点击上方↑↑↑蓝字可关注订阅
世界上所有的路都有套路,只要学会了套路,路就基本上都走得通。
比如说二八法则就是一种套路,世界上80%的社会财富被20%的人拥有,换句话讲世界上80%的东西是20%的人创造出来的。20%的工作能产生80%的业绩,因此大部分的资源应配置在重点工作或事情上。
介绍一下知识的套路:任何一门知识,只有10%是知识的根,30%是知识的干,70%是知识的枝叶。
原因是在知识的枝叶上下功夫,觉得每一片树叶、花朵都是漂亮的,树枝有细的有粗的,花了大量的时间研究这些表层的知识,结果往往是事倍功半。
每天捧着个手机花六七个小时学习碎片化的知识,学得完吗?又有多少作用 呢?
正确的学习知识的方法是花时间研究那10%的根,了解根之后就能清晰地摸到树干,把树干在心目中形成清晰的知识结构,至于枝叶,只是生长的方向、角度、丰富程度不一样而已。
玻璃瓶罐成型知识树是怎样的呢?个人认为成型概念、理论知识是根,料温、料滴、模具温度、成型压力、配时知识是树干,料道空燃比设定方法、各种成型缺陷处理方法等是枝叶。
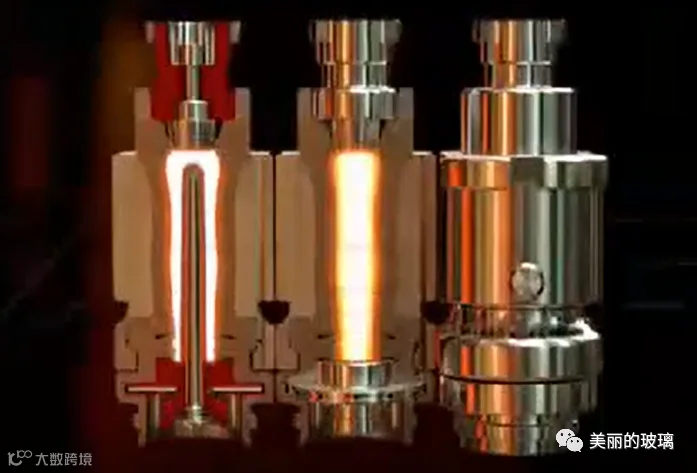
咱们继续探讨玻璃瓶罐成型的根——第四个成型概念:NNPB、PB玻璃受到的压力与瓶口、初胚的定形关系。
压吹法生产时,玻璃受到的压力过大会产生口部炸裂、初胚定形过度在吹制时出现扩张不良、模具涨开等问题。受到的压力过小则会出现口部成形不饱满、初胚定形不足在吹制后的产品变形等问题。(本文暂不考虑冲压时间、冲头温度对玻璃的影响)
实际生产时通常冲头直径大的、冲压力高,冲头直径小的、冲压力低。同一产品在不同类型的行列机生产,由于芯子气缸直径不同,冲压力也不相同。
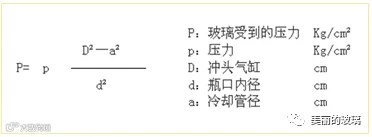
怎样才能知道在不同的冲压力下,玻璃受到的压力是多少?
此处以瓶口内径19mm的NNPB产品、瓶口内径58mm的PB产品, 分别在140机、108机承受的压力来说明。
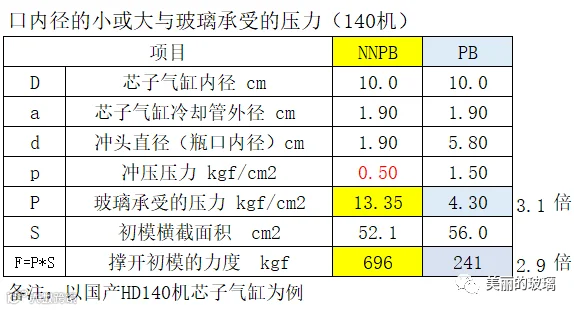

从表中的计算结果来看,无论在140机还是108机,NNPB玻璃承受的压力都是PB玻璃承受的压力3倍左右。撑开初模的力度也是3倍左右。
同一个NNPB产品如果在108机生产,要达到和140机一样的玻璃承受压力, 需要的冲压压力比140机高0.15 kgf/cm2 (0.015Mpa)左右。
表中的NNPB撑开一付初模的力度大约700 kgf,双滴料为1400 kgf,接近初模抱紧力极限,容易产生初模合缝线粗、裂缝线、口部炸裂等缺陷。
因此用140机生产NNPB产品时,冲压力不能超过0.50 kgf/cm2 (0.050Mpa)。
NNPB产品由于口内径小,玻璃受到的压力比普通PB产品大好几倍。为了降低冲压力,必须想办法提高料滴温度,稳定料重,优化初模、冲头设计,提高制瓶机的精度和稳定性。
 轻松做玻璃
轻松做玻璃