点击上方蓝字↑↑↑可关注订阅
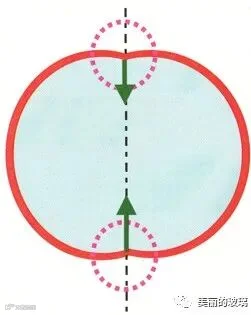
瓶身不圆是描述瓶身椭圆过度的术语。用游标卡尺测量瓶身同一水平面的最大外径、最小外径,两者之差即为瓶身不圆度,或者用瓶径量规来测量。瓶身不圆度大于瓶身不圆度标准称为瓶身不圆缺陷。戴着棉纱手套,轻握着瓶身转动,通过感觉往往就能判断出是否有瓶身不圆缺陷。
瓶身不圆度标准的计算公式:(瓶口内径<30mm的圆形瓶)
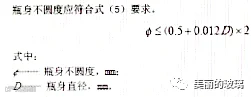
基于产品适用性原则,有些企业以式(5)×0.75+0.3mm做为瓶身不圆度标准,如瓶身直径73mm,瓶身不圆度标准≤2.4mm。这样和GPI瓶身不圆度标准基本一致。
行业标准QB/T 4594-2013《玻璃容器 食品罐头瓶》4.2.4条规定了瓶身不圆度标准不应大于式(5)计算结果的75%,但是限定了产品范围,适用于瓶口内径≥30mm、公称容量为50mL~5000mL的盛装食品的玻璃罐头瓶。
瓶身不圆缺陷在客户处主要导致三个方面的问题:1、贴标不良;2、瓶子在生产线堆积,影响效率;3、瓶身不圆接触部过薄,在生产线上破裂。
由于瓶身不圆缺陷会给客户带来很大的麻烦,生产时需严格执行作业标准、技术标准,早期发现,早期预防。
瓶身不圆种类、主要原因:
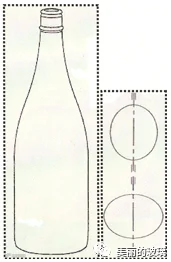
测量瓶身合缝线、90度方向的尺寸,对应下图。虚线代表成模合缝线
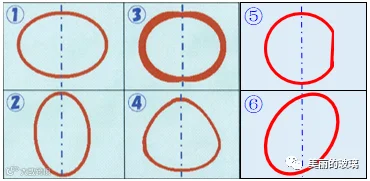
第①种:机速过快,料温过高,成模温度过高,或成模张开速度过快产生。
第②种:正吹气压力不足,成模温度过低,成模排气不良产生。
第③种:机速过慢,料温过低,成模温度过低,新成模产生。
第④种:瓶身玻璃分布不均匀,正吹气压力不足产生,最难处理的一种。
第⑤种:成模材质问题,停滞板风孔局部堵塞,拨瓶叉撞击产生。
第⑥种:机速过快,料温过高,成模温度过高,瓶身玻璃分布不均匀产生。
过热、过冷、玻璃分布不均匀、冷却不均匀都会产生瓶身不圆。同一台机可能存在几种类型,同一机组又可能存在几种类型,还时有时无,因此无论是防止其出现还是处理都有一定的难度。
成模成形后的玻璃瓶温度越高,玻璃的收缩度就越大,瓶身玻璃不均匀(厚度差过大)也对收缩度产生影响,在成模成形后的冷却过程中容易变形;由于成模过冷产生膨胀不良;瓶身受到拨瓶板的碰撞挤压;成模外冷风、停滞板、输送带冷却风的过度影响,使瓶身各处收缩不一致导致瓶身不圆。
瓶身不圆缺陷对策:
1、保证瓶身玻璃分布均匀。厚薄比越小越好。让料温均匀度、料滴形状、模具温差、配时设定、模具设计等达到最佳状态。
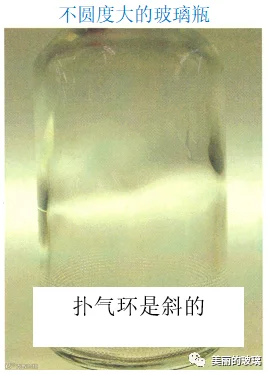
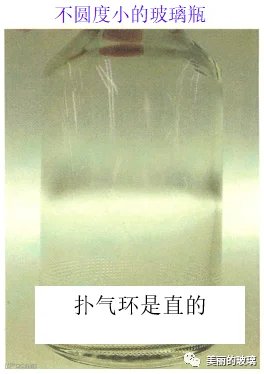
想办法把扑气环做成直的。对于细长圆形瓶提早倒吹气ON配时,瓶身玻璃更加均匀,瓶身不圆度会变好。
2、让瓶子充分定型。控制合适的成模温度,一般情况下超过540℃容易出现第①种、第⑥种,低于460℃容易出现第②种、第③种。机速,料温,模具外形、排气,正吹气压力,吹气头排气率等根据产品设计。
新成模如果出现第③种瓶身不圆,可将模底的合缝线处的垂直冷却孔堵住,使成模合缝线处温度升高膨胀张开,增加排气效率让合缝线处的玻璃能紧贴模壁硬化,定型良好不向内侧收缩凹陷。(生产几次之后再把堵头拆掉,不然炸合缝线)
3、让成模出来的瓶子均匀冷却。停滞板、输送带冷却风流量要大、压力要小,使瓶身均匀收缩。
以上对策属于术的层面,遵循了玻璃制造工艺原则:横向均匀、纵向稳定。
一入此行深似海,从此假期是路人。平时忙于生计,想静静做总结也难。经济转型期碰上大疫情,能坚持做玻璃的都值得敬佩,祝各位同仁牛转乾坤,万事顺意!