玻璃瓶罐成型概念(一):转变点与裂纹
 轻松做玻璃
轻松做玻璃 点击上方蓝字↑↑↑可关注订阅
在玻璃制品日常生产时如果整台机出现冷裂类缺陷,通过升高料滴温度、提高机速、降低冷却风压等措施往往能够得到解决,此处涉及了玻璃转变点这一重要概念。本号将连载玻璃瓶罐成型概念系列文章,希望通过了解经验背后的理论依据,从而更好地指导生产。
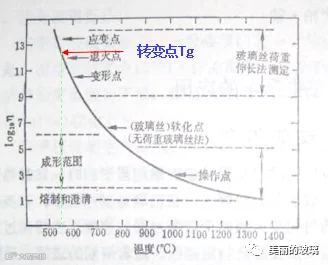
退火点Ta,大致相当于粘度为1012帕·秒的温度。即应力能在几分钟内消除的温度(即退火温度上限)。通常比转变点Tg温度高5~10℃。
转变点Tg,大致相当于粘度为1012.4帕·秒的温度,介于退火点Ta与应变点Ts之间。在该温度的玻璃属于粘弹性体,具有弹性也具有粘性,各质点可进行粘质流动。高于转变点玻璃脆性消除,开始出现塑性变形,物理性能开始迅速变化。
应变点Ts,大致相当于粘度为1013.6帕·秒的温度。即应力能在几小时内消除的温度(即退火温度下限)。
普白料转变点大约在530℃,棕色料、翠绿料大约在525℃。
如果玻璃温度达到转变点附近的温度,由于热膨胀系数非常大,即便是一点点的温度差也会产生很大的应力。这种状态下,十分容易产生爆裂。
另外如果玻璃瓶的表面温度接近转化点温度,内部仍然处于带状流动性的状态时,应力会全部集中到玻璃瓶的表面。
举例:扑气后的口部玻璃温度。因为口部玻璃热量小,而且表面凹凸剧烈,所以容易快速冷却,出现炸裂的机率是最多的。
为了防止口部玻璃温度的急剧下降,应改变口模的材质、提高初模颈部的温度或提高机速,而且必须避免口部附近的机械冲击。
(口钳不水平、初模抱钳的上下运动、不顺畅的冲头上下运动、初模开和闷头上的配时错误等。)
总而言之,瓶罐成型工艺设定应避免成模张开之前的玻璃温度低于转变点温度,以及避免转变点附近的快速冷却和机械冲击,防止产生炸裂缺陷。