
制瓶的重热包括两种情形:
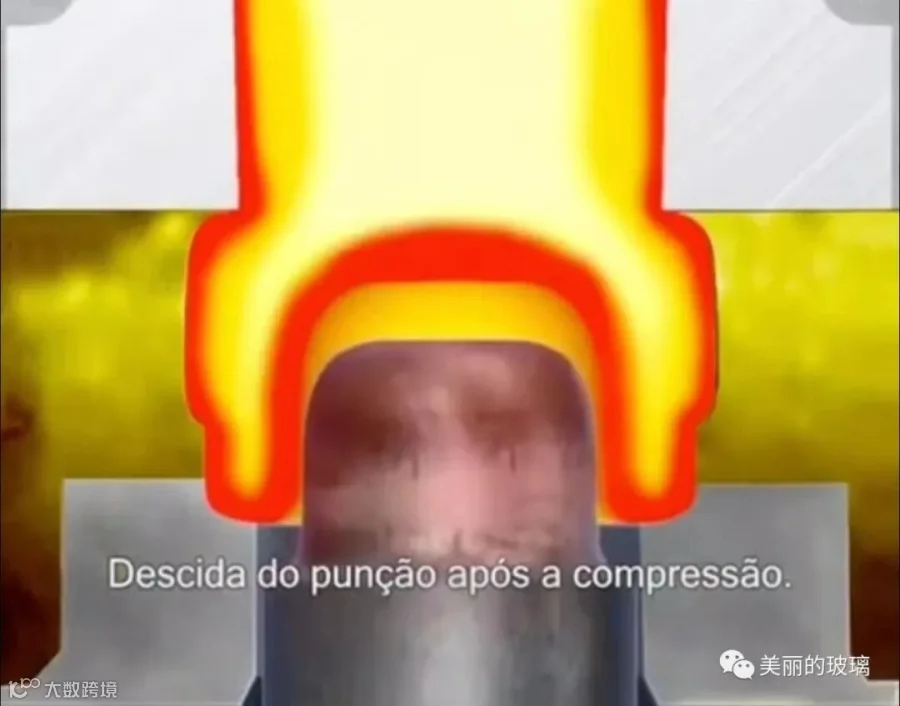
图3
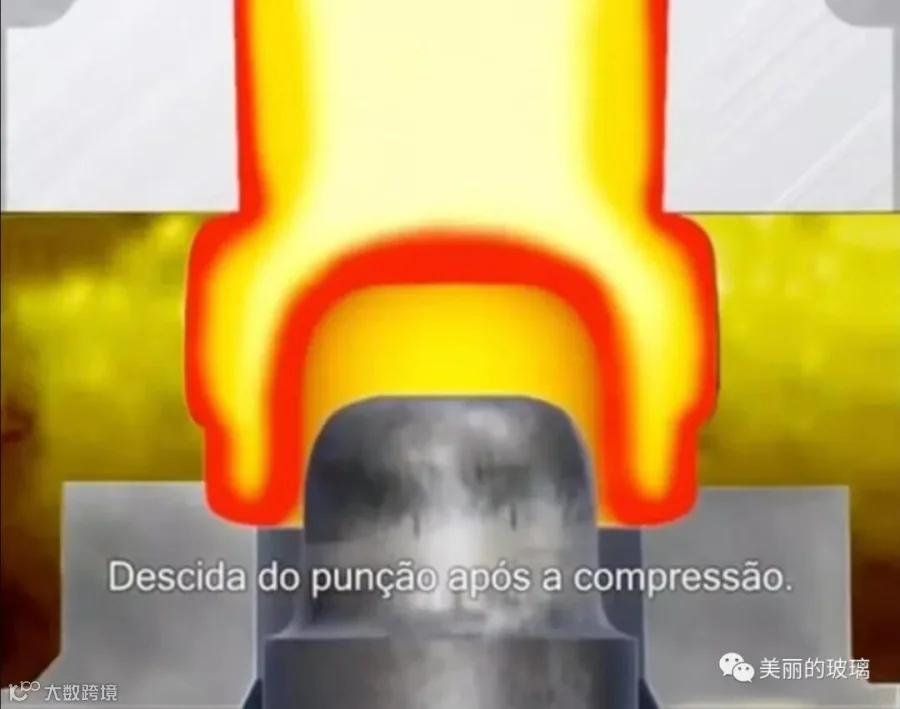
图4
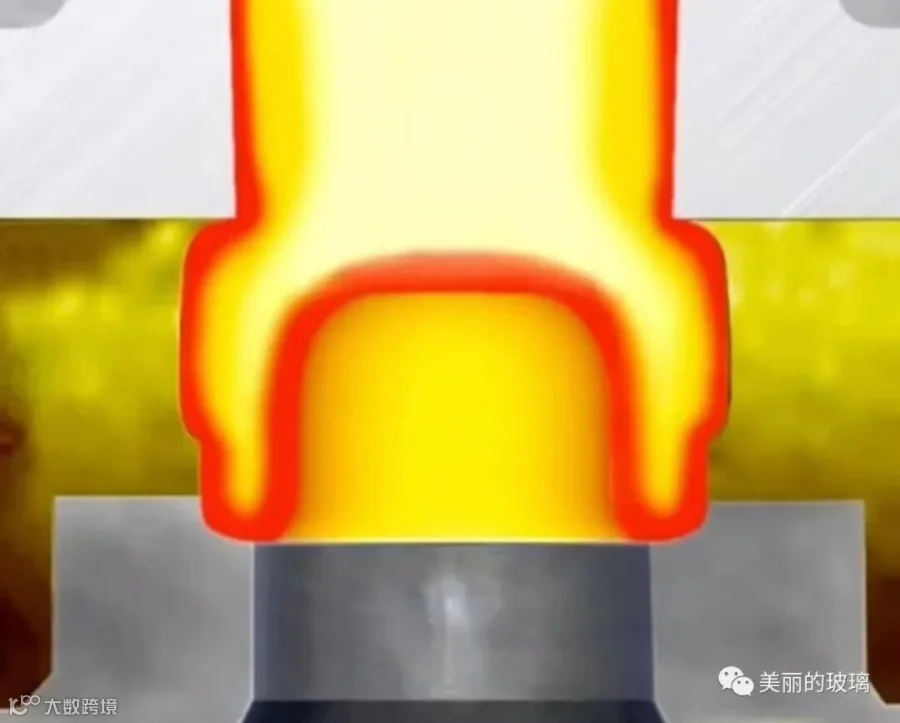
图5

图6

图7
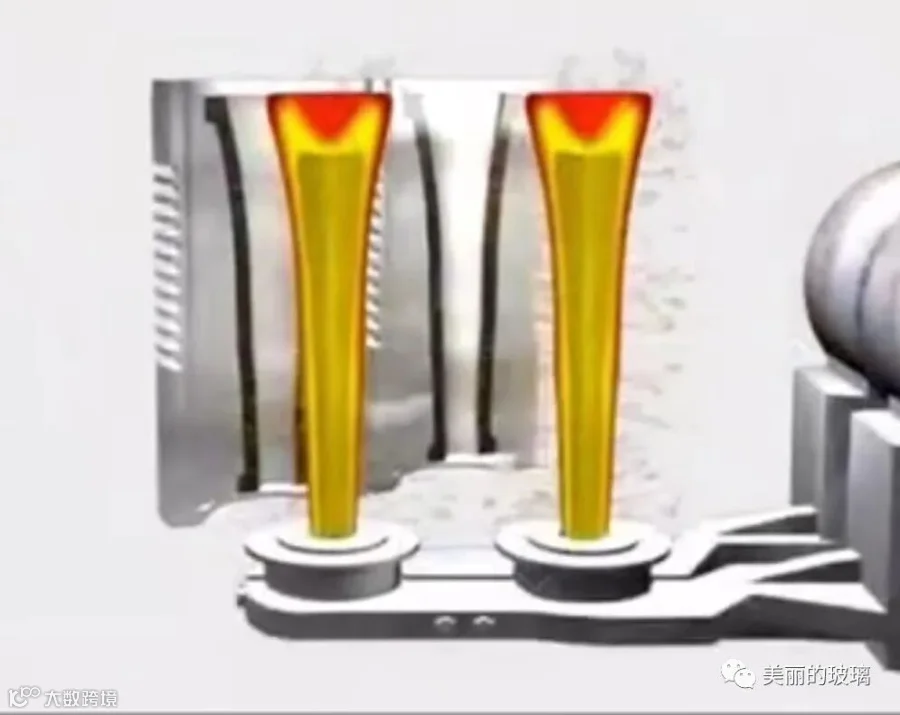
图8
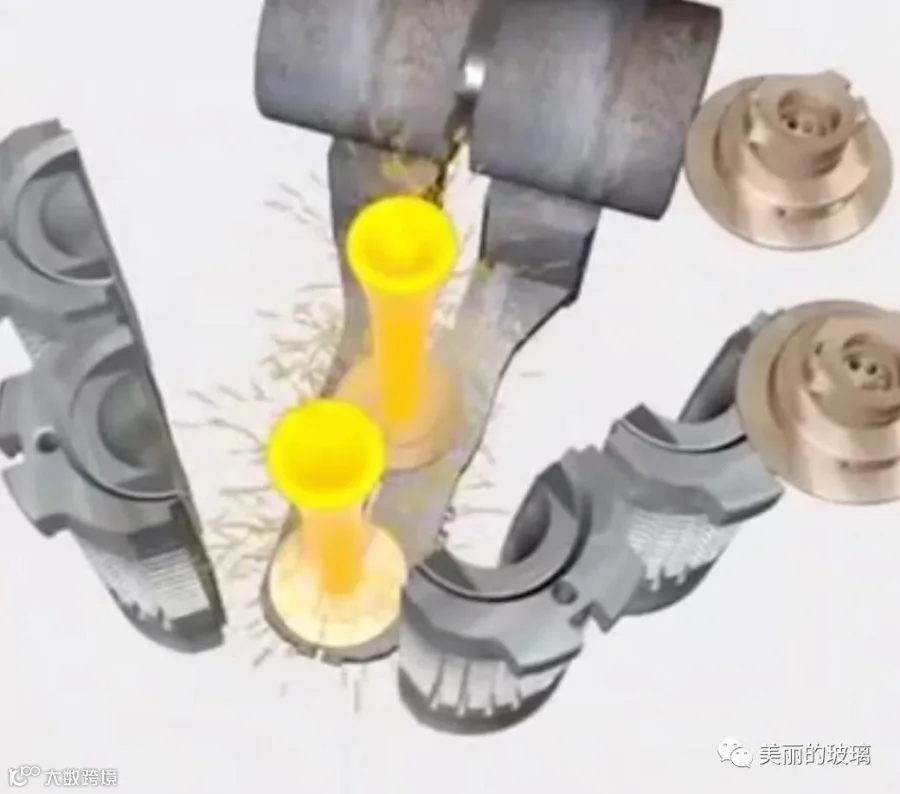
图9
在此过程中玻璃不和模具接触,重热快速进行。
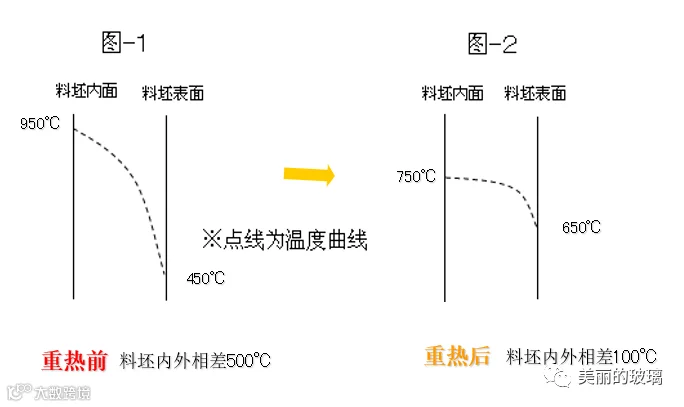
重热时间过短,玻璃内外温差过大,会产生玻璃厚度不均匀。时间过长,玻璃会固化过快,导致吹制时膨胀不良。
低机速的大瓶料坯表面的硬化层很厚所以重热缓慢,尤其合缝线部位难以重热,通过提高初模温度来保证料坯表面的温度不过低。
高机速的小瓶的硬化层薄所以重热也快,降低一点初模温度,合缝线也不会变薄。小瓶子的初模温度如果像大瓶子那样过高的话,对成型是不利的,容易产生成模飞刺。
使用间隔风装置在初模张开时停止吹风,冷却风不吹料坯,是非常有效的增强料坯重热的手段。