
点击上方蓝字↑↑↑可关注订阅
作为对上一篇文章知识的补充,介绍一种瓶口缺陷:瓶口内表面凹陷的处理方法。此缺陷从瓶口平面斜着看的话向瓶口内倾斜,也有工厂称作“盘形口”。


由于此缺陷是口平面倾斜,当加了盖子之后密封性变差,引起气体泄漏,所以要注意,曾经发生过严重投诉,增添了很多麻烦。加上有些轻微凹陷的瓶口,自动检验机难以弃除,有必要在制瓶端杜绝。
产生的原因:
由于口部的成形度很差,口部在没有充分固化的状态下进行倒吹气而变形。
对策的依据:
使口部的成形度良好
做出良品的五大要素:
料液、设备、模具、工艺、管理
成型工艺的要素:
料滴温度、料滴形状、模具温度、成型压力、配时
每种产品缺陷的处理,如果根据以上要素从大到小、系统地进行查找、排除的话,相信很快能找到主要原因和有效的对策。相反,根据对策也可以提前建立良品条件进行预防。
我们尝试按上述方法分析处理这种缺陷
工艺原因:
料滴温度过高;料滴短粗、头部大;落料速度慢;扑气压力小、时间短;倒吹气过早、压力太大等。
玻璃的温度在口部成形工程里是很重要的。另外还要考虑料滴的长度。要创造落料顺利的条件。
模具原因:
芯子前端R小,芯子过长,没有排气槽。口模排气设计不良,排气不好。
设备原因:
芯子上OFF迟(下降迟),导致芯子温度过高,芯子与套筒的间隙变小,倒吹气流速增大,对口部的冲击力增大。(图-4)
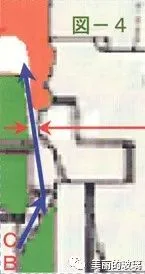
间隙变小倒吹气的流速增大
有些朋友可能会问怎样判断料滴温度过高、扑气压力小?芯子怎样才算过长?怎样才是合适的?这个需要多在现场实操,测量数据,提高眼力,总结经验,形成标准。
因为疫情变得很火的中西医之争还在进行中
中医注重治疗的效果,但是很难标准化,难以传承,从业人员文化水平普遍不高。
西医注重发病机理的研究,讲依据,易传承,但是对于新病往往束手无策,从业人员文化水平较高。
中医西医各有所长,也有所短,扬长避短,中西医结合才是最好的方式。和我们的玻璃瓶罐制造现状是不是很像啊?是不是值得我们借鉴?
前段时间处于人生的重大转折期,很多事情无暇顾及,写作也因此中断了四个多月,十分抱歉!近期看了一下“关注人数”没有减少还增加了,感谢朋友们的不离不弃。