻璃没有得到良好固化而下垂;倒吹气孔变窄,倒吹气开启过迟,或者受到初模上部排气压影响,导致瓶口内一部份玻璃下垂形成芯子粘料。
个人经验总结,不妥之处请各位同仁、专家指正,谢谢!文章留言未开通,可在公众号留言,后台可看到。
因为缘分所以遇见美丽的玻璃,因为遇见所以喜欢,因为喜欢所以坚持。
长按下方二维码“识别”关注,再点两次右上角···“置顶公众号”,可第一时间接收玻璃制瓶相关知识。

觉得好看,请点下方“在看”,以示鼓励!