
点击上方蓝字↑↑↑可关注订阅
玻璃模具是玻璃瓶罐成型的主要工艺装置,是玻璃瓶罐生产中的要素之一,它是直接成型玻璃瓶罐的工具。模具质量和玻璃瓶罐制品的外观、壁厚分布有直接的联系,玻璃制品的质量很大程度上取决于所使用的模具质量。
模具的维修质量与模具的使用管理,在某种意义上决定着成型的稳定性、持续性,是提高制瓶机生产效率的前提条件之一。因此,对模具正确使用管理和精心的维修,可以提高产品合格率、降低生产成本。

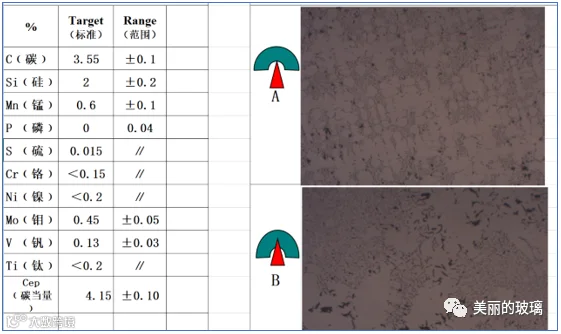
一、模具材质
-
耐热性能好(如:抗氧化性、导热性能好、热膨胀系数低、热稳定性好) -
耐磨性能好 -
组织致密均匀,抛光性能好。 -
粘附温度高,耐腐蚀。 -
良好的机械加工性并具有一定的机械强度 -
价格低廉、合理 目前主流的模具材质,一般为合金铸铁,有96A,Q3等。
二、模具维修概念
模具主要通过人工对损伤或磨损的玻璃模具进行维修,严格定义的话,玻璃模具维修工,属于工具钳工的一个分支,对维修工本身的技能熟练度和知识掌握度要求较高。
三、模具维修的“三少”原则
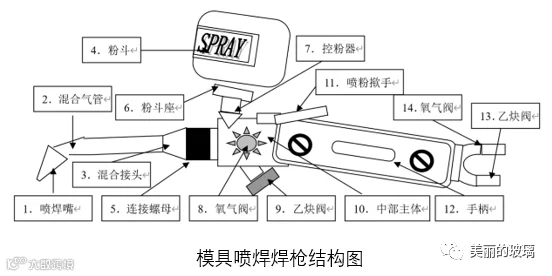
焊接材料主要是镍基合金粉。模具焊补方式为热焊补,如焊点过大,一则浪费喷焊材料,二则喷焊火焰会对非损伤的部分产生伤害,三则增加了后期维修时的工作量,降低了劳动效率。对模具进行喷焊,把握好焊接牢固,焊点较小,融化充分。此为维修作业时的“少烧焊“原则。
(2)少打磨
运用维修工具对损伤的模具维修时,有一个打磨的过程,如果过分打磨,会损坏模具母材,产生二次损伤,或上机使用时不耐用。
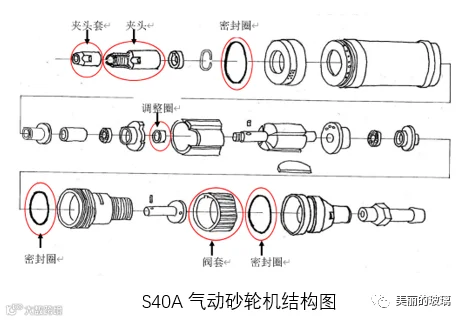
在使用维修工具(如砂轮机,锉刀等)进行粗打磨时,需把握好打磨的量,为后续的维修留出余量,保证维修的质量。此为维修作业时的“少打磨“原则。
但抛光不能过度,因为每一次抛光都会对模具内壁及尺寸产生不可逆的磨损。过度的抛光,会缩短模具使用次数,或尺寸超标,不能满足生产的要求;因此对抛光介质的选择,尤为重要。

目前主流的模具内壁抛光方式—使用抛光砂布进行干式抛光(区别于使用注油方式的湿式抛光)。抛光砂布的选择:不低于240目。抛光时,手法均匀、力度适中,沿砂轮旋转的方向进行作业。
或者选用软性材质(如200目及以上的氧化铝砂轮,羊毛抛光轮等)进行抛光作业。这样做的目的,主要是尽量减少每次抛光时对模具内壁的磨损,在光洁度满足的前提下,防止容积或尺寸过大,延长模具的使用次数(寿命),避免质量缺陷。此为维修作业时的“少抛光“原则。
上篇完,下篇将介绍怎样对模具进行有效的管理从而保证模具质量。