
点击上方蓝色字↑↑↑可关注订阅
这个公众号由于工作原因没有每天进去看,因此有些朋友的信息未能及时看到并回复(超过48小时回复不了),十分抱歉。前段时间有朋友咨询偏底、闷头线偏的处理方法,尤其扁瓶。这两个缺陷往往伴随瓶跟偏薄强度不足,可能造成灌装或运输过程中的破瓶。处理方法对于从事玻璃瓶生产的朋友来说应该不难,难的是怎样做到全部产品都一直稳定不偏,并且从源头上杜绝此类缺陷的出现。
本文将产生原理归纳为以下四种,相应的对策也在里面了。
一、料胚温度不均匀
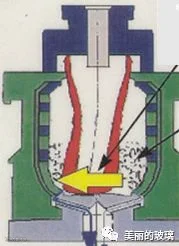
由于料胚底部温度不均匀,正吹气时温度高的地方延伸过度变薄。
介绍压吹法产品偏底、闷头线偏的其中一种原因: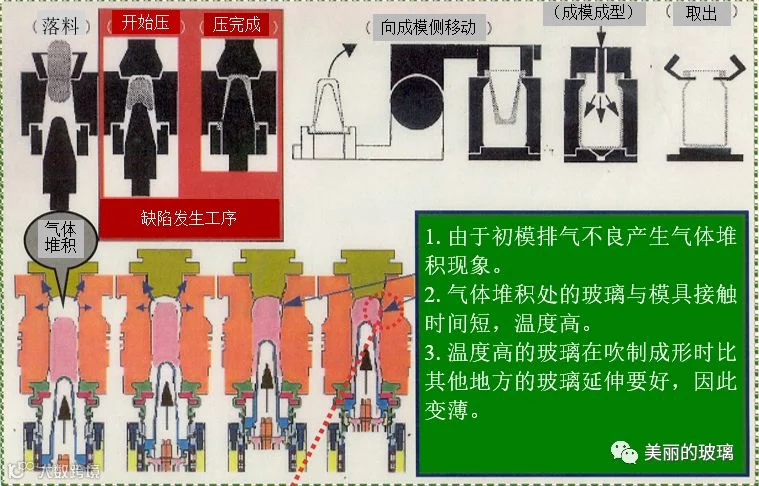
造成料胚温度不均匀的原因有很多:料滴温度不均匀,初模左右的温度不均匀,料胚受到侧冷风过度冷却,落料不好,倒吹过度,冲压过度,正吹气过早重热时间不足等等。首先要保证供料道玻璃液均匀度系数(热效率)达到92%以上。
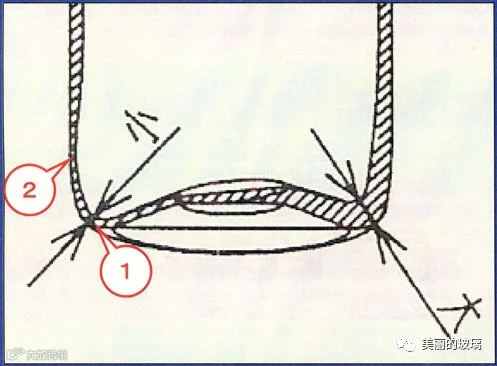
二、料胚在成模中未垂直悬挂
料胚不垂直,正吹气时底部的玻璃料不能均匀扩张分布,产生偏厚薄是很自然的事情。
翻转速度过快或过慢、料胚过软、口模与成模交换不好、成模排气不良等导致料胚弯曲不垂直。
这些问题在现场仔细观察可以发现,关键是在换产后要调整到位,日常操作时管控工艺参数在标准范围内。
未垂直悬挂
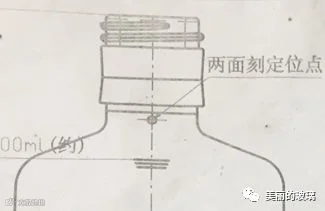
初模、成模加定位点
三、设备备件不中心
压吹法冲头不中心、吹气头不中心、吹气管歪斜等,导致玻璃不能均匀分布。
这个全数检查校正就行了,没多少技术含量,关键是要认真、细心。
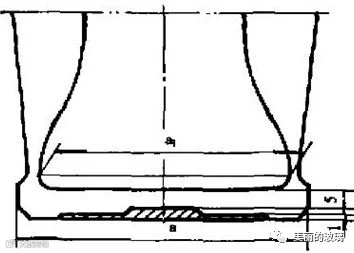
四、模具设计不合理
延伸值过大,初模口直径与瓶跟直径比例过大,正吹气时底部玻璃分布不稳定容易偏厚薄。
料胚采用仿形设计。
方形、扁形玻璃瓶适合取小的延伸值。延伸值=料胚长度*0.10左右,重量瓶小一些,轻量瓶大一些。
初模口直径/瓶跟直径=0.75~0.80,太大闷头线翻上瓶身,太小产生月亮底。

月亮底
以上是根据生产实践经验进行的产生原理推测总结,不妥之处请朋友们指正,微信同号15989977085。
写这些文章需要花费不少的时间和精力,可能有些朋友会问为什么还要做?有人因为一个人爱上一座城,有人因为一个瓶爱上个行业。看完点赞将是坚持的最大动力