
点击上方蓝字↑↑↑可关注订阅
玻璃在成型过程中和模具接触,以及受冷却风的影响,玻璃快速冷却(如在10秒内从1100℃降到600℃),玻璃内外会产生很大的温差,由于温差所产生的应力称为热应力。(残留在玻璃内部的力,使分子的结构处于变形状态)
热应力如果不消除,会严重降低制品的机械强度和热稳定性,甚至出现自裂现象。因此,要将进炉的制品提高到退火温度,然后保持一定的时间,在除去热应力之后,缓慢退火,使残余应力不超过某一规定值,以保证制品的安全使用。
退火的实质就是减小或消除应力并防止新的应力产生。
啤酒瓶国标内应力≤4级,小于30.0o 。小口压吹轻量瓶的内应力建议控制≤2级,小于15.0 o。
可通过应力仪检测制品应力,偏光镜旋转的角度对应制品应力的级数。1级0.0o—7.4o,2级7.5 o—14.9 o,3级15.0o—22.4 o,4级22.5 o—29.9 o,5级30.0 o—37.4o。
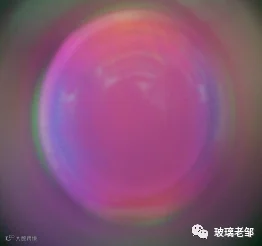
翠绿料瓶底应力四级图片
退火点Ta:指在此温度下经过三分钟能消除95%应力,也叫退火温度上限。(约555℃)
转变点Tg:介于退火点Ta与应变点Ts之间。在该温度附近的玻璃属于粘弹性体,各质点可进行粘质流动,以消除玻璃各部分的温度梯度。(约530℃)
应变点Ts:指在此温度下经过三分钟只能消除5%应力,也叫退火温度下限。(约515℃)
退火点Ta、应变点Ts理论值可参考以下的公式算出:
退火点Ta =0.8381×SP-44.223 (℃)
应变点Ts = 0.8094×SP-52.062(℃)
这里SP是玻璃的软化点,玻璃的软化点改变时,退火点、应变点也改变。
退火温度,指的是制品通过15分钟可以消除应力的温度,一般比理论值低20℃~30℃。钠钙玻璃的退火温度多数在510℃~550℃。
由于退火炉热电偶的安装位置、插入深度、仪表等可能存在差异,即使同一类型的退火炉,也要根据制品实测应力结果来设置合理的退火温度和退火速度,不要死板。

在消除应力时,通常退火温度越高、保持时间越长,效果越好。玻璃厚度越厚,形状复杂的制品,应力更容易集中,要提高退火温度,延长时间(减慢大网带速度)来消除应力。
让大网带上的玻璃瓶罐排列整齐,间距合适,有利于应力消除。怎样才能做到玻璃瓶罐间距合适,让冷喷枪能够下沉到瓶口面以下,同时避免大网带速度过快导致应力不合格?在新建或大修时就要根据成型机生产的制品种类、规格、机速来计算选择合适的退火炉。

生产过程中如出现制品应力不合格,要在退火设备和退火工艺两个方面去查找原因。