点击上方蓝字↑↑↑可关注订阅
吹—吹法瓶罐产品的口内径如果没有控制在有效的标准范围内,对于采用内塞密封的产品,口内径偏大将出现密封不严产生漏气、渗漏现象,导致内容物变质;口内径偏小将出现密封不到位、损伤瓶盖等问题。
玻璃厂对瓶口的质量应有高度的重视,从制造、检验、包装等环节做到零缺陷。
高温的玻璃接触到模具,热量被吸收从而硬化。因此被吸收了热量的玻璃温度下降,吸收了热量的模具温度上升。吸收过多或者过少都会产生缺陷,合适就好,从这个角度看,成型工艺是一种平衡的艺术。
发生口内径不良可从以下四个方面的原因进行查找和处理:
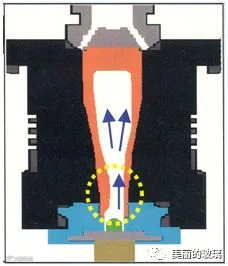
一、料温不均匀、不合适、不稳定。口内部玻璃在倒吹气时扩张不均匀,温度高的玻璃延伸,温度低的保持原状。
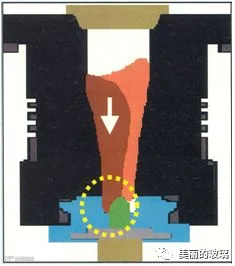
料温不均匀、料滴形状不良、料滴高温状态下落料后的状态
此状态往往伴随的缺陷:扑气环偏厚薄、偏底、瓶身不圆等
对策方面:找到合适的料滴温度,将供料道玻璃热效率调整到92%以上,根据初模内腔和产品缺陷确定合适的料滴形状。
合理的工作池和供料道设计,先进的料道燃气控制系统是生产高质量产品的先决条件。
二、料滴输送不顺畅,装料不稳定。
料滴与模具(口模、芯子)的接触时间发生改变,就会造成玻璃和模具温度的改变。
①料滴形状合适,使料滴进入顺利,玻璃液早点到达口模面。

②导料系统(导料管、料杯、料瓢、直槽、转向槽)选型合适,保证中心、高度调整到位,涂层良好。
料滴离开转向槽时的速度需大于6.0米/秒,以保证足够的冲力。
③调好初模、口模内的气体排放,确保排气干净。(图-1)
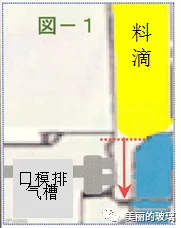
保证初模颈部排气、口模排气设计良好。定期更换模具,防止排气槽被油垢堵塞。
检查排除是否从芯子气缸的缝隙中、倒吹气管有泄漏的空气进入初模内部。
初模侧在涂油作业时是口内径不稳定的要因,因此涂初模油、口模油后需弃瓶。
三、模具设计不合理,用配时迁就,导致口内径不稳定。
芯子前端R大的(图-3)落料时容易进入,玻璃与口模的接触时间变长,瓶口部的玻璃温度更容易吸收,因此口内径有变小的倾向。
芯子前端R对比(图-2),R大的(图-3)料滴更易进入。
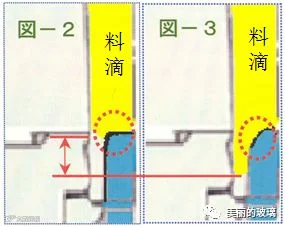
注意:前端R即使很大,但是如果过长的话,料滴头部也很难进入。
*芯子前端R部小且平的与此相反,产生口内径大,因此倒吹气需推迟,大幅度推迟的话,不仅口内径小,扑气环偏厚薄、瓶身不圆等缺陷也会产生。
不止芯子前端,芯子形状、长度、芯子与口模的配合位,都会影响口内径,需结合经验和实际情况进行设计。
影响口部成形的主要工艺参数:扑气、倒吹气配时和压力,芯子上配时,芯子温度。
改变配时就是改变模具与玻璃的接触时间,改变模具吸收玻璃热量的时间。比如将倒吹气ON提前10°,相对而言口模与玻璃的接触时间就减少了10°,即口模吸收玻璃热量的时间减少了10°,因此可以推断出口部的玻璃在比平常软的状态下受到倒吹气,容易产生口内径大、口平面凹陷等缺陷。反之容易产生口内径小、口部裂纹等缺陷。
由于篇幅有限,调整这些参数的方法就不在这里详述了,有需要的朋友可加微信15989977085私发。
对产品缺陷、问题的解决,我习惯以终为始,结果→过程→结果。根据结果反思过程,抓好过程管理,自然会产生好的结果。当然前期的决策排在首位,得做正确的事情。
过程管理的重点在于配备合适的人员,建立有效的作业标准、技术标准、管理标准并坚持执行,完善硬件。
为了避免文中产品缺陷以及类似缺陷的发生,需建立《供料道温度控制作业标准》、《料滴制作作业标准》、《导料系统选型技术标准》、《芯子设计标准》等文件并练习。
如果觉得有用,请点击屏幕右上方…发送给朋友或分享到朋友圈。赠人玫瑰,手留余香。

