上一篇关于新产品开发的文章,阅读人数不多,可能关注公众号的朋友大部分是搞成型的吧。如果遇到这几种情况就知道做模型的好处了,比如客户拿到试版瓶样后才说瓶形不符合要求修改重新试版,试版了很多备胎结果还被客户投诉新产品开发速度太慢,非常简单、可以直接加工批量模具生产的瓶子也要全停机试版造成损失。每试一次版模具费用加停机损失大概2万元,每年少试50次,就可以为公司节约100多万元(一个有机玻璃模型只需1000元左右),同时也提高了客户满意度。免费提供联系方式,只为了让大家能够快速对接到专业的加工厂。
在压吹法生产中,裂缝线这一缺陷十分常见,通过搞清楚它的产生原理,在生产中能够快速排除干扰找到正确的处理办法。更进一步的做法是通过建立合适的工艺参数、模具、设备、操作等良好条件,不让其产生。
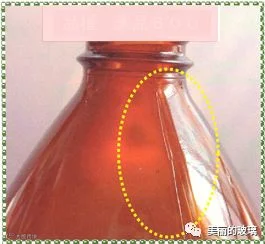
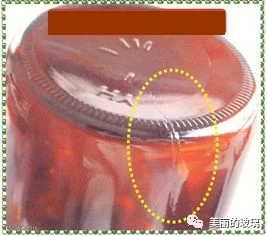
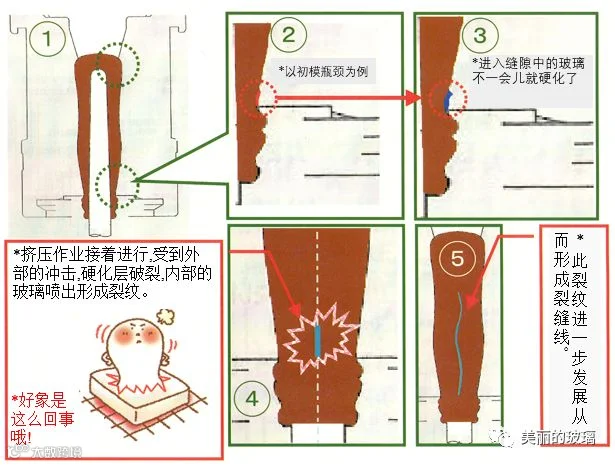
裂缝线是一种在初模合缝线以及闷头附近产生的伸长了的表面裂纹。按出现的位置可分为瓶颈裂缝线、瓶身裂缝线、瓶跟裂缝线、闷头裂缝线。
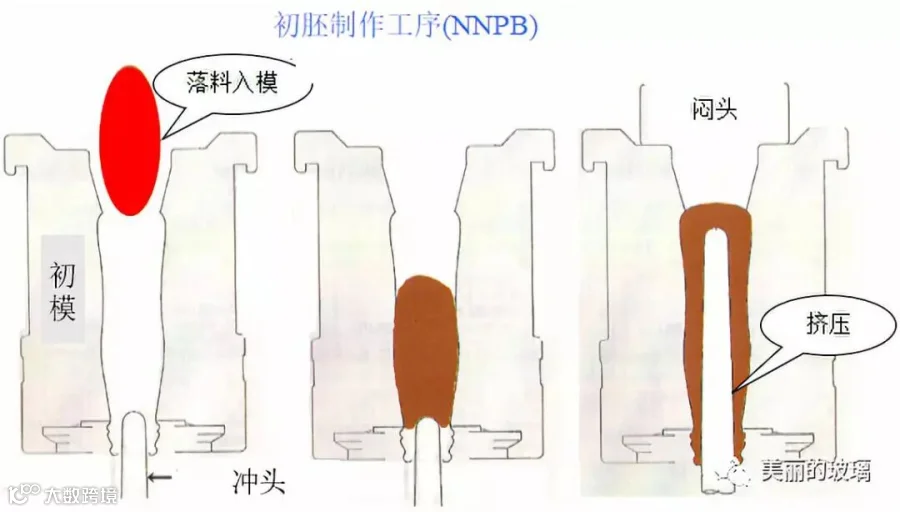
产生原理:由于玻璃在冲压的时候所受的压力大,初模的结合面张开,于是玻璃就从这个张开的缝隙喷出,喷出的玻璃硬化,通过外部的冲击,使外部的硬化层破裂从而形成裂缝线。在这种情况里重要的就是防止玻璃本身的温度偏低,希望玻璃在柔软的状态下,以尽量小的力度来形成初胚。
*冲头挤压时,各模具的结合面张开,玻璃就进入这些缝隙当中。
本文围绕四个要素进行分析处理:不过量,抱得紧,配合好,温合适。
即冲压力、冲击力不过量,目的:防止玻璃表面硬化和尽量缓解外部对玻璃的冲击。
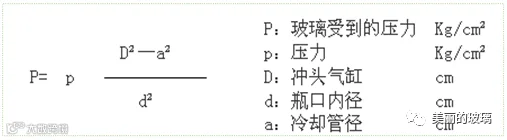
玻璃受到的压力与瓶口内径的平方成反比,相同的冲压力,瓶口内径越小,玻璃受到的压力越大,越容易产生合缝线、裂缝线、爆裂类缺陷。没发生口部尺寸不稳定、口不平缺陷的话,调低冲头压力。小口压吹由于口内径小,对初模涨开力大,冲压力不能超过0.06Mpa。
保证芯子缸中心、口钳水平,冲头尽量早一点上,可以减小冲压力。
初模、冲头、口模的合理设计,让口部容易成型,也是非常重要的。
闷头下的压力要能够调节,中口压吹和小口压吹在0.20Mpa左右,大口压吹在0.24Mpa左右,避免闷头下时产生过大的冲击力。
初模抱紧力>玻璃对初模的涨开力,玻璃才不会进入缝隙中。压吹法生产保证初模关闭气压大于0.28Mpa,连杆、林克销等备件的磨损在合理范围内。
模具方面:初模和口模的配合位,初模和闷头的配合位,按模具尺寸标准修复;更换不合格的模具。
备件方面:对初模抱钳的异常(定位销、钳板)进行确认、更换。检查口钳是否变形不水平。
即料滴温度、初模温度合适。料滴温度高一些,可以让玻璃在柔软的状态下,以尽量小的力度来形成初胚,不容易出现表面撕裂。如果初模温度过低,在360℃左右时(红外线测温枪系数0.95),容易出现裂缝线。
料滴温度过低、初模温度过低产生的,往往伴随有其它冷缺陷,并且全体都有,不固定模号。适当升高料滴温度、升高初模温度、提高机速一般可解决。
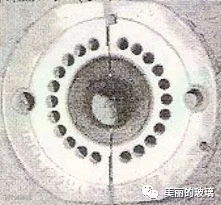
由于闷头过冷,玻璃表面硬化,硬化层破裂从而形成皱纹。另外冲头压力过高的话,也有玻璃裂开形成裂纹的。
增加保温孔提升初模尾部温度的方法对减少闷头裂纹的发生的效果很好。
但是凡事不可过度,如果保温孔过深过大,初模尾部温度过高,瓶跟接触点容易出现过薄现象。
请点击右上角...转发或分享到朋友圈,可以帮到更多有需要的人。

 轻松做玻璃
轻松做玻璃