
点击上方蓝色字↑↑↑关注,免费订阅。
这段时间有点忙,很长时间没写文章了,为了生活我们四处奔波,接触的人和事多了,更能体会社会炎凉,人情冷暖,更多的是人情如纸张张薄,人生如棋局局新。
两千多年前孔子说“不患寡而患不均,不患贫而患不安”,大意是不忧虑物质的匮乏而忧虑物质的分配不公,不忧虑社会的贫穷而应忧虑社会的不安定。到历代农民起义军提出的“均贫富,等贵贱”,都集中在一个“均”字,大家好才是真的好
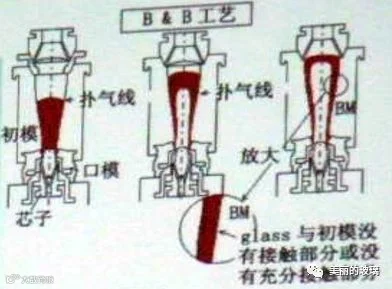
从梦想回到现实,即使在吹—吹法轻量玻璃瓶生产中,要把扑气环搞均匀、厚度达到设计标准并且能够长期稳定都不是一件容易的事情。扑气环也有人叫作断腰、腰箍、扑气线、扑气纹,自己喜欢怎么叫就怎么叫,你懂的就行。关于这种缺陷的处理方法大家应该都会,比如缩短扑气时间、提早倒吹气、搞好料形、修改初模等,但是关于它的产生原理,希望能够弄明白,才能知道这些处理方法的依据是什么,才能触类旁通。

薄扑气环形态
1.产生原理推测:
1.1 接料后与初模接触的玻璃温度下降;
1.2 通过倒吹气,顶部的中央部分玻璃首先朝闷头侧移动,已与初模接触部分的玻璃暂时没有动(脑补一下把气球放进铁管吹气);
1.3 顶部的玻璃与初模接触的玻璃的界面之间,会产生与初模没有充分接触部分;
1.4因这部分的玻璃粘度低,在成模被吹气也最早被延伸,变得比其它部分薄。
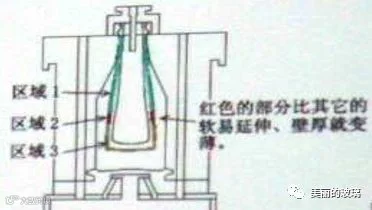
区域2的玻璃温度>区域3>区域1
2.修正方法:
2.1 缩小初胚的过容量OVC,一般控制在1.4~1.5。
2.2 为了减小区域1与区域2的温度差,一方面缩短扑气时间,另一方面提早倒吹气开始。
2.3 在初模扑气环部位开散热槽,适当降低此处的玻璃温度。
当然修正方法不限于以上三点。从玻璃瓶的工艺角度看,主要做三度:均匀度、稳定度、精准度。均匀度:瓶颈、瓶身、瓶底等玻璃分布均匀;稳定度:产品质量稳定,不要大起大落;精准度:产品尺寸、理化性能等波动范围极小。