
点击上方蓝色字↑↑↑关注,免费订阅。
这个公众号还没有开通留言功能,不清楚大家想看哪些内容,只好自己想了。今天无意中发现眼角不知从何时起已悄悄地爬上了皱纹,开始对自己有点意见了,好吧,这次就写这个,得想办法把它解决,至少要尝试一下吧。
在玻璃瓶罐成型中,如果料滴温度、形状、落料都完全好的话,可以说成型作业已经完成了60%~70%,其重要性是不言而喻的。在讨论缺陷修正方法之前,咱们先回顾一下成型处的玻璃的流向状态。
(1)料滴切断时的状态
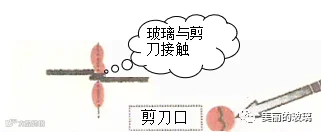
第一次高温玻璃(料滴)与金属(剪刀)接触,剪刀切口部的玻璃受到急冷而发生热冲击,但切后的重热使急冷处得以恢复,此处恢复状态差的话会产生缺陷。
(2)料滴下落时的状态
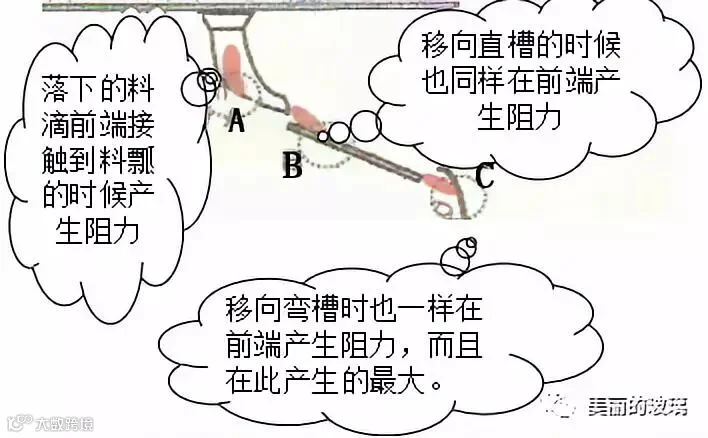
料滴在下落时由于与金属接触,滑动阻力与其引起的收缩,这种变化程度A<B<C。还有料滴的表面温度的降低程度,在接触处最大。
在各处的落料中,料滴前端接触时的阻力是最大的。前述发生的温度偏低,抵抗与阻力认为是以下这样发生的:
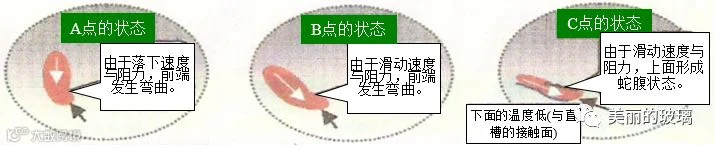
A图.与模具表面的接触部位的滑动性受到摩擦阻力,受到后部玻璃的挤压,表面出现蛇腹形状,产生冷纹、皱纹等。
B图.料滴前端到初模颈部受扑气的影响,产生瓶颈气泡、颈部玻璃不均匀、口内径不稳定、瓶颈裂纹等。
皱纹的形状、位置不一,产生的原因多种多样,需在现场进行彻底的观察,调查产生的部位、形状、深度(浓淡、尖锐度)等,找准原因才能对症下药,下面介绍其中的一种。
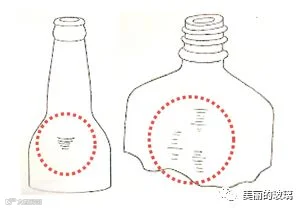
出现这种皱纹时经调查发现没在颈部与瓶跟,而是在肩部与瓶身部,也没发生与弯槽接触的那一面。认为在直槽、弯槽处产生的原理是这样的:
在料滴通过弯槽降低速度的时候,降速时在A处受到组力,并受到B推压,于是在C就产生了小皱纹,小皱纹随着正吹气延伸从而形成大皱纹。
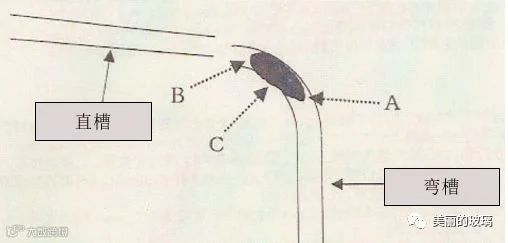
解决方法:确保料滴能够快速滑动。直槽、弯槽的涂层保持在良好状态,规格要和料碗匹配,直槽和弯槽中心线一致、直槽高度合适,弯槽的弧度设计合理减少阻力,料温不能过低,料滴不能过长等。
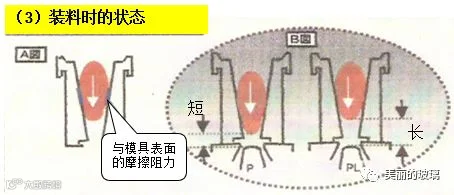
在初模处产生的原理:
表面温度低的初模很少粘有碳,料滴滑动性差;初模温度低的话,在落料入模的过程中,先入模的玻璃表面出现硬化;再加上如果料滴过长,初模内的料滴变成蛇腹状,会发生很多细、短的皱纹。初模温度过高,料滴滑动性差也会产生,但是形状不一样,同时伴随氧化斑等热缺陷。如果有初模测温数据,很容易就判断出来。

料滴长度:一般以初模内腔长度的70%~85%为基准,形状与初模内腔相似。
解决方法:管理初模温度在合适的范围(兼顾其它缺陷),改善涂油方法(按时涂油、增加涂油次数),调整出合适的料滴等。
最后以一首歌结束咱们这次的交流,从你的世界路过,一不小心就留下了皱纹和擦伤
长按下方二维码“识别”可关注

觉得好看,请点下方“在看”