
点击上方蓝色字↑↑↑关注,免费订阅。
清明节是我们中国人的感恩节。回乡扫墓时,人这一辈子,只有站在这里,才知道自己从何而来,将向何处!三千繁华,弹指刹那,百年之后不过一捧黄沙。好好珍惜有缘人,因为下辈子不一定遇见。
在玻璃瓶罐近百年的生产历程中,无数先辈、前辈殚精竭力、勇于探索,极大地推进了制瓶相关技术的进步,增强了行业竞争力,也让后辈少走了弯路,可以得到更快提升,让我们永远铭记他们的恩情。
这次和大家交流一下压吹法生产的一些事项。压吹法由于用冲头直接冲压成初形,瓶口尺寸稳定,没有扑气环,玻璃分布均匀,可以使瓶子更轻、产量更高等,优势较多,但是这种成型方法也有它的缺点,太复杂的瓶形不宜采用,口部大且厚容易出现变形缺陷等。
通常情况下压吹法生产对料滴重量的要求更高。轻了口部不饱满,重了双口。通过稳定的玻璃液面、先进的料道燃烧控制系统、精确的转筒升降控制、标准化操作等手段来保证。
压吹法冲头有三个位置:翻转位置、装料位置、冲压位置,翻转位置和装料位置由垫管长度决定,冲压位置由模具设计决定。垫管的选用以处于装料位置的冲头尖端超出口模面大约在10-15mm(矮瓶除外)。

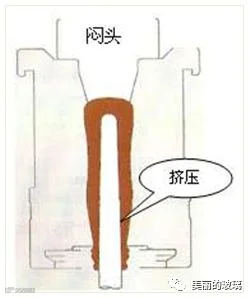
这里介绍一个重要的概念:装料高度——料滴进入初模后,上部玻璃到初模与闷头配合位的距离。装料过低时料滴落入初模下部过多,会产生瓶肩偏厚、瓶口飞翅等缺陷。装料过高时料滴不能完全装入初模内,因而闷头会压住玻璃,产生玻璃片附着在瓶底处的缺陷,同时导致冲压力度需加大,产生口部爆裂和合缝线涨开缺陷。同一机型的装料高度主要受垫管长度、初模温度、料滴形状共同影响,需在生产中摸索确定。
不能通过冲头下OFF配时来决定装料位置。让冲头完全静止于装料位置后,料滴才到达(在初模完全关闭前可看到冲头复位)。因为一旦出现料滴下落速度不一致,就会出现装料深或浅,从而产生双口、冒底等缺陷。冲头下OFF=初模关ON+5度,保持统一(个别组由于芯子缸问题可提前)。
只要能保证瓶口得以充分压成,以尽可能小的力度进行冲压。因此在瓶子没有变形的前提下,料温设定高一些;尽量提早冲压ON,让玻璃在柔软的状态下进行冲压形成料胚;保证制瓶机的精度,并且调整到位;初模、冲头、口模的设计要基于较小的冲压力也能做成初胚(例如初模带漏斗)。
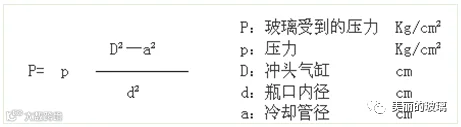
玻璃受到的压力与瓶口内径的平方成反比,在相同的冲压力下,瓶口内径越小,玻璃受到的压力越大,越容易产生爆裂类、合缝线类缺陷。相对而言,口内径小,冲压力小;口内径大,冲压力大。
初胚的定型状态主要由冲头温度、冲压时间、冲压力度、初模温度决定(成型工序)。初胚过冷,会出现瓶肩部不饱满和裂纹、口部裂纹、裂缝线等缺陷;初胚过热,在成型工序散热不良易造成变形、裂纹等缺陷。在冲头温度方面,冷却芯的设计非常关键,包括冷却孔的位置、直径、数量。双滴压吹产品的冲压时间在1.4秒左右,薄壁瓶短一些,厚壁瓶长一些。
某厂冲压力度经验值,仅供参考。 |
|
大口压吹 |
p=0.04*d² |
中口压吹 |
p=0.08*d² |
小口压吹 |
p=0.12*d² |
P为冲压力,单位kg/cm2,d为瓶口内径,单位cm 。表中的数据只是通过分析某厂的冲压力与瓶口内径的相关性得出,瓶口内径最大65mm。 |
|
口部的冷却。采用有效的冷却方法,是防止瓶口变形、口平面不平的最有效方法。要求长风嘴选用、口模材质选用、口模散热设计等科学合理。
未尽事宜,请大家自行思考补充,也可进入公众号留言。
长按下方二维码“识别”关注,再点两次右上角···“置顶公众号”,可第一时间接收玻璃制瓶相关知识。

觉得好看,请点右下方“在看”,以示鼓励!