
点击上方蓝字↑↑↑可关注订阅
玻璃产品的制造是模具设计与工艺技术相结合的过程。在制造过程中,工艺技术人员通过经验、设备调试摸索出合适的工艺参数,以提高和稳定成品率。
优秀的模具设计方案会有足够的工艺调整空间,减少工艺调整时间,决定了产品质量和合格率的高低。因此,模具设计需要考虑产品形状设计、玻璃料性、设备、工艺参数等多方面的因素。
随着产品质量越来越严格,瓶重越来越轻,以及机速的提高,使得成型条件的幅度变窄,产品的好坏90%以上与型胚形状有关。
一、 吹吹法型胚设计
(1)落料的良好形状
(4)过容量(OV.C)
二、 压吹法型胚设计
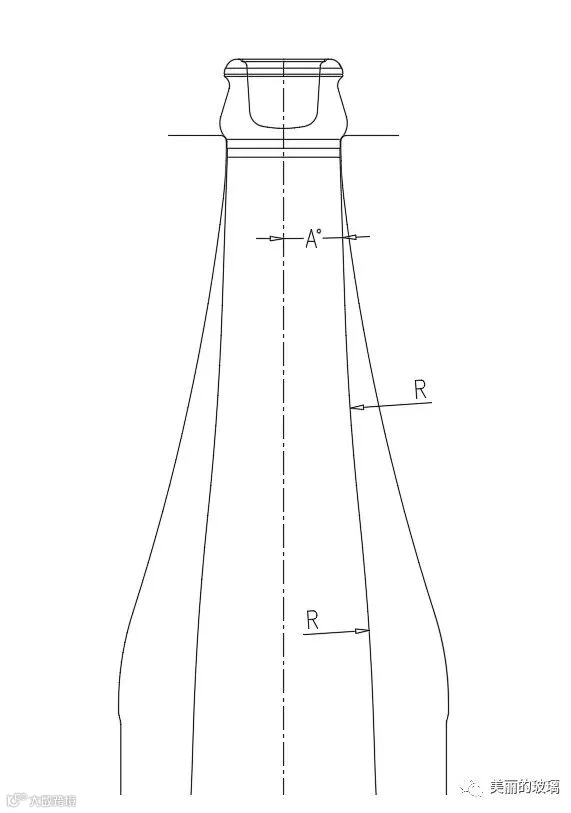
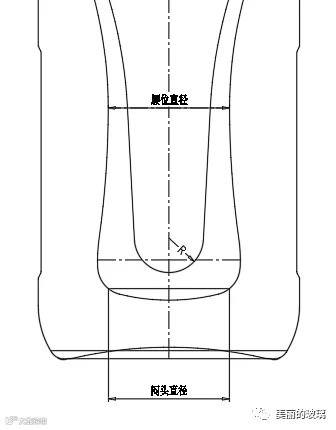
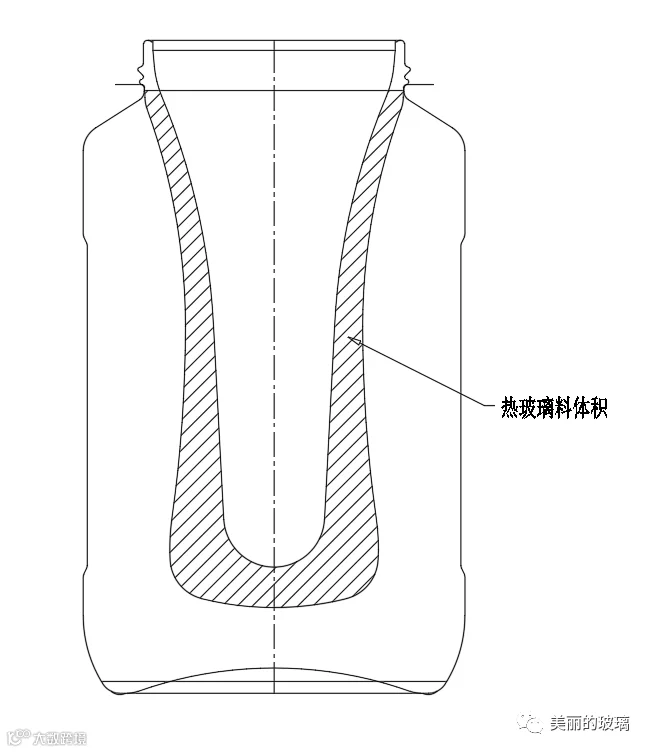
冲头前端R尽量做大,容易接受料滴。型胚收腰位直径要做得比闷头直径稍微大点,使料滴不要直接地碰到收腰部位。型胚收腰部要避免直线,弧形利于落料。如图5
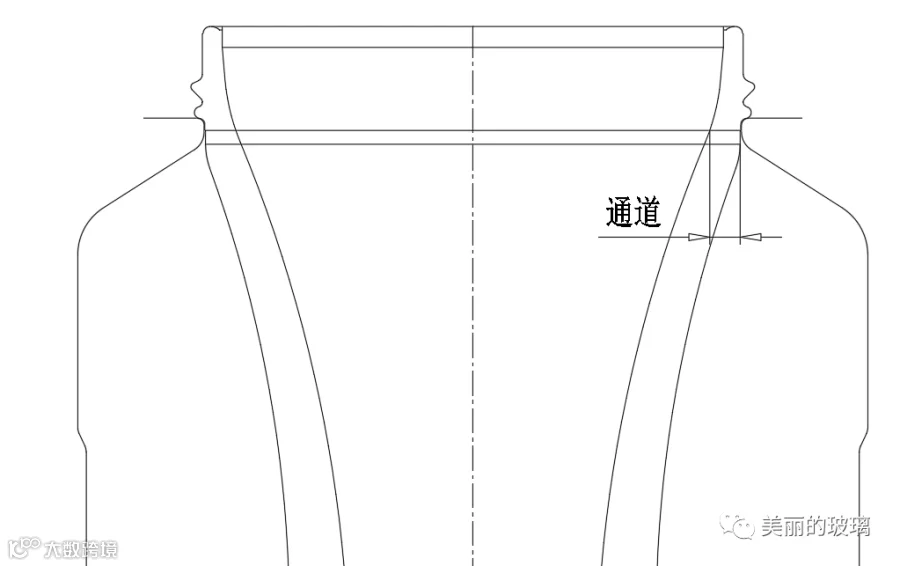
(2)通道宽度
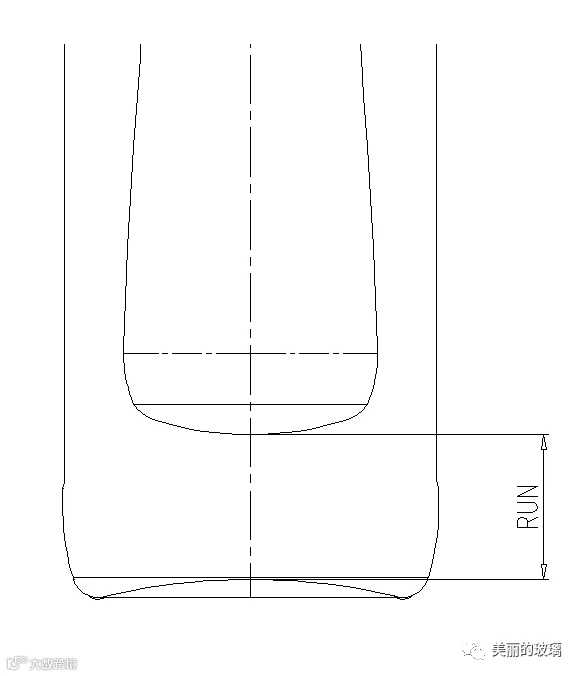
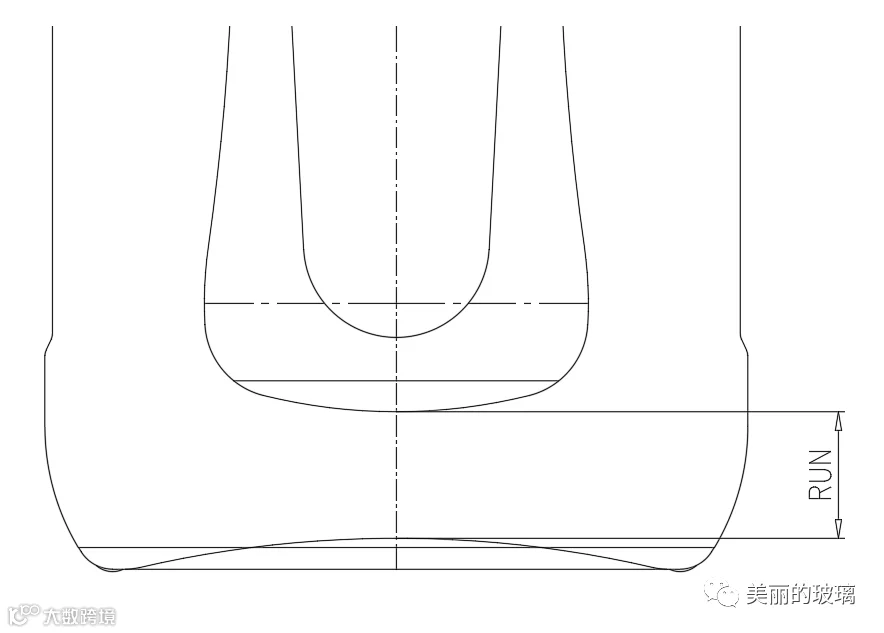
(3)延伸量(RUN)
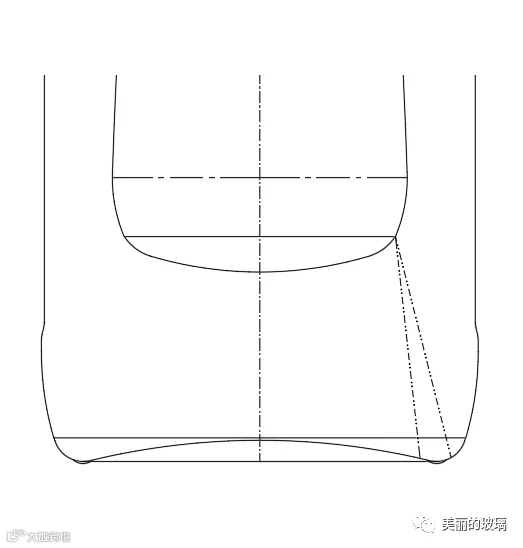
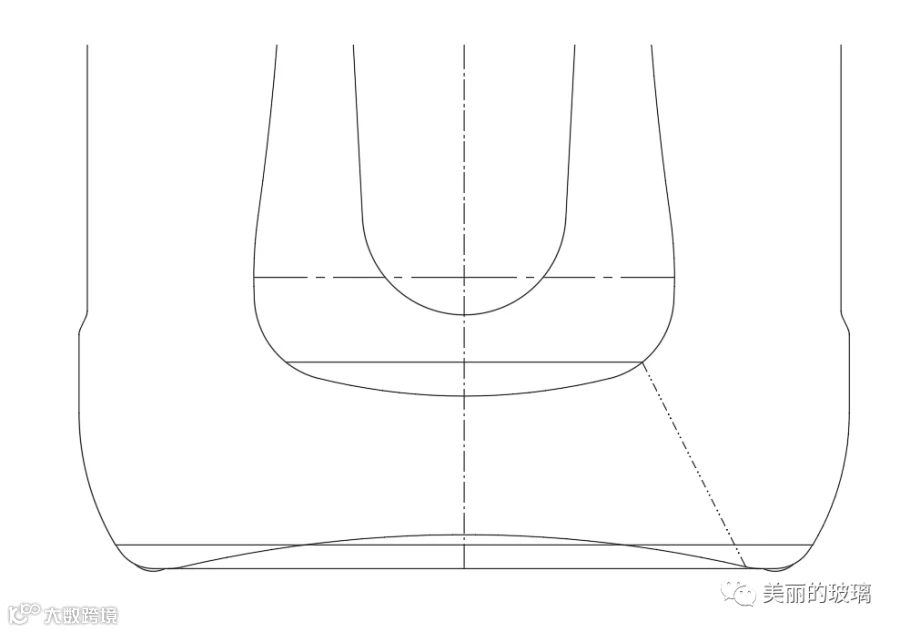
(4)闷头印
(5)过容量(OV.C)
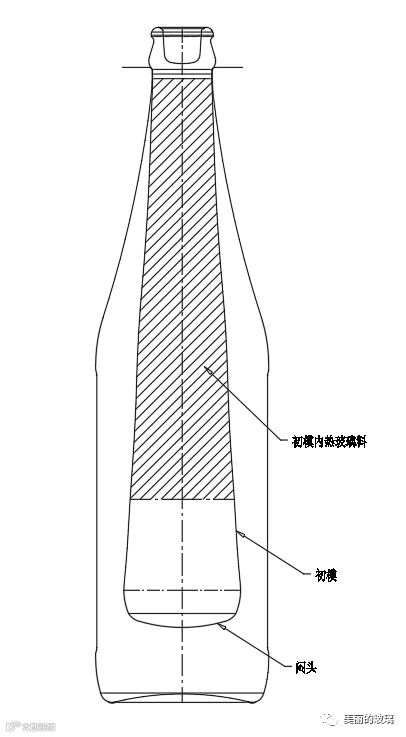
设计型胚图时压吹法需综合考虑闷头位直径、实心料厚度、延伸量、瓶口玻璃厚度、通道大小、型胚玻璃体积、过容率等设计指标;吹吹法需综合考虑闷头位直径、延伸量、型胚跟部和肩部直径、芯子的形状和长度、过容率的大小等设计指标。比如压吹法要降低冲压难度,通过缩短冲头,加大延伸率,但过大后就容易造成薄底、闷头印不正等缺陷。
各设计指标往往是相互制约的,要统筹兼顾好,才能稳定生产出优质高产的玻璃瓶罐。
本文作者刘昌勋,曾担任国内最大的瓶罐玻璃集团模具设计主管多年。